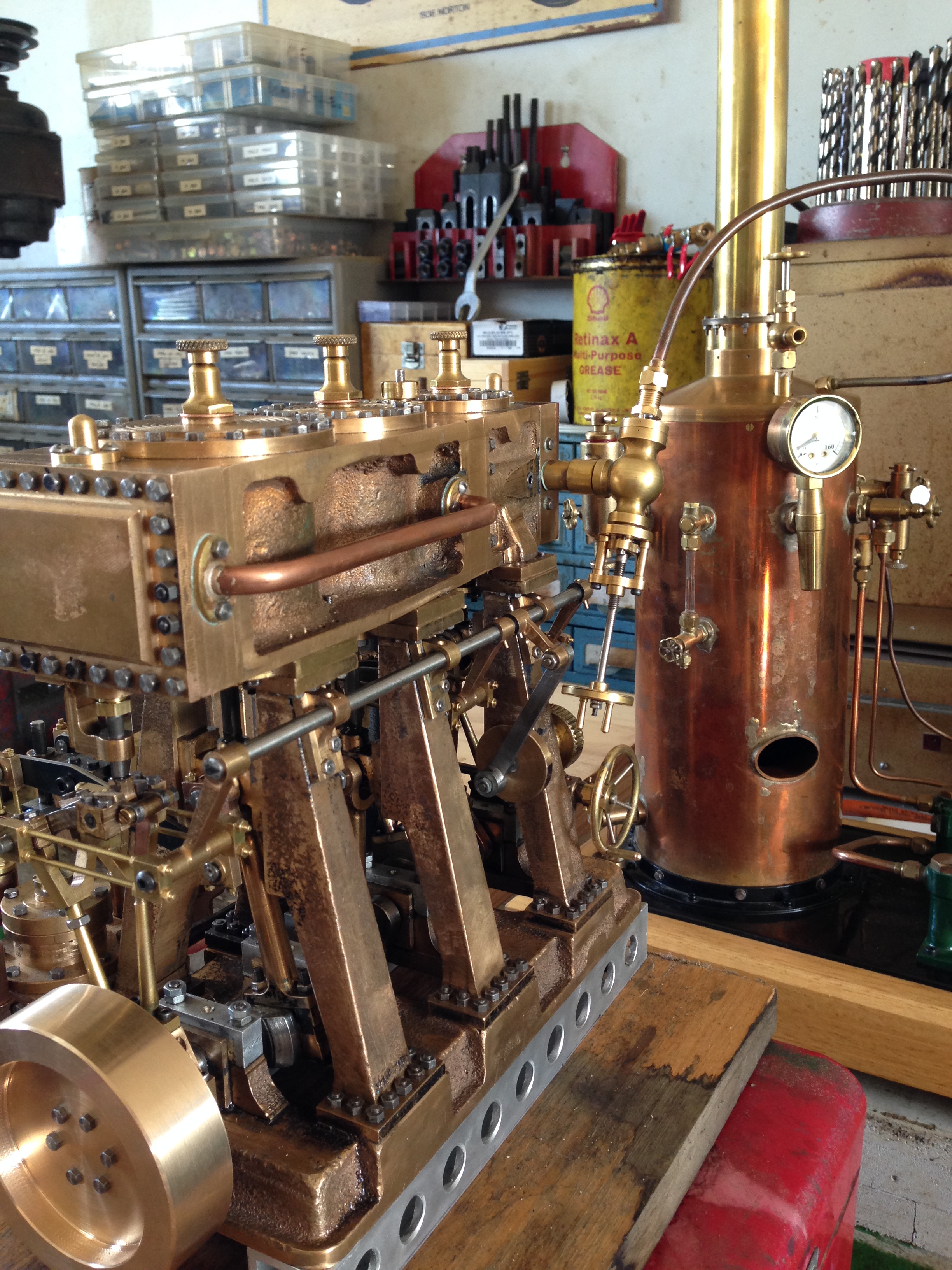
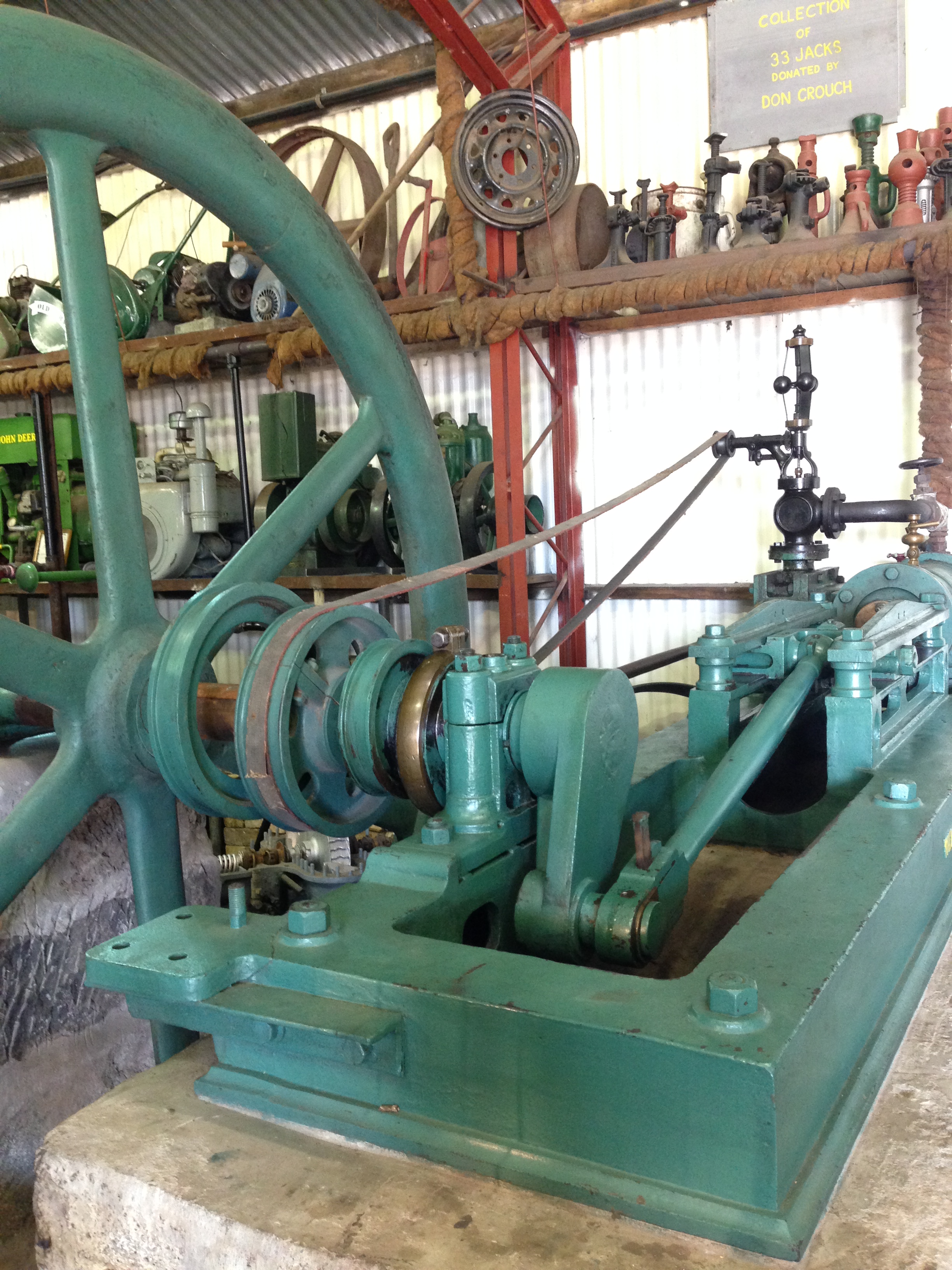
Knowing that I have an interest in CNC machining, Tom, from the Vintage Machinery Club in Geelong asked me to make a pair of oilers for a very old Wedlake and Dendy steam engine. The engine is a large (to me anyway) stationary engine, which is run on steam several times each year. The oilers for the cross slides were missing.
We searched the Internet for pictures of W&D steam engines, but could find no pictures or diagrams of the oilers. So Tom sketched a design, and I drew a CAD diagram. The dimensions were finally determined by the materials which I had available… some 1.5″ brass rod and some 1.5″ copper tube.
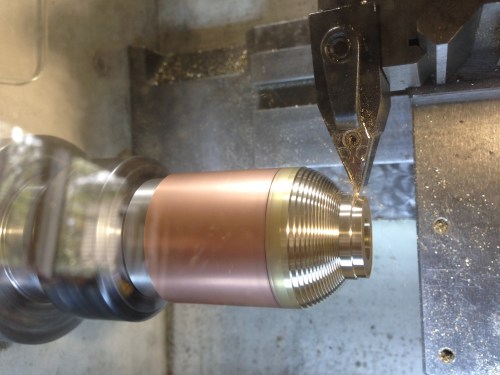
This is the almost finished product.

The oilers work by wicking the oil from the reservoir into a tube which drains through the base onto the engine slide. When the wick tubes are fitted the oilers can be fitted to the engine.
My lathe is a Boxford TCL125, using Mach3. The G code is generated using Ezilathe.
Below is a link to an oil cup from “USS Monitor”, of American civil war fame. One of the first ironclads, powered only by steam.
http://www.marinersmuseum.org/blog/2010/04/one-oil-cup-down/
(ps. The lathe which I was converting to CNC was the subject of previous posts and is now working, but needs some guards fitted and a bit of fine tuning.)