
Making the Trunnion Ring for the Armstrong 110pr
by John
Unfortunately the laser cut trunnion ring blanks were unusable because they were undersize. Rather than wait for another run of laser cut parts, with 3-5% increase in size to cope with the problem, I decided to mill the shapes from some old 27.5mm thick mild steel. In my last post I showed the preparation of the stock.
I made 2 of the ring blanks today. They have a 45mm hole, and to speed up the milling process I chose to use my magnet drill and a 35mm annular cutter to get the hole started…

1. It took about a minute to make a 35mm diameter hole in 27mm steel. Easy as. I had previously centre drilled the hole positions on the mill. I bought this magnet drill 18 years ago when I was building a large farm shed.

2. Before drilling the holes I had zeroed in the steel plate on the milling machine, and used the red locating device to replace the steel in the same position.
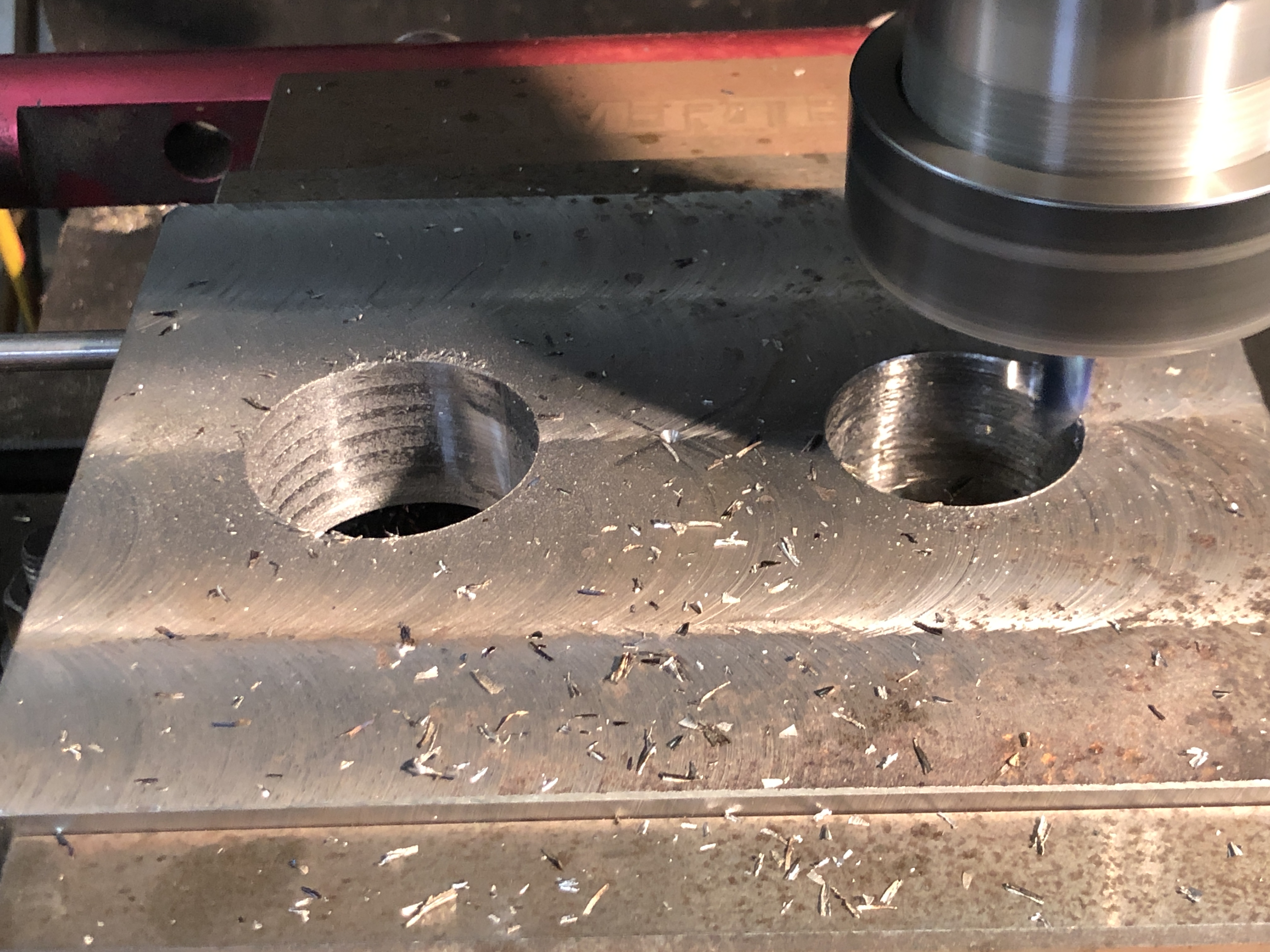
3. The left hole milled to 45mm diameter, 4mm depth per cut with a newish 8mm carbide bit. Just starting the second one. Much easier enlarging an existing hole than milling a deep slot.

4. Milling the outline, ramping down…..2500rpm, 150mm/min

5. …and I quickly added a spray-mister to provide lubrication, cooling and chip clearing from the deepening slot.

6. I did run into a problem with the tabs. I made them 1mm thick, but forgot that Vectric calculates the tab thickness from the bottom of the cut, not the bottom of the material. And the tabs broke before the milling had finished. Fortunately the workpieces survived.

7. The parts had 5mm taken off the wings which will later become the trunnions, then used a rounding over milling cutter as a form tool in the lathe to make a rounded fillet.
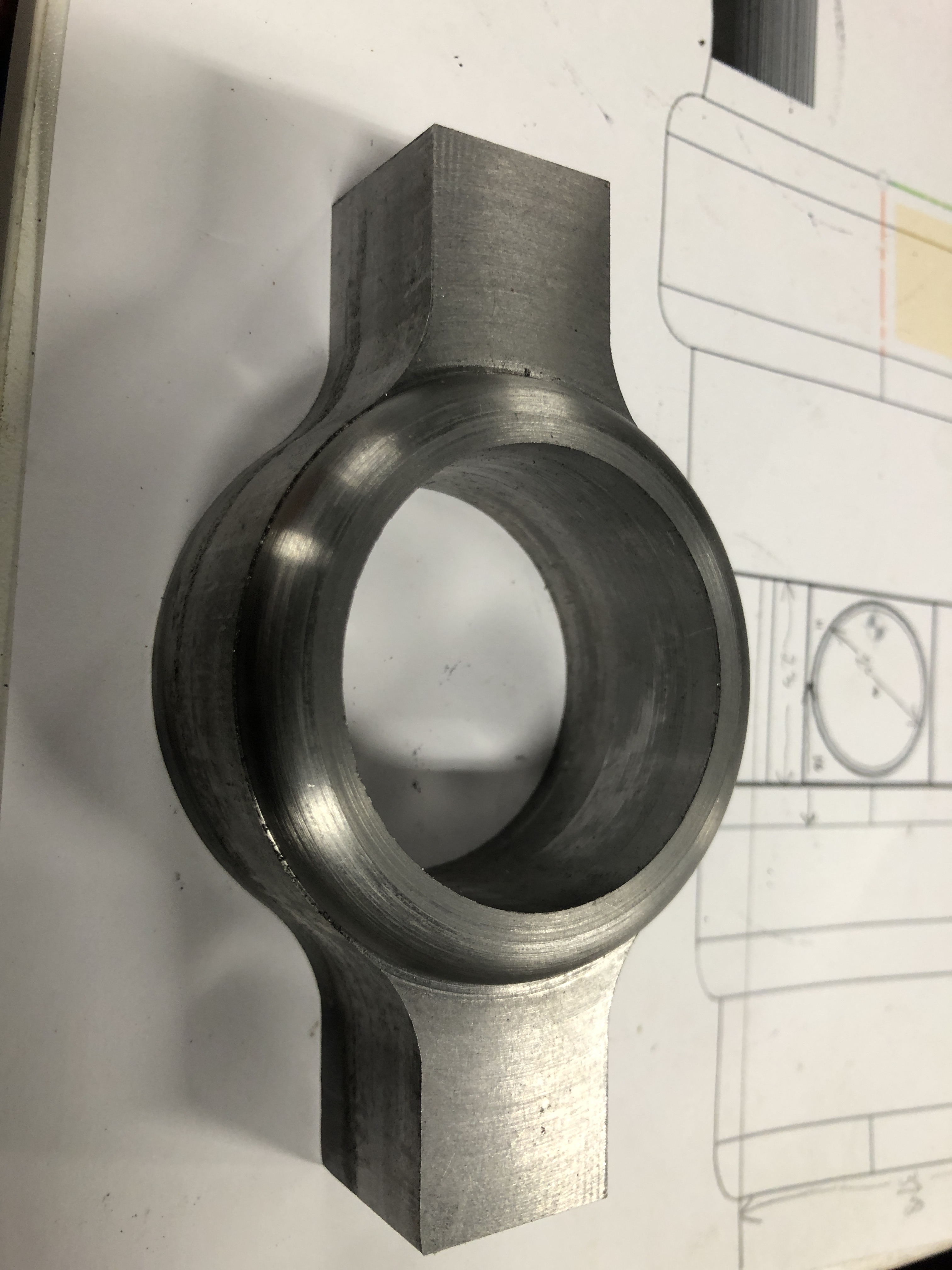
8. 2 of these made today. Tomorrow I will turn the trunnions from the squarish ends.

That’s a great job John.
LikeLike
Thanks Tim, so far so good. John
LikeLike
Looking good John.Glad that they survived breaking out the tab. I have been caught out with that with Vectric and it did not end well.
LikeLike
Always interested in following your progress John.
LikeLike
Thanks for the feedback John.
LikeLike