
Preparations for gear cutting
Almost ready to cut the lathe gear. It is 237mm diameter, 25mm thick, with a new rim Loctited and Scotch pinned to the old hub.
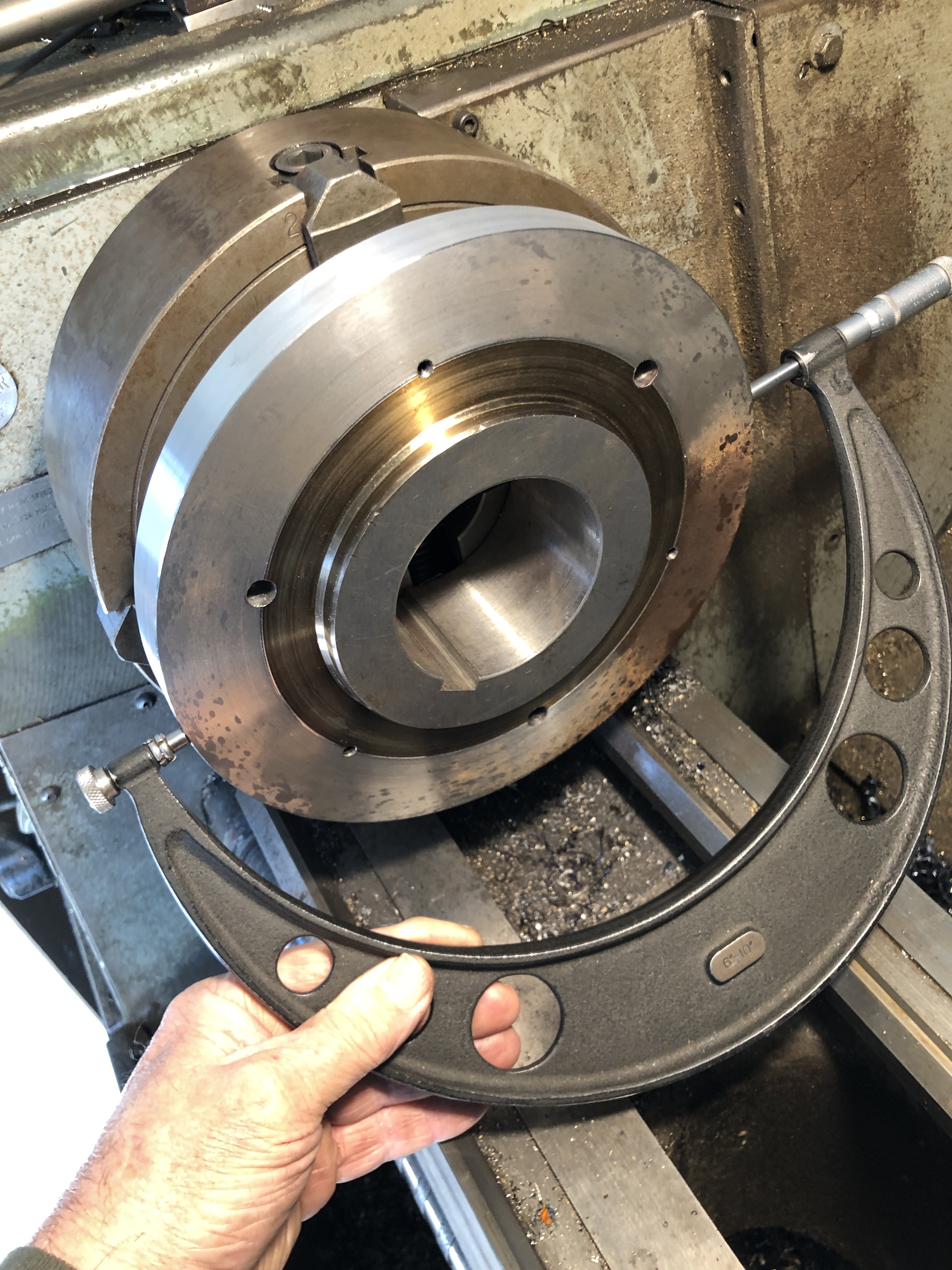
I borrowed the 6-12″ Mitutoyo micrometer from a GSMEE member. Thanks Rudi. I had to learn how to read an imperial micrometer. The rim is glued and pinned to the original hub.
And today I made a tool holder for the new-old gear cutter which I purchased from Russia. It was meant to have a 27mm bore, but when measured was closer to 27.1mm, so I made an arbor to match.

The cutter on the new arbor. It required 2 attempts to get acceptable dimensions. It will be held in the vertical mill with an Er40 collet chuck. It runs true. Not bad for an ex gynaecologist hey? Might need to sharpen the teeth on this old-new cutter.
Meanwhile, on advice from Swen, another GSMEE member, thinking ahead, and setting up to trial fit the new gear after it is cut. Here is Swen, making some steel temporary bearings to try the new gear on the shaft, after the gear is made. Tapping out the old taper bearing races. This is what Swen did for a living when he was in the work force. I have learned heaps just watching Swen doing his stuff.

I admit that I would not have been brave enough to do this. “Piece of cake” says Swen, tapping out the race with a copper drift.
