
Triple Expansion Steam Engine Pipework.
I am close to disassembling the Bolton 9, before gradually reassembling it in preparation for running it on air then steam. Most of the components have now been made. Most recently I completed the pipework associated with the Edwards air pump and the twin water pumps.

This is the combined air and water pumps, and new pipework. Most joins are silver soldered, but a couple are Loctited. Loctite should be adequate. These components will not get super hot.
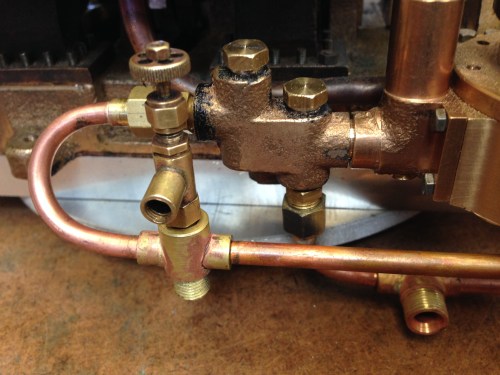
This valve is one of the few components on this engine which I have not personally made. This one came from the effects of the late Harry Close, who was a valued member of our Model Engineering Club.

The pipework adds to the overall interest , yes? It will look good when polished.
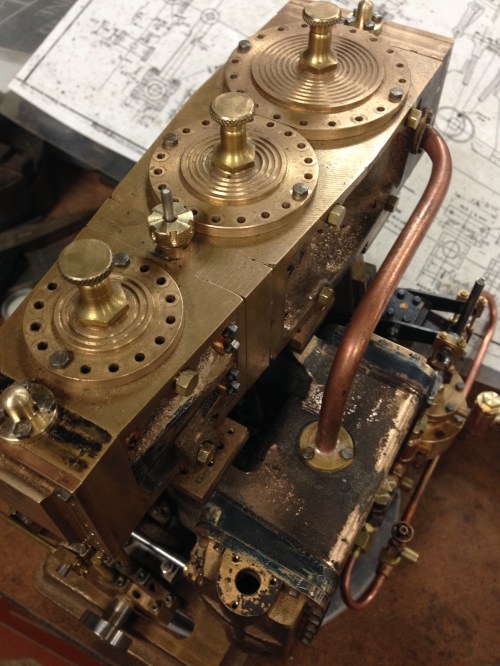
And the “tails” for the valve rods, which are attached to their respective steam chests. The BA7 bolts are a bit oversized for the job. The intermediate cylinder tail screws into place. I am not sure why it is different from the other two.
So now I am making a list of tasks which need to be completed when the engine is taken apart, hopefully for the last time before it is run. The list is not complete, and so far it runs to 3 pages. Mostly like fixing parts which interfere with each other, and freeing up tight bearings.
I will take some pics of the components.
