
Trevithick Dredger Engine- soldering the big boiler flange.
Today I soldered the large flange which holds the flat end plate, to the boiler shell. The flange is a large piece of LG2 bronze, but it is quite delicate because the centre is removed, leaving only the rim.
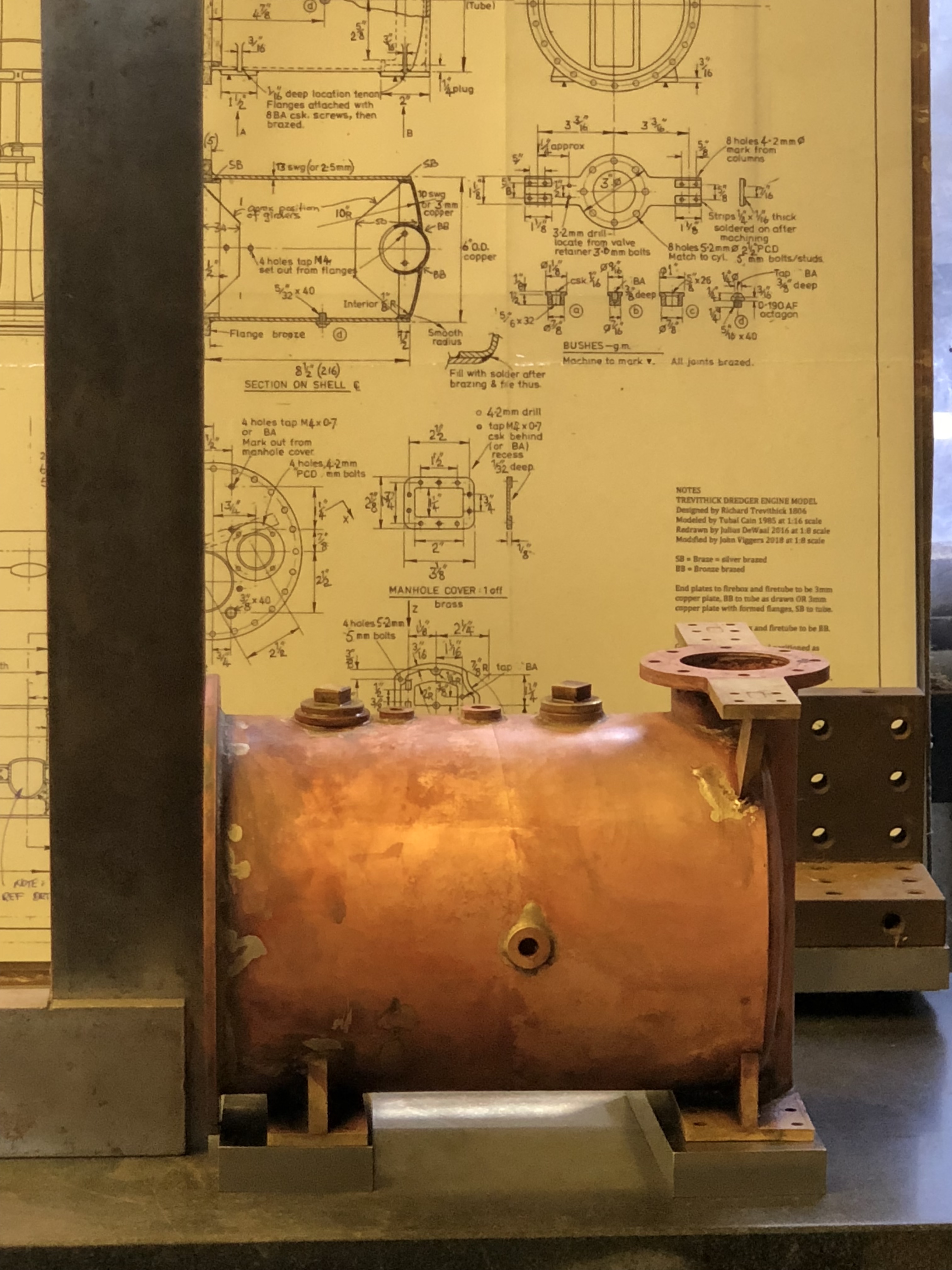
Here is a photo of the flange in position, fluxed, and ready to apply heat and silver.

But before this step I made a special tool. Can you guess its purpose?

It is a disk of 12mm thick steel with a steel bar bolted to the surface. A hint…. the disk diameter is slightly less than the internal diameter of the boiler shell.

Here is the tool in use. With all of the heat from yesterday’s brazing, the boiler shell had distorted slightly, and the flange to be soldered was a bit tight in places. So I identified the tight spots, placed the tool against the tight spot, and gave the bar a whack with a hammer, slightly expanding the tight spots. After this, the flange dropped into position easily and nicely.

After soldering the flange. No video I’m afraid. Not enough hands. To minimise the risk of the flange distorting with the soldering heat, I rested it on a plate of flat steel during the soldering. Note the different shape of the forge for this braze.

And after the brazing, the end plate was nice and square.
Square in both directions.








