Trevithick Dredger Engine. Cutting through the domed end plate.
This was a part of the build which I was dreading.
I needed to cut a 50mm diameter hole through the boiler wrapper and the domed end plate, and the bronze join in order to insert the vertical cylinder which houses the cylinder, piston etc..

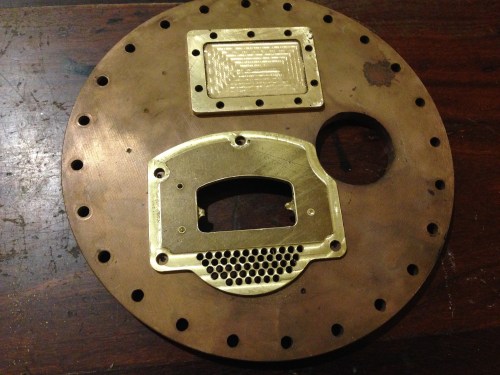
In this reconstructed Trevithick boiler, the vertical cylinder is visible.
A series of photos is probably the best method of explaining the process…

The boiler is held in a vise with extended jaws. A wooden plug fills the cylinder so the vise does not squash the softened copper. The 50mm hole saw is fine toothed, and run very slowly (250rpm), using hand feed also very slowly. The copper is 3mm thick, doubled to 6mm at this stage, and with a middle layer of hard bronze.
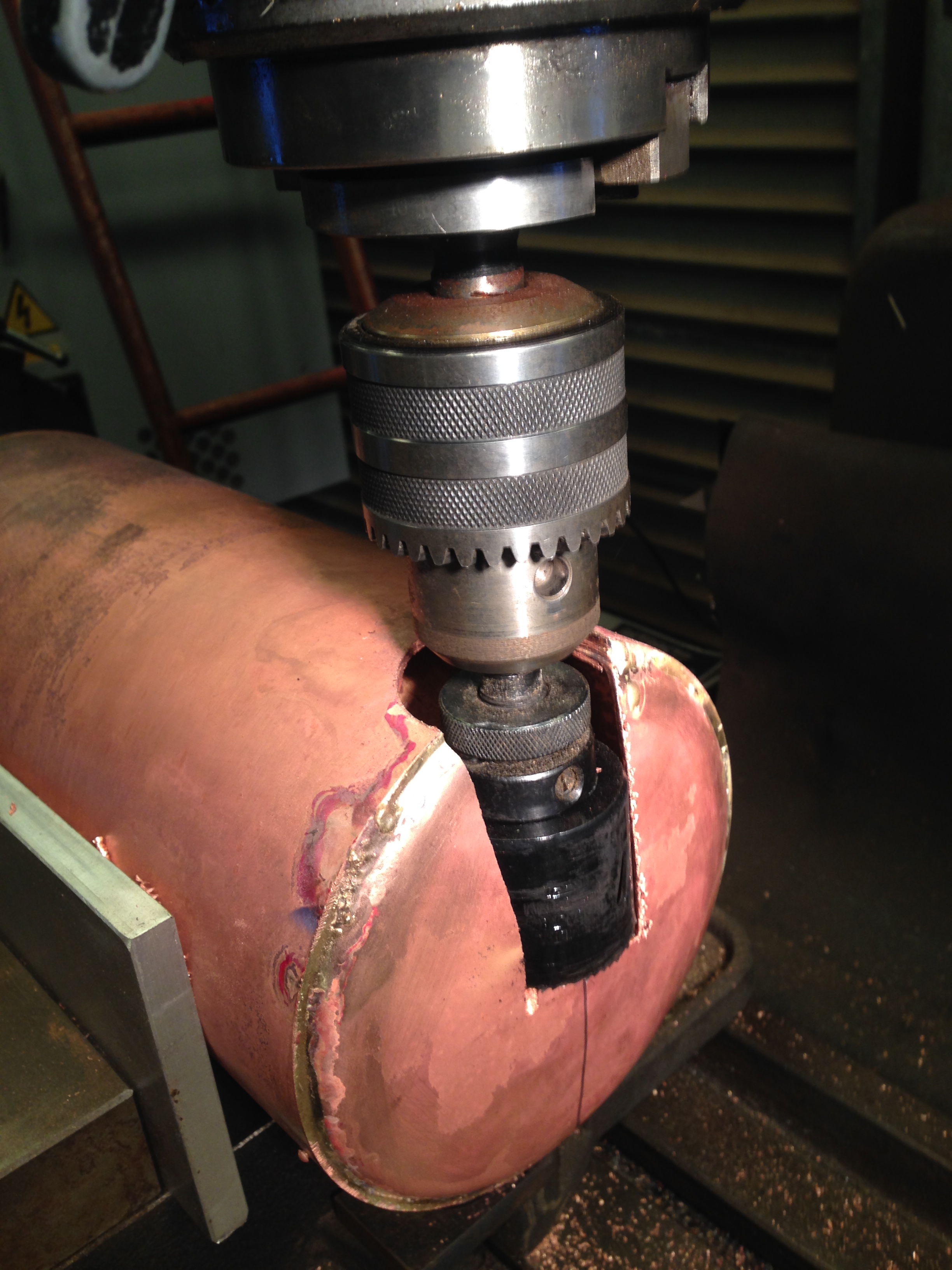
When the full depth of the hole saw was reached I cut a horizontal slit with an angle grinder and snapped the piece out. Then resumed the hole saw cut. The middle of the domed end was the least supported, and it flapped about a bit, despite its 3mm thickness.

The wooden plug is visible. 2 more cuts to go.

Some extra length of the shaft was required, so I switched to ER40 and ER25 collets to hold the hole saw. Cut completed.

The domed end was slightly distorted by the cutting, since the copper was annealed by the previous bronze brazing heat. So I inserted the original wooden form, and hammered it into place to reshape the domed end. Worked quite well. The edges are a bit chewed rough, but since this join will also be bronze brazed, and therefore gap filled with bronze, it should not matter. In fact I intend to chamfer the edges to create a V to fill with bronze.

And with the 50mm cylinder in place it all looked nice and square. The removed copper pieces sitting on the vise.
And…. thanks to Stuart T, my CNC mill is again in action. Stuart identified the probable culprit component (a chip on a board for the encoder for the Z axis servo motor), made a new board for the new chip and installed it. He was not confident that it would fix the problem, with the likelihood that a complete electronic rebuild of all electronic components would be needed. But it worked! Hooray!! I feel like my right hand has been repaired. Thanks Stuart.