
Round Column Mill Drill improvement -2
by John
The traction engine crankshaft is installed, and just needs valve timing for the job to be completed. But I am taking a break from that project to get back to the mill drill attachment to prevent work table position changes when adjusting the table height.
I had bought a used linear stage mechanism…..about the same cost as 2 pieces of ground 30mm shaft, but it included the precision bearings in the stage table.

… and had some 20mm mild steel plate laser cut to attach the linear stage rods and table to the mill drill….

…… but unfortunately got one of the dimensions wrong and had to scrap the laser cut cut brackets, remeasure them, redraw them, and order more laser cut parts. An expensive mistake.
Anyway, the new parts were collected yesterday, and today I started to machine them.
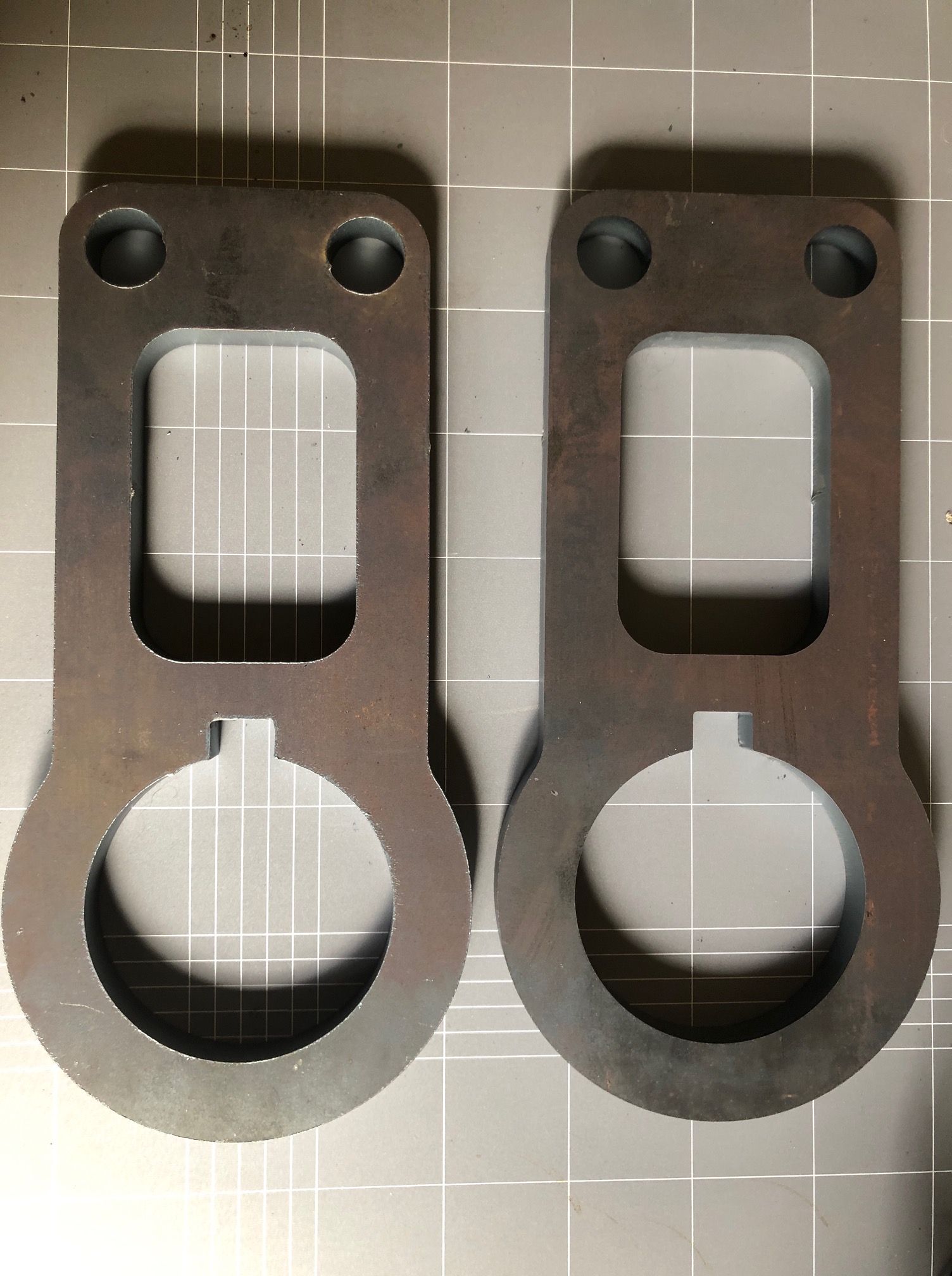
I was pleasantly surprised by the quality and accuracy of the laser cutting. There was no visible variation from 90 degrees cutting angle, and the dimensions were probably accurate enough to use with just a minimum of cleaning up. But I had to remove the 1mm machining allowance from the 3 holes.

Then I milled some deep pockets for the cap screw heads, and drilled some 5mm very deep holes ready for cutting the screw threads for the 6mm cap screws.
Then disaster! Just finishing drilling the final 90mm deep hole, and the drill bit broke. With no part of the drill protruding. I had used coolant, and frequent withdrawals to clear swarf, but it was a long series drill bit, and I must have pushed it just a bit too hard. I could see the broken end of the bit about 20mm down the blind hole. No hope of getting it out that way…. too deep to weld and I do not have access to an EDM machine.
The big hole was to be cut into halves, then bolted together around the mill drill column.
Hmm, I wondered if I could bandsaw almost to the embedded high speed steel drill bit from 4 directions, without actually cutting into it then snap the steel halves apart, and maybe grab a protruding part of the drill bit? Worth a try? (If that did not work I might be able to break up the drill bit with an old carbide milling cutter. That has worked for me previously.)

Then held the piece in a strong vice, and ever so gently bent the pieces back and forth until I felt them snap apart.
Inspected the drill bit ends. The end in the through hole just fell out. In the blind hole there was a protrusion about 3 or 4mm long which I was able to grab with pliers. And glory be, I felt it move, and gently pulled and rotated and it came out! Lucky!
Then tested the parts on the mill drill column….

Then spent some time tapping the holes for the M6 cap screws. All good.
I need to drill, counterbore and tap holes in a similar fashion for the 30mm rods, but they should be much less deep (only 50mm). Then to repeat the entire exercise for the other bracket. Next workshop session. Then to set up the apparatus and measure how effective it is. It had better work. Next installment in a few days time.
