machines which I have made, am making, or intend to make, and some other stuff. If you find this site interesting, please leave a comment. I read every comment and respond to most. n.b. There is a list of my first 800 posts in my post of 17 June 2021, titled "800 Posts"
A few more small jobs out of the way, and some underway.
I showed you the “large” Kant Twist clamps recently.
Now I have finished the small ones. Same pattern, just reduced by 1/3. And a different handle.
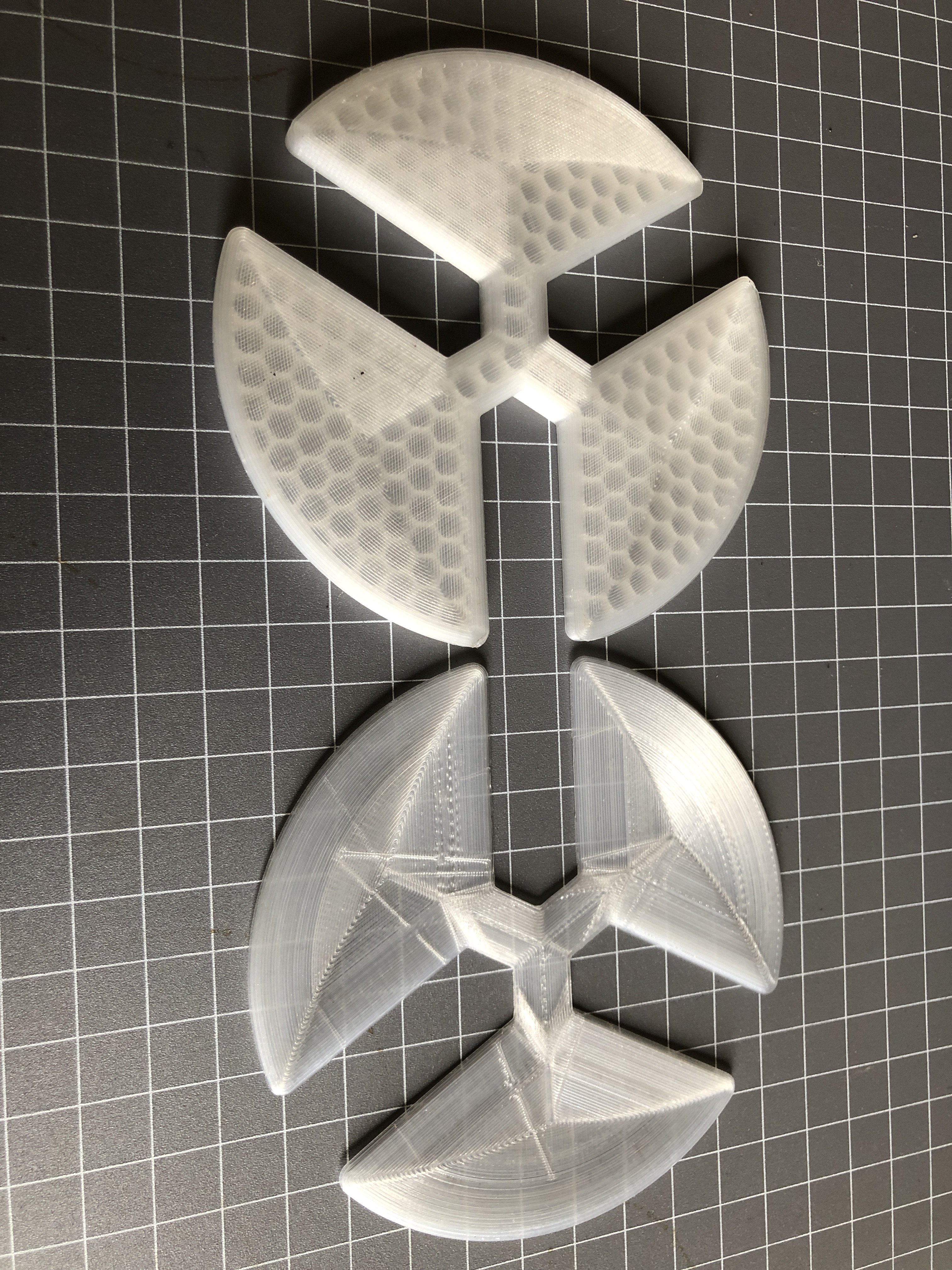
Brass pins again. Machine cut knurl was simple with a CNC rotary table. No grooves machined into the jaws. They can be done later if required.Lathe chuck spiders are not new. I have made them from steel in the past, but I never seem to have the correct thickness. Fellow GSMEE member John Bernoth brought 3D printed versions to the last meeting, and it seemed like a great idea, so I have been printing up some too. The chuck has 20mm deep jaws, so I have printed 10, 5, 2.5 and 1.5mm thick examples. I discovered that levelling the printer bed is absolutely critical to getting consistent thicknesses. Best so far is the one at bottom which is within 0.02mm. The top one was an early one, and is only within 0.1mm, so will be redone. Notice the honeycomb infill. It has 10 surface layers top, bottom and edges, plus the infill. PLA. Quite strong, but very light. Seems a good application of 3D printing technology.
And back to the bombard. (The rib pain is easing). A 14kg crucible is on the way from UK. And I have the PLA models for the mold. I do hope that I do not need to reprint them.
The 350mm SS cylinder which will hold the PLA model and the investment medium, and eventually receive the bronze. The red barrel 315 x 107mm, and the black breech 240 x 107mm. There is almost the same weight of bronze in the barrel as the breech. The breech wall is much thicker, despite the smaller OD.
Now I am thinking about how to funnel the bronze into the mold, and where to place some air vents. Also have to work out how to drain the melted PLA during burnout cycle.
Will need to make some tongs for the new big crucible.
And for my non Australian readers, we in Victoria and NSW are in Covid lockdown again. So I have plenty of time for planning for the bronze pour.