Lathe Woes
Removed the gear with the broken tooth from my GBC 400-1000 lathe yesterday, with some help from my brother. Approached the disassembly a bit nervously. Did not want to break or damage anything else.
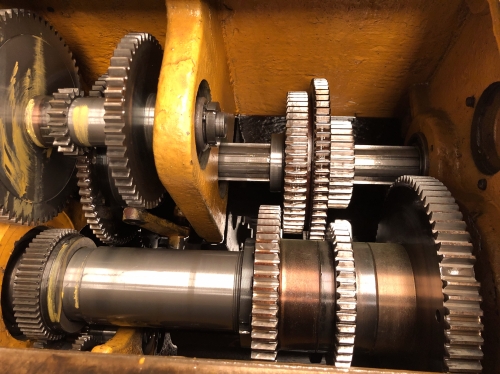
First took some photographs, so I can put things back together eventually, in the correct places and order.
Then removed the chuck, then the back gears, then the large heavy plates at each end of the spindle. The cap screws came out without any drama, but the end plates required breaking free of the paint, and out of the tightly fitting mounting rebates.
Then loosened the big nuts against the internal gears, the external gears, and one grub screw.

Tabbed locknut undone, allowing the gear cluster to be slipped and driven towards the left, eventually allowing the spindle to be removed.
Gradually removed the spindle by tapping the gears along the spindle with brass drifts. Pretty tight. And retrieved the little bits as they fell into the oil in the headstock.
Was finally able to lift the spindle out through the chuck end of the headstock. It is heavy. Took two of us to lift it out without damaging the outer races of the tapered roller bearings.
Then looked at the broken gear, and retrieved the tooth from the headstock oil.

The broken tooth. Unfortunately, on closer inspection, and adjacent tooth is also cracked. And very likely more are on the way. This is more serious than initially thought. It is a big heavy gear, 240mm dia, with a 65mm long collar,
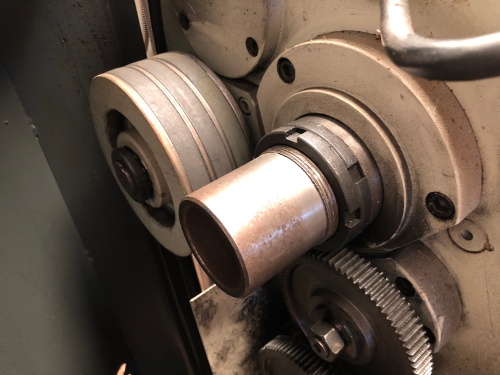
Next step was to look closely at the meshing gear.

With a good light, and getting close I still had trouble checking for cracks. Only when I looked at this photo did I realise that I had forgotten to change my sunglasses. Ah, the joys of getting old and forgetful.
Meanwhile, I remembered a tool which might help with the inspection….

It is a cheap fiberoptic inspection camera. Worked fairly well here, and I am reasonably happy that the other gear is not cracked. But it did convince me that I should have bought a better quality fiberoptic camera. Put it on the wish list.
So, I have a large, hardened steel gear with at least 2 cracked/broken teeth. Options?….
- Buy a new gear. I will try, but not confident. The local importer of these particular Chinese lathes went out of business last year.
- Get a new gear made. I will get a quote.
- Make a new gear myself. Or, if all else fails….
- Machine off the teeth of the damaged gear, and the adjacent 20-30mm. Then make a new set of teeth on a ring which will be attached to the old core of the damaged gear.
- Use the lathe without that gear. This option does not appeal.
- Install a VSD and use electronic control of spindle speeds. The main spindle motor is 5HP, so it is possible.
More information required. Watch this space.