
A Base for the triple, and some oil holes…
Thinking about the options for a base for the triple expansion marine steam engine..
I looked at every photo I could find on the net, and thinking about whether I want to be historically accurate, or just really solid, or a bit interesting with an historical flavour.
At this stage, the decision is not set in concrete, but I am going with the last option. Photos later in this post.
But first, I have pulled all of the major components apart, and I am spending time doing a few of those jobs which I had been avoiding because they are difficult and imprecise, and if they go badly it will be a major disaster at this stage. Like drilling the oil holes and wells for the big ends.
Nothing precise about this. The con rods and big end shells and bearings have been painstakingly machined, and I do not want to think about remaking them if I stuff up. And drilling into curved surfaces, with a 1.5mm drill bit…

That thread is 3mm dia. The hole above the nut is the oil way, 1.5mm dia. Very tricky and too anxiety provoking to be thinking about a video. Amazingly, it all went well! I now have 2 oil holes for each of the 3 big ends. I will need to fill the well with oil with a medical syringe and fine needle, but.
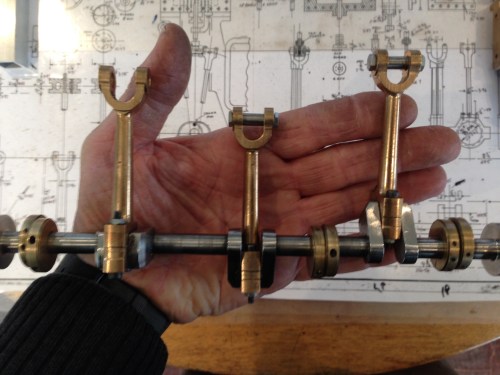
The crankshaft, turned from stainless steel a year or two ago, and the conrods. The big ends now with lubrication points.
And here are the major engine components, after partial disassembly.

At top left is the condensor, then the cylinder block in 2 parts, then the steam supply valve. The square section tube is going to become the base. And so on. You get the picture. I will count the bits at some stage.
Then I cut and drilled the square section aluminium tube for the base.
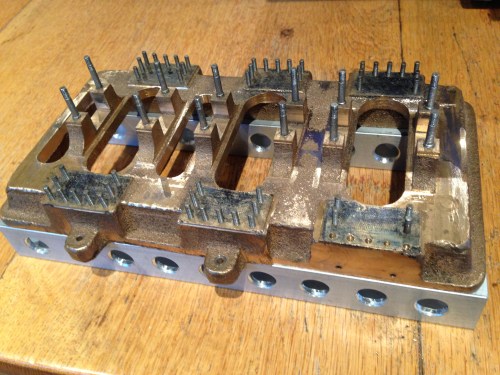
The cast base of the triple, with main bearing studs and column studs in place. All sitting on the square section alu. Have not decided whether to bolt it together, or just Loctite it.
Those holes in the square section were drilled and chamfered on the CNC mill.
