Now that the model triple expansion engine is working on steam, I feel able to put it aside, again, and move onto the next project. The triple is not quite finished. It needs cylinder lagging, control rods for the cylinder drain cocks, drain tubes for the cylinder drains, and an extra pump for the condenser cooling, and some paint, possibly.
It also needs a boiler. I would like to exhibit the triple at club demonstrations and public exhibitions, but for that I need a boiler which is certified by our boiler safety authority. So I intend to make a boiler to AMBSC code, and big enough for the triple or any other engines which I might make in the foreseeable future.
This is what I have in mind….
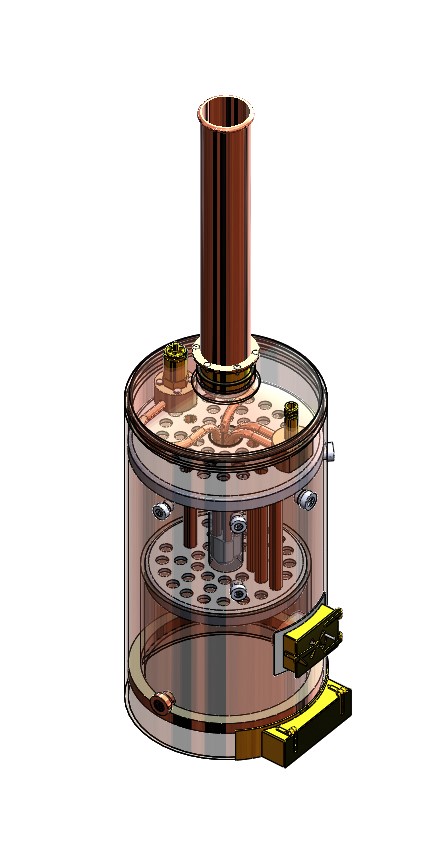
This is a copper boiler with a 152mm (6″) diameter barrel, a superheater, gas or coal fueled, and firetubes (most not shown). The plans call for a 5″ barrel, but I have been unable to find any suitable copper tube, and I have some 6″, so that is what will be used. I am currently drawing up the plans.
The certification process here in Australia requires the following steps:
- Preliminary discussion with the boiler inspector (done)
- Submission of 2 sets of plans to the boiler inspector. If acceptable, one set is signed off and stamped and returned. The other set is held by the inspector.
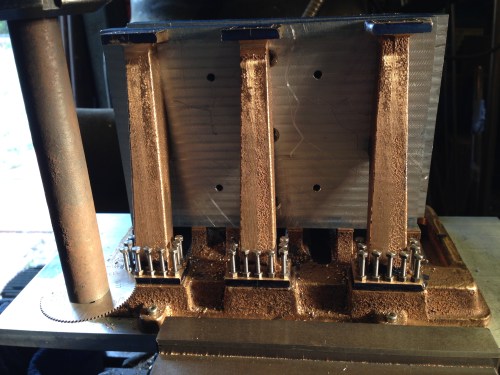
- Inspection of the prepared components by the inspector prior to soldering/brazing/welding.
- Inspection of the firebox and tube assembly after soldering/brazing/welding.
- Inspection of the barrel and outer wrapper after soldering/brazing/welding.
- Testing the boiler after completion. This involves a hydrostatic test, at double working pressure for 20 minutes, then a steam test at 10% above working pressure.
If it passes, the boiler is certified for 12 months, after which it must be retested. If it passes the retest it is certified for 3 years.
The certification process is performed by volunteer inspectors attached to model engineering clubs, and is done at no cost.
However the materials for a boiler like this are quite costly. I managed to obtain some copper tube for the wrapper, and bought some copper plate for the firebox and boiler ends on Ebay. Bronze for the bushes from a local bearing supplier (LG2), and firetube copper tube from local plumbing supplies. All up, so far, is approaching $AUD1000. And yet to be factored is the safety valve, various cocks, sight gauge, hand pump silver solder. And I intend to make and fit a steam driven feeder pump, and possibly a steam injector.
If there is any interest in this project I will post progress notes and photos. Let me know.