machines which I have made, am making, or intend to make, and some other stuff. If you find this site interesting, please leave a comment. I read every comment and respond to most. n.b. There is a list of my first 800 posts in my post of 17 June 2021, titled "800 Posts"
(provided you have access to a VERY large factory, and a very skilled workforce.)
This 450 page book is available for free download at Google Books. It is so interesting, and useful to this model cannon maker that I have ordered a hard-back copy to be printed and sent to me. Not overly expensive at just under $AUD50 inc postage.
Everything that you could ever want to know about making cannons in 1879. And more.
For example, I have read descriptions of the Armstrong method of making cannons with iron bars, by forming red hot spiral coils, then pressure welding the coils into a solid mass. Then using a massive press to join the sections together. But how were the trunnions formed?
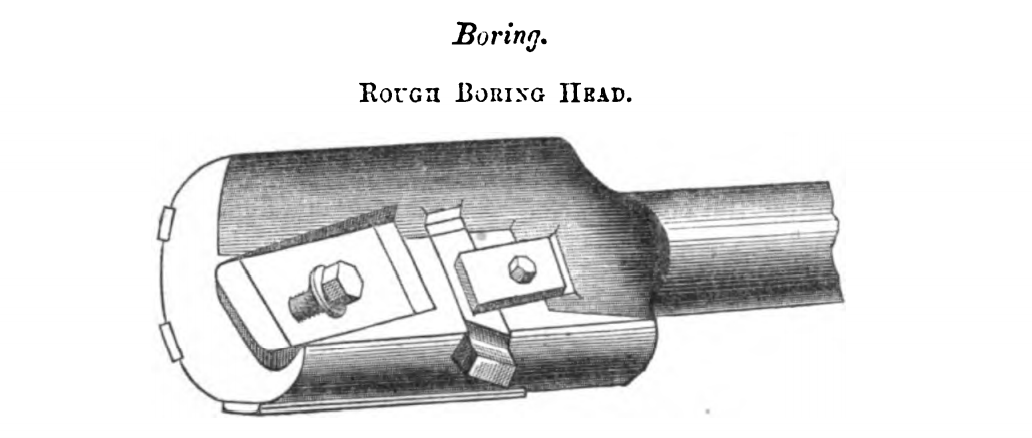
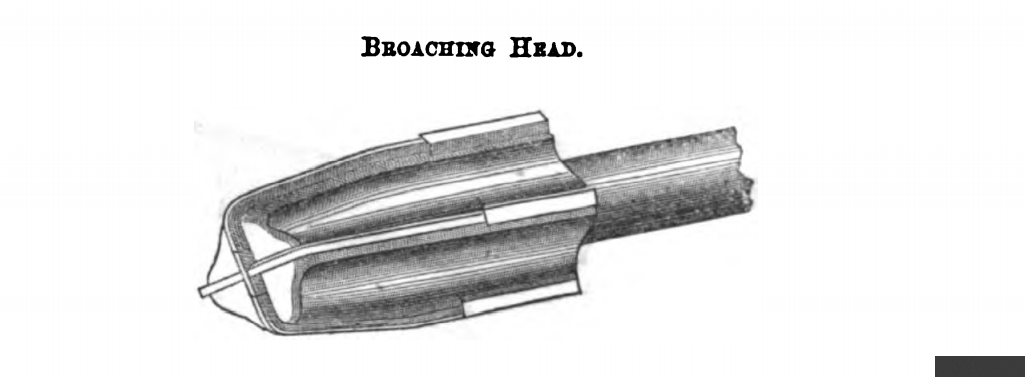
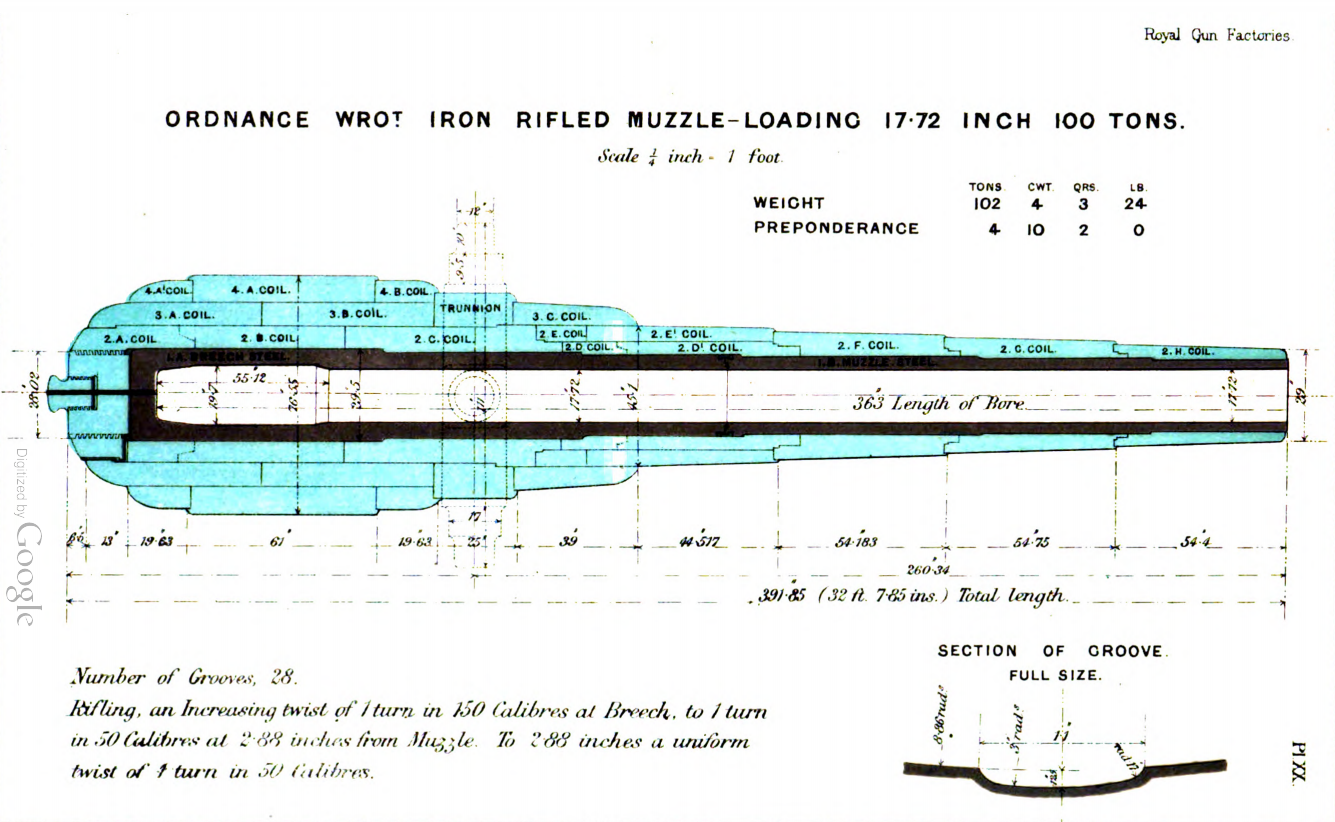
This drawing comes from the book. The 100-150 foot long strip of ductile iron emerges from the furnace at the back, and it is wound around the mandrel on the left, while red hot, to form part of the barrel shape.The “coils”, while still red hot, are press welded together. A medium weight cannon like the Armstrong 80 pounder would typically have had 4-5 pieces, while a large one, such as the 100 ton 17.8″ bore monsters at Gibraltar and Malta would have up to 14 component parts. The trunnion ring was usually forged from a single lump of iron.The piece which became the bore of the barrel was pressed into place while the outer coils were still red hot, and held in compression when they cooled. Strips of iron are strongest along their length, so the coil method of construction was substantially stronger, and allowed larger charges of gunpowder, heavier projectiles, lower flatter, more accurate trajectories. When steel became more available after the 1870’s, it became the metal of choice for the rifled bores.The bore itself was then rough bored…….and then fine bored, using the technique invented by Wilkinson ~1800. Interestingly, the cutters are steel, and the guides are lignum vitae.Forging the trunnions from a solid lump of red hot iron, using a steam hammer. Alternatively the trunnions were forge welded into bored holes. I was happy to read that, having silver soldered the trunnions into holes on my models.This is a schematic of a 64 pound Armstrong RML. The 80pdrs were almost identical, tests having shown that the 64 pd barrels built this way were capable of handling the larger charges and projectiles. Note 4 separate coils, plus trunnions, plus cascable, plus steel plug and copper washer at the breech end of the bore.The tapered powder chamber was formed with a broaching head.The biggest muzzle loader ever built? Depends how you measure it. Not the biggest bore, but probably the most powerful, longest range.This is 20 years later. The Royal Gun Factory, Woolwich. No muzzle loaders in sight.