MAIN BEARINGS BORED on TRIPLE
I phoned the Phase Converter manufacturer, and the problem was diagnosed from my description. Following directions, I removed the part which contained the blown components (“thyristors” whatever they are), and another part which might have been the cause of the problem, and I drove the 200km to the factory. I took photographs of the connections so I could reconnect the components. I could possibly have taken the whole Phase Converter and let the experts do the whole disassembly and repair, but it is a big heavy unit in a tight corner, so removing the components seemed a better option.
At the factory, the blown thyristors were replaced, and the control unit was checked, and deemed ready for replacement. They also loaned me a device to monitor my power supply continuously for a week, to check the supply voltages.
The next morning (today) I reinserted the control unit in the Phase Changer, a fiddly job which took about an hour.
I turned it on. It made the right noises, showed the correct numbers on the display. Connected the milling machine and hooray, it worked!
Today I mounted the main bearings and bored them individually. Some of the main bearings are tight so there is some more to be done to free them up.
Next is to make the connecting rods.
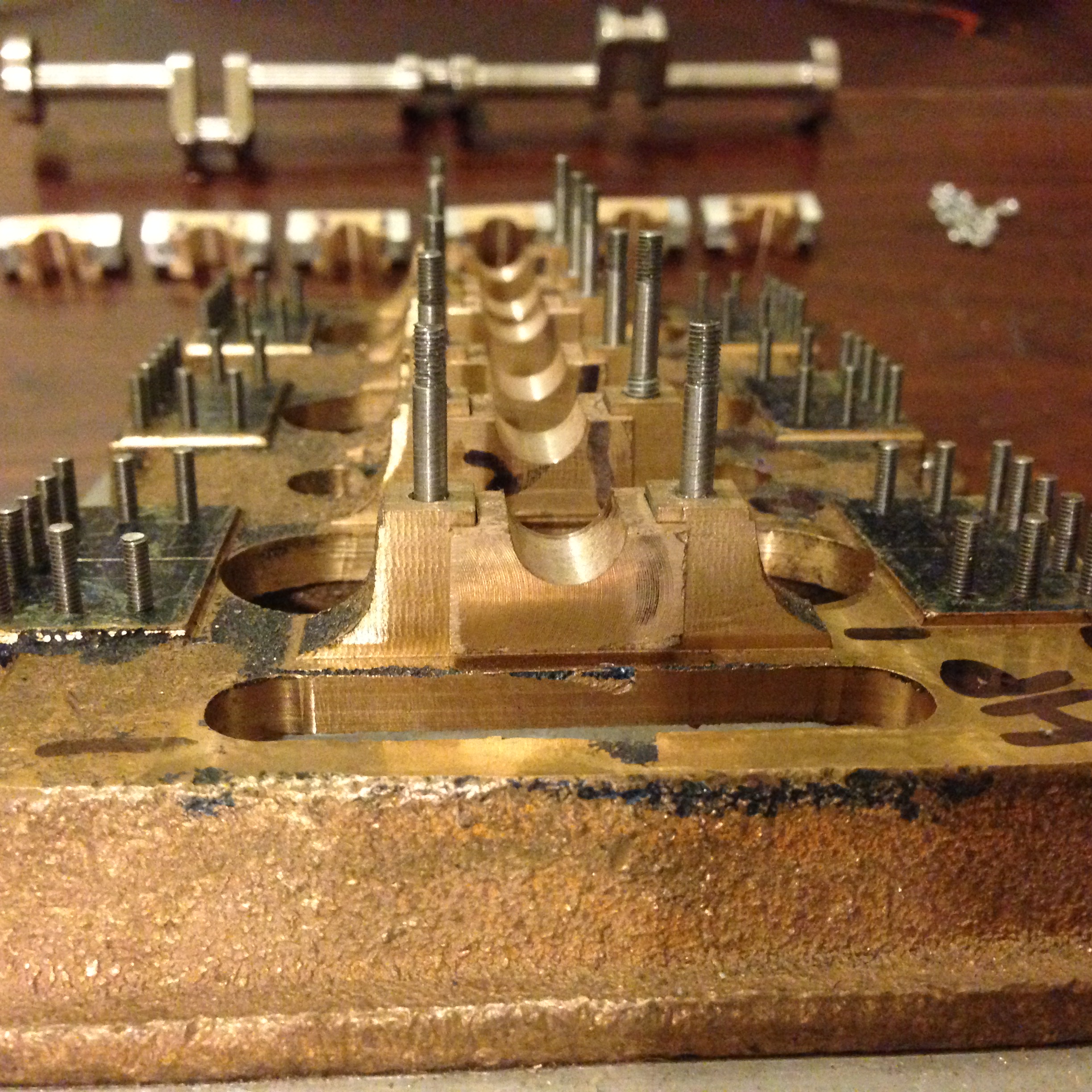
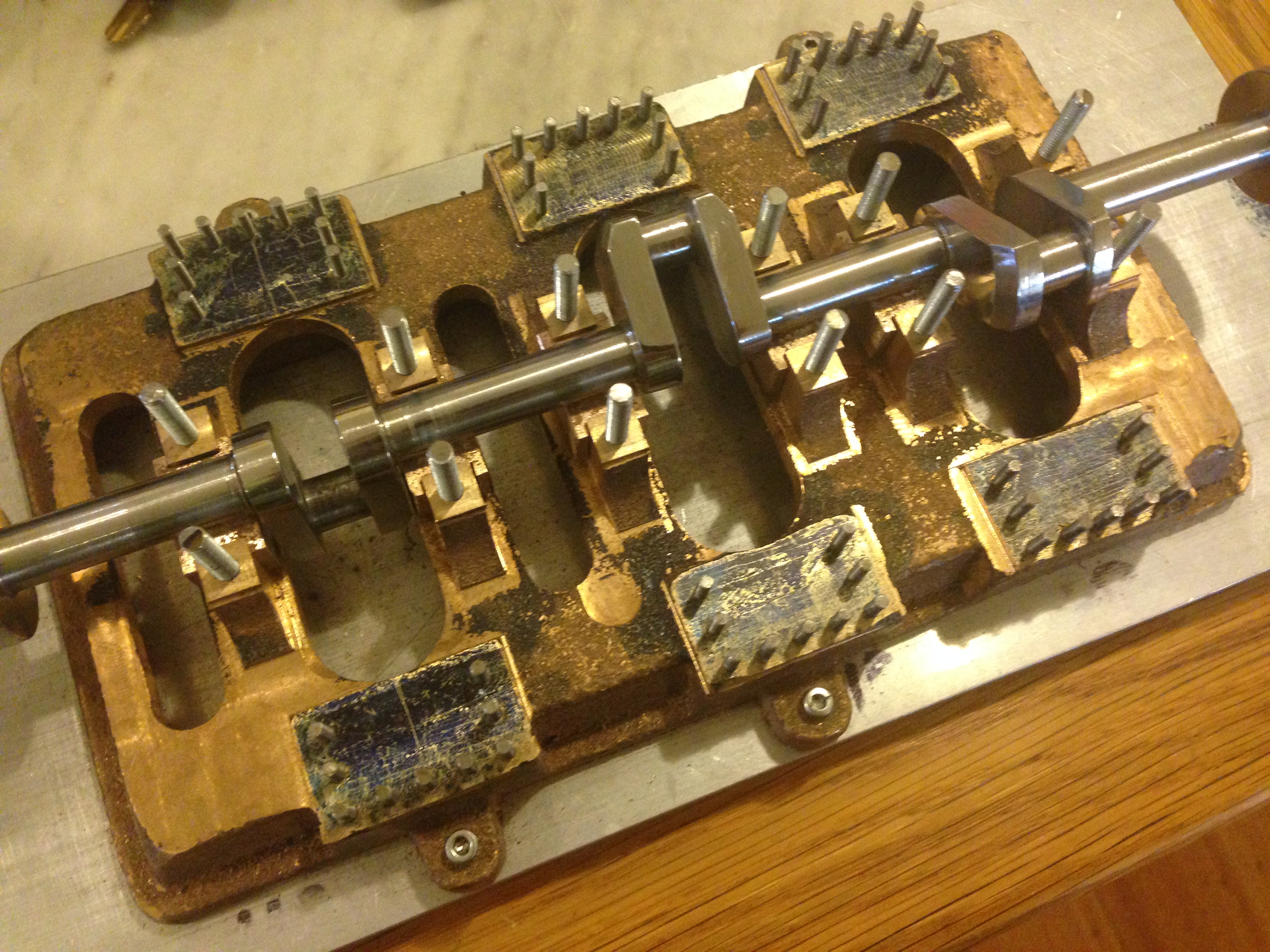
The bottom shells of the main bearings. Note the studs have been reduced in diameter from 4 to 3mm. The 4mm thread is visible in one stud which needs screwing in a bit.

The crankshaft, sitting in place on the main bearings. The tops of the bearings and capping pieces are sitting in line above.