
A Modification to the Acute Tool Sharpening System
I have several tool sharpening machines, including an industrial Macson 3 phase machine, a Harold Hall grinder rest, and a Quorn Tool and Cutter Grinder.
But, the one that I use most often is this Eccentric Engineering “Acute Sharpening System”. It was made from a kit and plans supplied by Eccentric Engineering.

Photo 1: The Acute Tool Sharpening System (Photo courtesy of Eccentric Engineering)
The system consists of a table which is adjustable for tilt and height, a work arm consisting of parallel links and a work head, a straight arm which is adjustable for position and angle and which the work head will slide along, and various fittings for holding lathe tools, ER collets, and others.

Photo 2: My ATSS. The ATSS with cubic boron nitride wheel on the LHS, and the elegant but less frequently used Harold Hall grinder rest with diamond cup wheel on the RHS.
I purchased the kit of laser cut and spotted parts and the excellent 32 page bound plans from Eccentric Engineering. The parts in the kit require final machining, including drilling, reaming, tapping, turning and milling. It would be quite possible to use bar stock for the parts, having purchased the plans, but the kit is good value ($AUD 250 + GST) and it made the job quick and straightforward. A completely machined, assembled system is also available. Details at https://eccentricengineering.com.au.

Photo 3 These are the fittings which I made from the kit, and some extra parts which I bought later.
From the left: hex keys for quick adjustments, angle and gauge templates – most bought from Eccentric, but some made by me, tool holder centre, and collets on the right. Some of the collets are blank to be machined as required. Top right is an ER collet chuck.

Photo 4 This collet holds a 6mm lathe tool.
This post was not really intended as free publicity for Eccentric, although I am very happy to give it a good rap. It is actually to show a modification which I made to the ATSS table. Shown in the next photos…
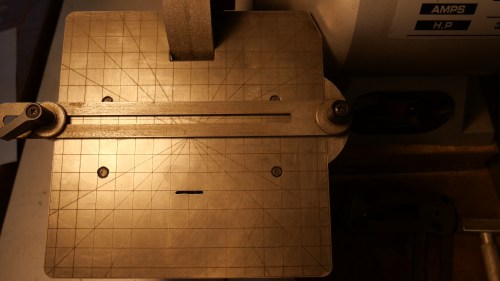
My colleague Stuart Tankard recently acquired a CNC laser engraver which will engrave steel and brass and cut thin metal. I thought that it would be useful to have some accurate lines on the table in a grid, and others at angles to assist with setups. The grids are at 10mm intervals, and the angles are 30/45/60 degrees. In the above photo the straight slide is easily set parallel with the wheel face.
Of course, the cubic boron nitride wheel must first be accurately set to the table, and the grid assists with that….

Photo 5 Straight edge lined up with the wheel edges and grid.

Photo 6 And here the tool holder base is set at 60º to the wheel.
The angle gauges supplied by Eccentric will serve the same function. Time will tell if the table marks are useful.
Also I am thinking that the work table on the RadiusMaster could use similar guide lines!
