Trunnion Mounts -2
It took a whole day making and fitting the top caps of the trunnion mounts from brass.

A 76 x 76mm piece of brass was milled to 10mm thickness. The trunnion straps will finish at 9.5mm , giving me a 0.5mm machining allowance.

The 4 straps were cut out using a new 4mm endmill. Rounded internal corners were milled square, and the bottom tabs were milled to 2mm thickness.

2mm wide slots were milled into the brackets, and ends of the slots were filed square. None of my rifling files were small enough, so I ground one to size, leaving the faces and one edge intact.

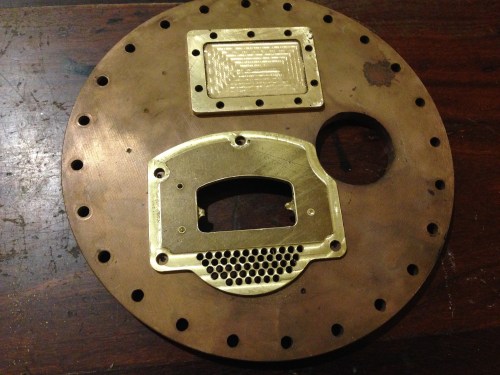
Trunnion mount almost finished. Pins in the tags to come, and they will pull the strap down tight with a cam action. The half circle line on the bottom bearing is a painting border to delineate the bottom bracket from the bronze bearing surface which will not be painted. If you inspect the full size trunnion in the previous post you will see what I mean.


Now I can take some measurements of the model, and start the barrel elevating gear. There are 4 gears to be cut, including bevel gears, handle, shafts, gear case, and some complex mounts.