machines which I have made, am making, or intend to make, and some other stuff. If you find this site interesting, please leave a comment. I read every comment and respond to most. n.b. There is a list of my first 800 posts in my post of 17 June 2021, titled "800 Posts"
Following on from the previous post, I was not happy about the requirement of changing the work holding for every deadeye, when I intend to make several hundred of them. The problem is the need to drill holes in one axis (the Z axis) and then to turn or cut the outside circumference and to turn a groove into that outside circumference. Plus rounding over all of the sharp edges. All in a piece of wood which is smaller than a flattened pea.
So, I consulted my expert CNC friend Stuart, on the suggestion of Brendan, another GSMEE member, who remembered Stuart’s brass handwheels which he made on his Boxford and churned out multiple copies.
“Why don’t you use the Boxford CNC lathe?” Stuart said. “Ideal for such small objects”. “And use the milling attachment for drilling the face holes”. (without changing anything except the tool)
He came up with that solution in about 10 seconds, after I had explained what a deadeye is.
That model deadeye is 5mm diameter, 3.2mm thick, and has 3 face holes about 0.8mm diameter
I had been thinking about solutions for several days, and spent a whole half day making the annular cutter which I described yesterday. Using Stuart’s solution, the annular cutter wont be necessary. Oh well. It will come in handy one day. Maybe.
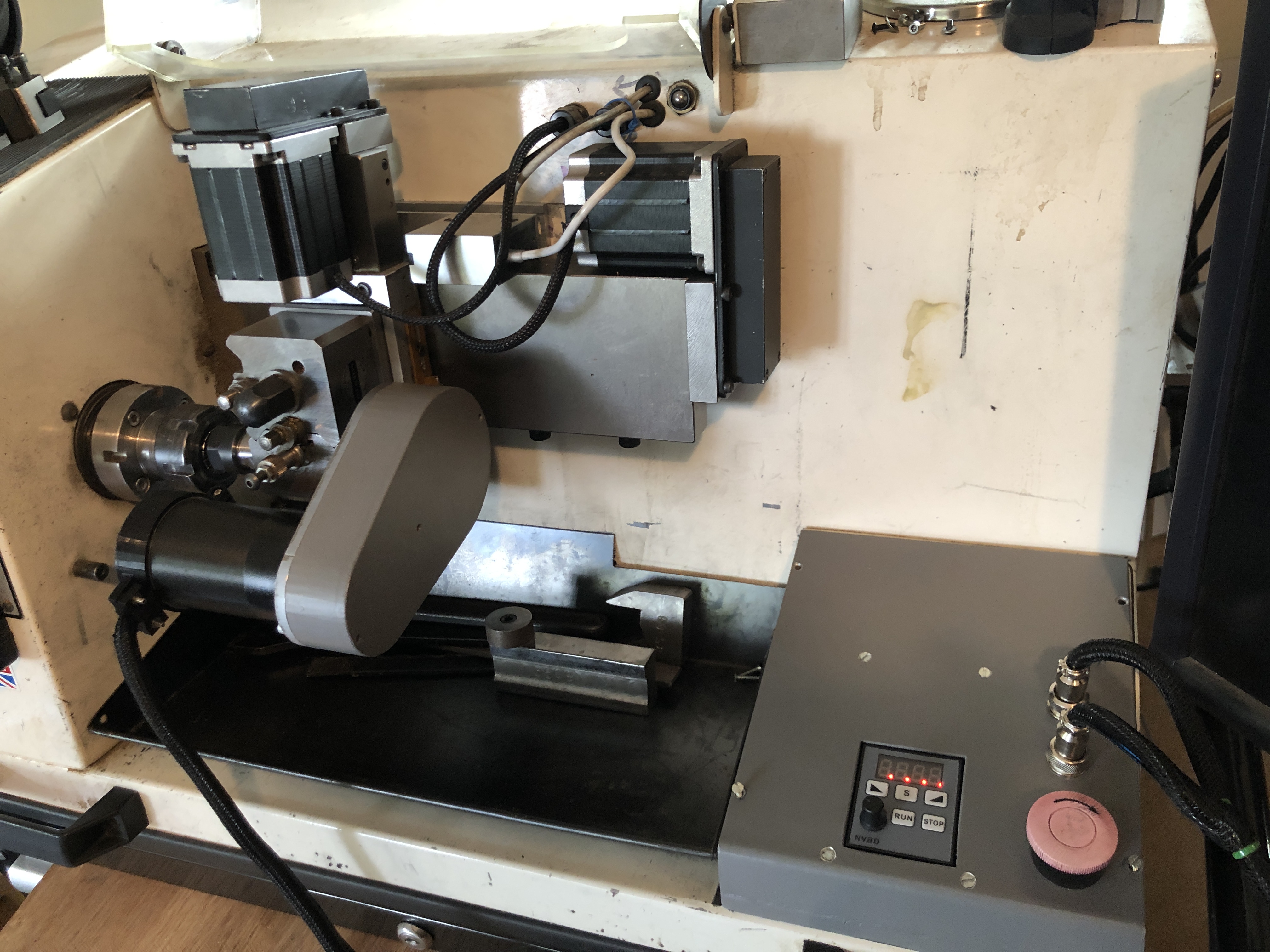
This is my Boxford TCL127 CNC lathe, and shows the CNC milling attachment on the tool post. So it has X,Y and Z axes, and a motorised CNC rotary axis, which has an independent speed control, and can be instructed to go to any angular position. The attachment was designed by my brilliant friend Stuart Tankard. Made by me. It is small, but IDEAL for deadeyes. Definitely the way to go.Some tiny handwheels made by Stuart on his Boxford CNC lathe with milling attachment. A bit bigger than my deadeyes, but more complex. The deadeyes should be deadeasy in comparison.
A few of my first degree relatives have ADD or ADHD. I have never been officially diagnosed as such, but I know that I have similar characteristics. Like jumping from one project to another. Or suddenly shifting topics of conversation, sometimes to the discomfiture of to whomsoever I am talking. (I will not end a sentence with a preposition. It is something up with which I will not put.- apology to Winston Churchill, I think).
The latest examples are the ropewalk, the CNC mill, and the CNC seizing serving machine. My readers must wonder “where to today?”
Well, I decided that I need more deadeyes for my model Constitution.
The little round things with the forlorn faces are deadeyes. I suppose that they are forlorn because they are dead. These deadeyes are walnut and came with the Mamoli kit. They must have been hand drilled, because many of them have lopsided and or asymmetric faces. I find them disturbing, so I purchased another 100 of them, of which about half suffer similar disfigurement. (up with which I will not put!)
So, I have ADDishly shifted my thoughts from seizing serving and ropemaking, to making deadeyes.
I searched YouTube, and the model ship building sites, and my model ship building books for information on the subject. There was much advice on how to make model deadeyes, laboriously, slowly, and not very satisfactorily, IMO.
I want to use my CNC mill and/or CNC lathe to churn out hundreds of them, at least SEMI automatically, if not TOTALLY automatically.
My thoughts to date are that……. 1. A block of wood (walnut or similar) is machined to size to make say 100 deadeyes (or maybe 500.) 2. The holes for all of the deadeyes (that would be 300 holes) are CNC drilled. (I reckon that would take 3-5 seconds per hole, say 5″ altogether, estimated.) 3. The round edge of the deadeyes is cut with an annular cutter (more of that later), say 2-3″ plus time for tool change. 4. Somehow, the circumferential groove is machined. Probably in a lathe, and probably one at a time. Much slower, maybe a minute for each deadeye. Workholding is the main issue, but I have thoughts on that subject. 5. Then the edges are rounded. ahah! I have an easy solution for that. Maybe another 10″. Watch this space. No announcement until the idea is tested.
SO that is the plan. Yes, I should just pay someone else. But, I have set the idea in motion, so I will continue.
For several days I have trawled Ebay, Temu, Banggood, and my local wood workers retailer looking for an annular cutter which will leave a 5mm diameter center. The smallest I could find had a 0.25″/6.35mm center. Too big. Plus, if my idea works, I will want even smaller annular cutters.
So, I made one.
Firstly I found some 8mm diameter hardened steel rod about 100mm long, and I drilled a 5mm hole through it lengthways. It was slow drilling, using a cobalt drill, and plenty of lubricant, but it worked. Maybe it was just case hardened.
The gentle giant German, Stefan Gotteswinter, recently posted a YT video about making a 1.6mm diameter annular cutter so I just followed his suggestions. Incidentally, anyone who is interested in expert precision machining should subscribe to Stefan. His English is better than most native English speakers. And his work is sublime.
Then I hardened and tempered the ends of the tube. Heated cherry red. OK, maybe a bit overheated. Then quenched in water. Then heated to straw colour and allowed to cool slowly. It passed the file test.Then ground the 4 teeth, as described by Stefan Gotteswinter, except that my T&C grinder is a bit more primitive. I deliberately made deep gullets. And touched up the cutting edges with a fine diamond file.
And the result, as you can see, works pretty well. Those deadeye blanks are 4.6mm diameter and 3.5mm deep. The wood is Western Australian Jarrah, which is a nice, tight, dense Australian hardwood. I will try it for the deadeyes.
I used the annular cutter about 100 times, to refine speeds and feeds, and it seemed as sharp at the last one as the first.
While I had the T&C grinder set up, I cut similar teeth at the other end of the annular cutter tube.
So, all excited, I turned on the CNC mill (the big one), but was very disappointed when the computer would not boot up. So, I could not drill the deadeye faces. I think that the computer has died. It is about 20 years old. The LCD screen has been leaking for over a year, and it has been misbehaving for a while… probably hard drive dying, so I am not going to try to fix it.
Another decision. Do I machine the wood blanks to the same thickness as the deadeyes? or thicker, as in the above photo, then saw the off the deadeyes.
Bear in mind that the holes for the face of the deadeye will be the first step, then the annular cutter. At this time I am thinking that I will use the thicker material, as in the above photo.
It is too hot today to go to my workshop, so installing another computer will have to wait for cooler weather.
We are experiencing the hottest summer on record here in southern Oz. Please note, Mr. President Elect.