Recovering from Friction Welding
Back to the model Armstrong cannon carriage this afternoon, and fitting 2 internal transoms, which provide rigidity to the carriage.
The transoms had been laser cut some months ago. I cut the floor from 2.8mm stainless steel.
Each transom is attached to the sides and floor by angle iron, 2mm thick. In the original cannons the angle iron was mitred at the corners, and for this model “A” carriage I decided to try to replicate the mitres.
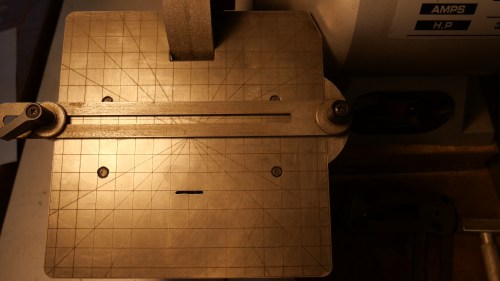
The angle iron was again bandsawn from RSS tube and milled to 10x10mm. I used the following setup to form the 45º angles…

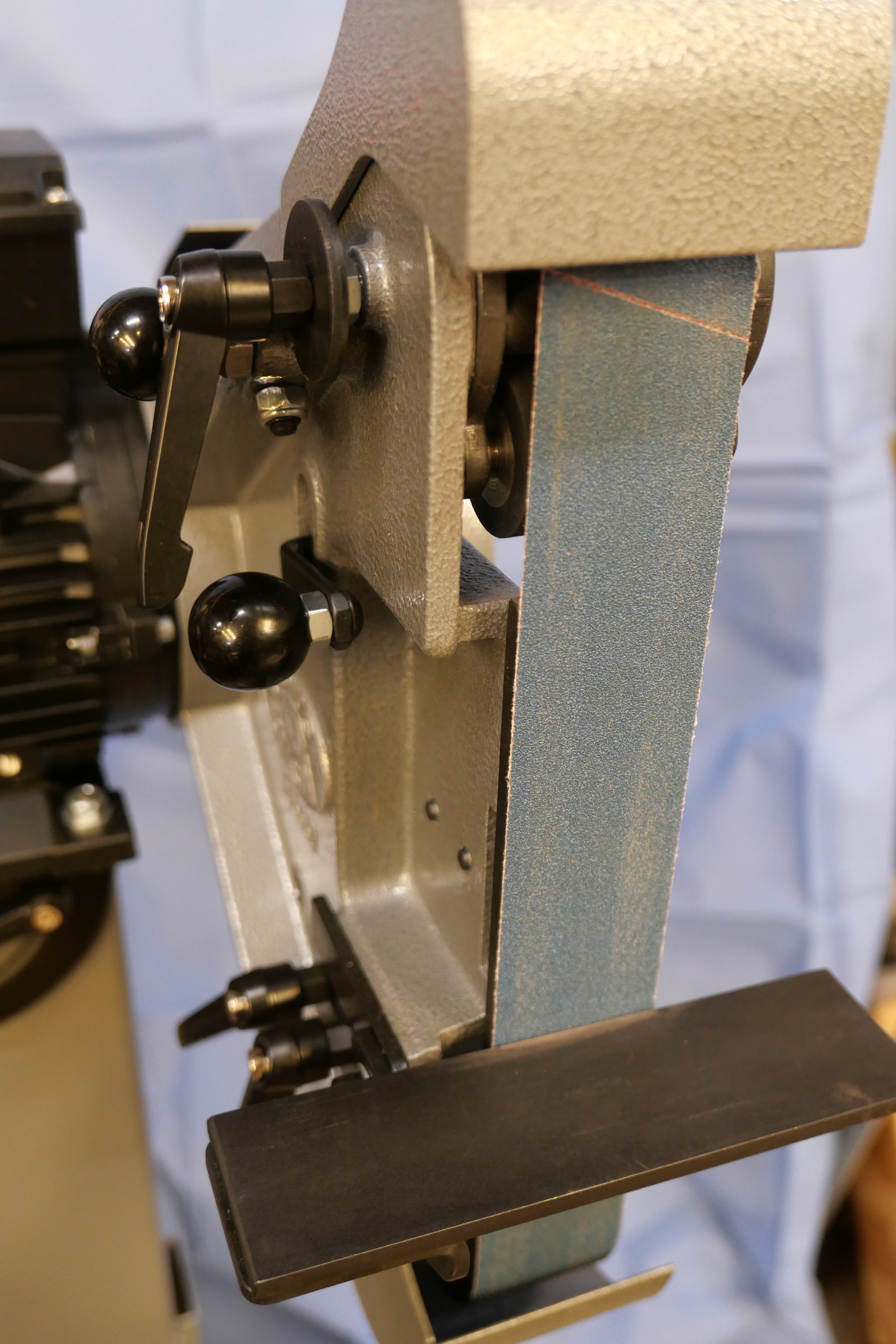
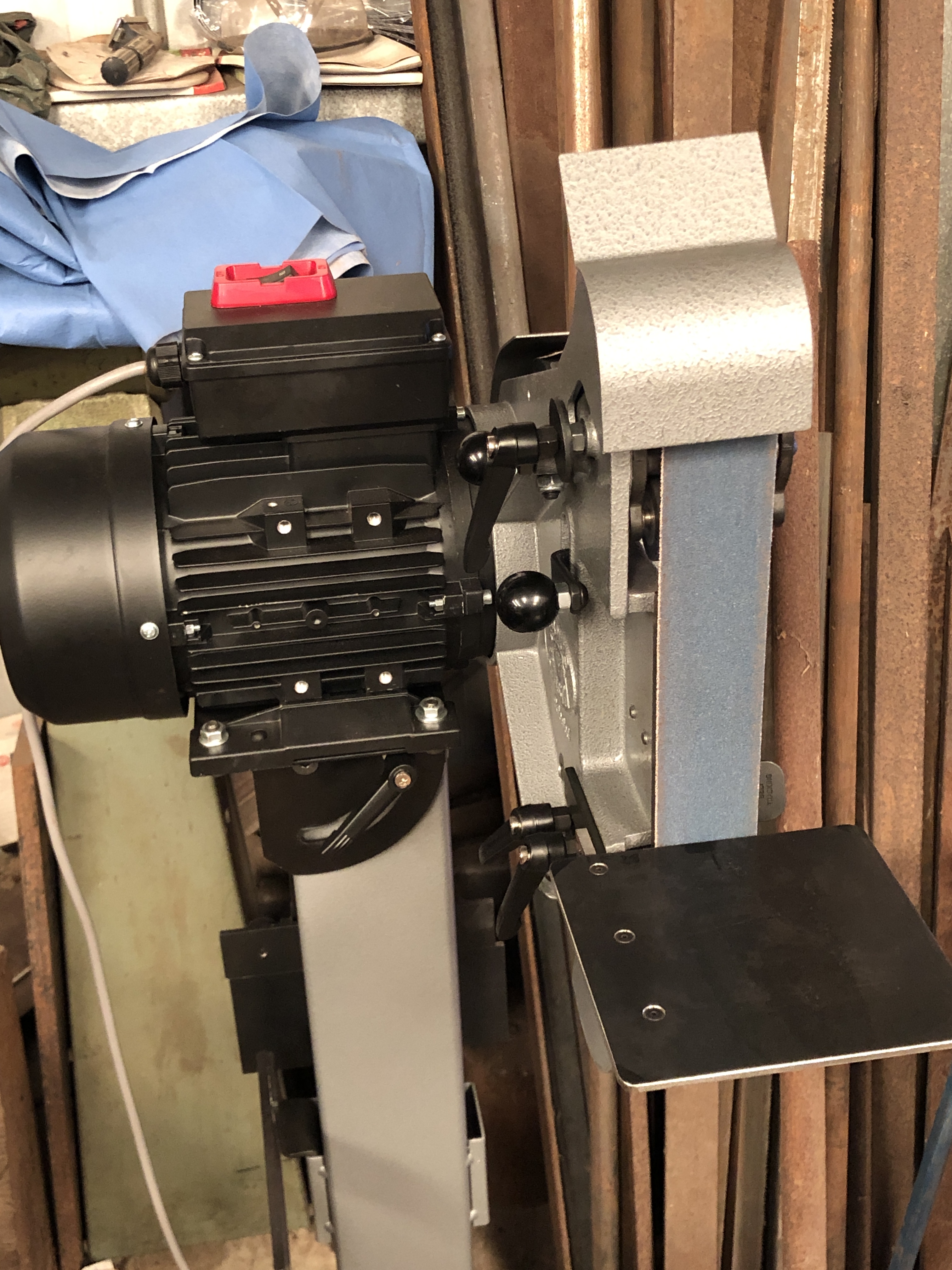
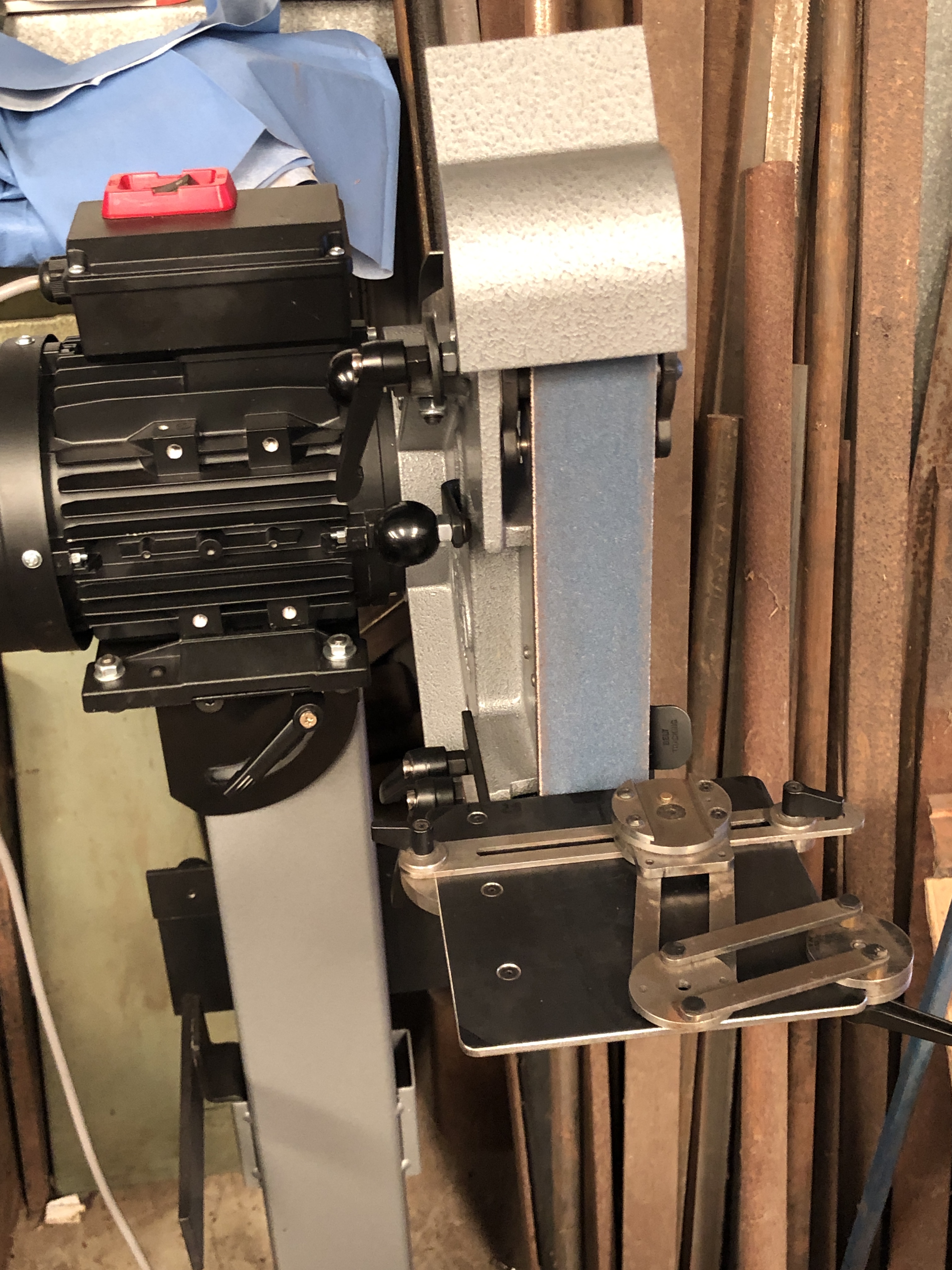
This is the Eccentric Engineering tool sharpening arm, set up to 45º on my RadiusMaster belt sander, about to form mitre angles on the angle iron resting to the right.

The Angle iron pieces were glued to their respective transoms, and 2mm holes drilled. Bolts progressively inserted. The lengths and cutouts will be trimmed later.

Then milled and filed the corners until the parts fitted neatly into the carriage. Rivets will be inserted later.
…and for your interest/amusement, depending on your UFO opinion… Listen to the information, and try to ignore the appearance of the narrator.
….and do I think that UFO’s are real? I would say that my “belief” has risen from 95% to 99% YES. One of my readers, with whom I have spoken directly, and for whom I have no doubts about personal veracity, has seen one at close quarters. Do I think that they are of non human origin? A bit less positive about that one, but it does seem more likely than not. Waiting to see if and what NYT does publish.