
CNC lathe conversion -14
These lathe CNC conversion posts are probably becoming a bit tiresome, but just in case there is someone out there who is interested, I will continue until the job is finished.
The latest was to make and install a spindle speed (and position – thanks David M) sensor. It consists of a disk with a slot cut in the periphery, attached to the main spindle. And an opto-electronic sensor which is connected to its own electronic board, thence to the breakout board and VSD.
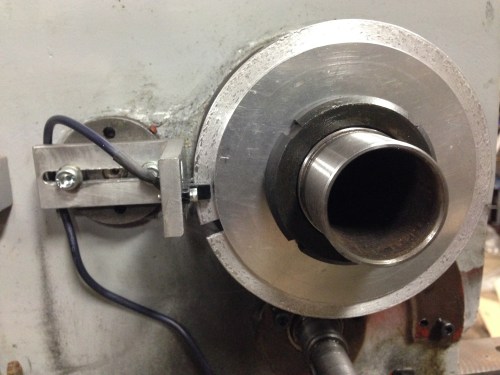
The disc with the slot at 8:30 and the sensor at 9:00. I must have chosen the wrong cutter or turning speed for that disc aluminium… looks a bit rough. (note added 13/7 Stuart T says that I should have used coolant-lubricant).

View from above. Any clearer? That gear is now superfluous except as a spacer.
So there is one electronic impulse per spindle revolution. That is enough to measure the RPM’s. Essential for cutting threads.
The beauty of this system is that there is no gear selection or changing, and ANY thread pitch can be selected… metric, imperial, BA etc… any odd ball thread that your heart desires.
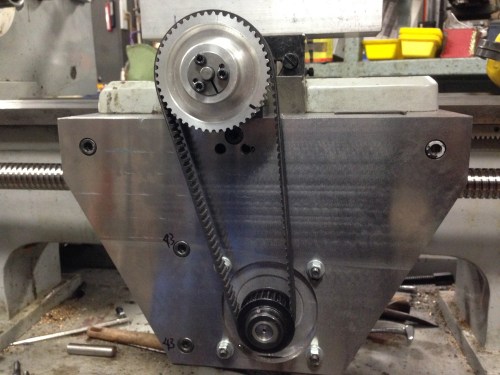

The HTD (high torque drive, I am informed by many readers) pulleys and belts and taper lock fittings. Unfortunately I could not find a taper lock to fit the small pulleys, so when it is all finally, definitely, absolutely, correctly, positioned, I will Loctite them in position. Protective covers yet to be made. I quite like to see the mechanicals in action, so I am intending to make the covers from clear polycarbonate.(Lexan) .
