6″ Vertical Boiler
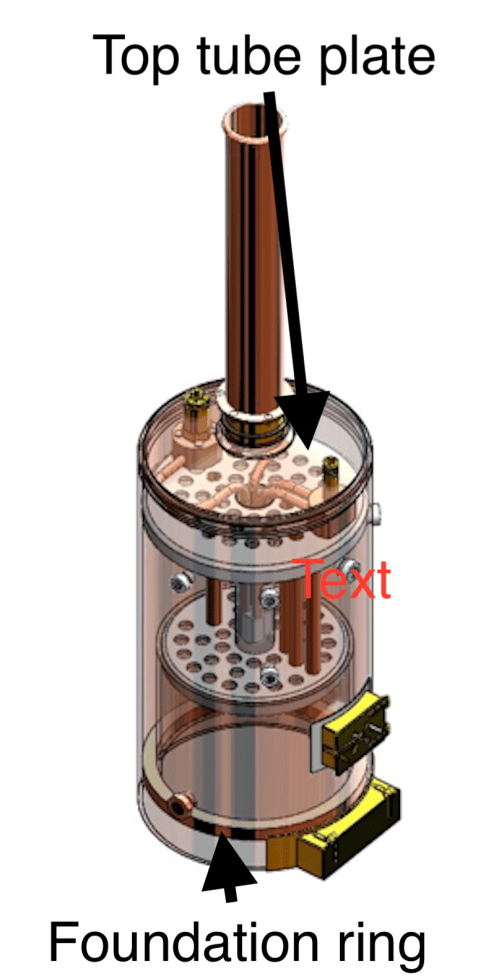
Today I made a start on the vertical boiler. I will be working on this as well as the Trevithick dredger engine, trying to coordinate the boiler inspection stages for both projects. I have most of the materials, including the boiler cylinder copper tube and the copper plate for the boiler ends. So today I made the top tube plate and the foundation ring.
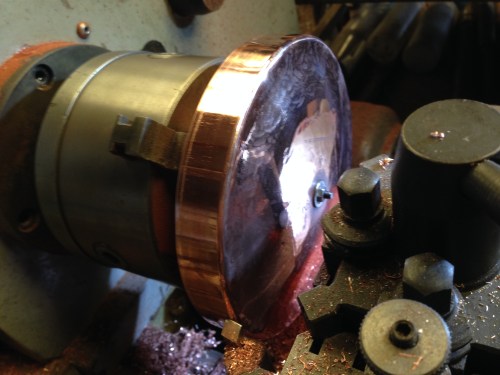
The tube plate was a similar process to the Trevithick boiler end which I described in the previous post. I made another form but this time I used Gippsland blue gum. The European oak form which I made for the Trevithick did not last the distance with all of the hammering, and it broke. The blue gum is an incredibly hard tough wood, and it did not even show any marks after making the boiler end today.

The end is quite flat. It is an easy sliding fit. Holes for firetubes and flue yet to be drilled.

The electronic thermometer is quite handy, making sure that the copper is adequately heated. I take it up to 600c, and maintain it there for 30 seconds before quenching. Dull red is 500c, bright red is 600c.
THE FOUNDATION RING
The foundation ring is made from square section copper 9.5×9.5mm. I rolled the rod to form the circle so it just fits into the boiler tube.

This is after 3 or 4 passes of the un-annealed square rod, through the home made ring roller.

The ring is almost closed
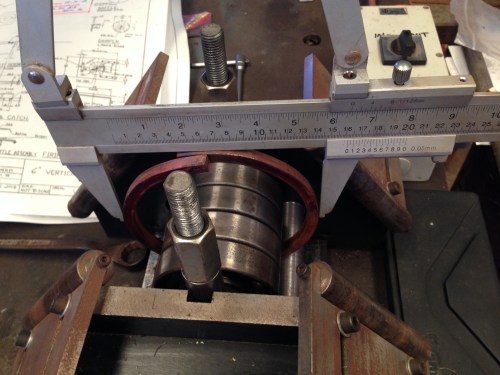
Measuring the external diameter of the ring. The large calipers are made of aluminium, were inexpensive, and are surprisingly accurate.

At this point I needed to bend the very ends of the copper rod, so I annealed the copper, and bent the ends by hammering over a steel form. The ring roller does not bend the last 30-35mm. The weed flamer gives out a lot of heat; nice on a cold day.

The red hot glow of copper is a superb irridescent colour.

Then the ends were trimmed (after cooling) and bronze brazed. I would have silver brazed the join, but I misjudged the position and needed to fill a gap, so bronze was required because of its gap filling property.

Tidied up in the lathe, and cleaned with a brief soak in sulphuric acid.
So, making progress. A beautiful winter day in the workshop in Victoria, Australia.