Making A Crankshaft – 8b
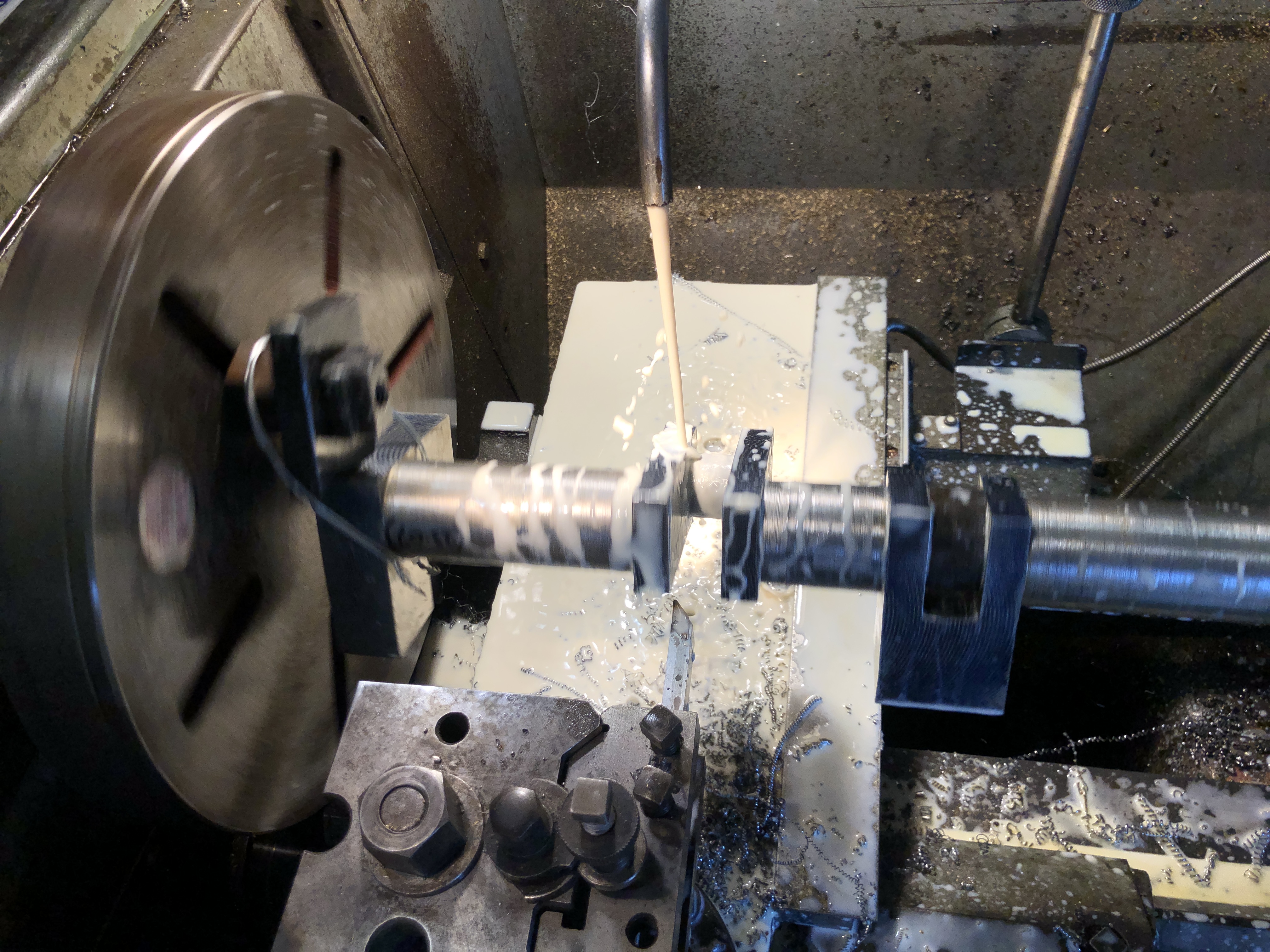
During the turning of the big end journals yesterday, the digital display on the lathe stopped showing the cross slide position. So I completed the task relying on micrometer measurements. A more traditional method, but not totally in my comfort zone, being more used to the digital readout method.
Today I investigated to cause of the failure. First I switched the cross slide and longitudinal feed cables on the display unit to see whether the fault was in the sensor component/cable or the display itself. The fault was clearly in the sensor component/cable. These do fail occasionally, and are not horrendously expensive to replace, but waiting for a replacement was going to be annoying since I am in the middle of a very interesting job (making a crankshaft).
Hmm. I wonder if it is a fault which I can fix? I have never taken one of the units apart previously. And it is probably full of springs and bearings as well as a fragile graduated glass slide. But, nothing to lose. So here goes nothing…

Unbolting the scale from the lathe was straightforward, since I had originally installed it. But it was quite a few years ago.
Moved the sensor manually with it switched on. Still no movement on the display.
So I disassembled it.
Unscrewed the end block, and gingerly separated it from the aluminium case.
Then pulled out the rubber seals (the blue strips in the following photo).

Then pulled out the unit with the electronics and the sensor. This was where I was expecting small bits to spring out and go flying across the workshop, lost forever. But no. It came out as a unit.
The board, glass scale, bearings etc were all covered with coolant and tiny chips!
How to clean them? I used compressed air.
Then wiped the glass graduated scale and protective blue seals with a clean microfibre cloth.
Reassembled the unit. Not difficult.
Switched it on.
Hallelujah! It worked!
Note to self. The sensor unit needs to be made coolant proof.