3D Printing a Cannon Barrel
There is quite a learning curve to 3D printing, and most of my prints so far have exhibited considerable room for improvement. There are some helpful YouTube videos on the subject, but at my beginners level there is still a lot of trial and error.
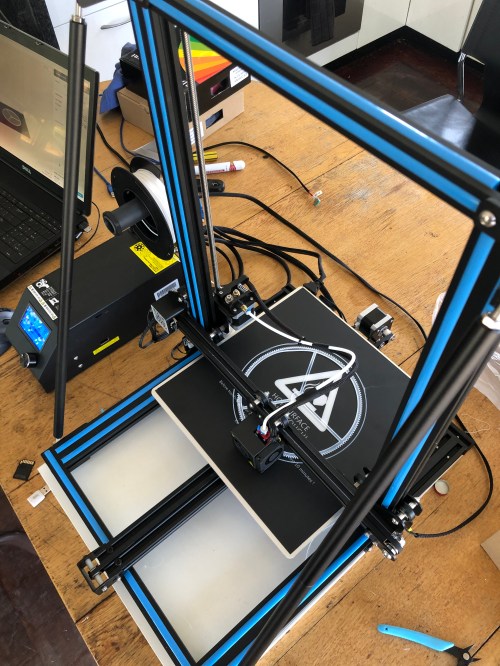
I am still planning my next cannon model build, and printed some cannon barrels to improve my printing skills, and also to have a plastic model of the barrel to help decide about construction methods of the metal model.
This is a 1:20 print, but was unsatisfactory because the cascable, and the rifling did not print.
The next prints took 22 hours (vertical orientation) and 24 hours (horizontal orientation) each.
Firstly the vertical orientation..
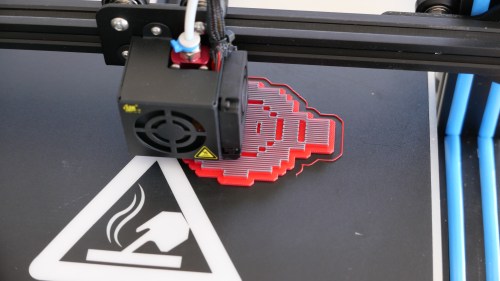
It starts with a thin line which marks a little beyond the outside outline of the model to ensure that it is properly located on the printing plate. Then a thin base to ensure adherence of the model to the printing plate, for the duration of the printing. My plate is heated to 60ºc, which is not essential with the PLA filament which I am using. I changed the filament colour for aesthetic reasons.
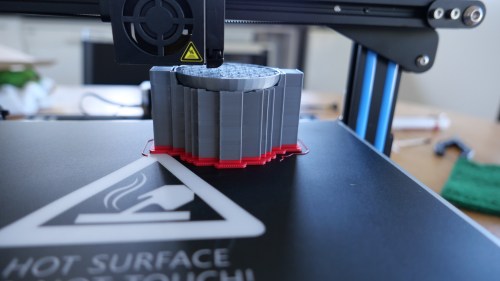
Each layer of filament adds another 0.2mm of height. The rectangular columns support the overhanging parts, and increase the overall support of the model during printing.

The printing is finished after 22 hours. I can already see some mistakes. The barrel should be smoothly rounded, instead of faceted.

After breaking off the supports. Next to a bit of workshop rod which I will use to make the actual cannon model. Not quite long enough, but the rifled gun tube and cascabel will be made separately so the steel rod will be long enough for the rest of the cannon.
The next print was horizontal…
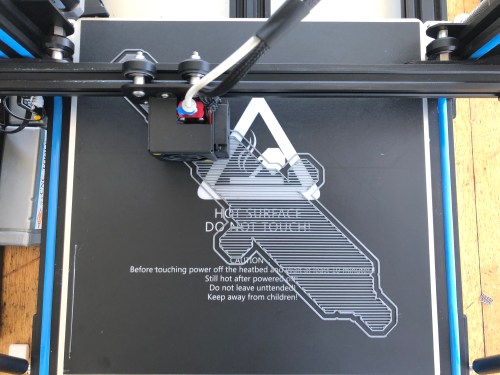

I made the supports more densely placed to improve the support. The cannon barrel is just appearing in the centre.

I left the printer to continue overnight, and this is what I saw next morning. Note the longitudinal placement of the plastic fibres. Infill set at only 3%, which was adequate. I increased the outside wall thickness to 5 layers, which was plenty thick enough.


The finished horizontal print on its supports (front) and the vertical version (behind). Apart from the facets, the appearance of the vertical version was better IMO.
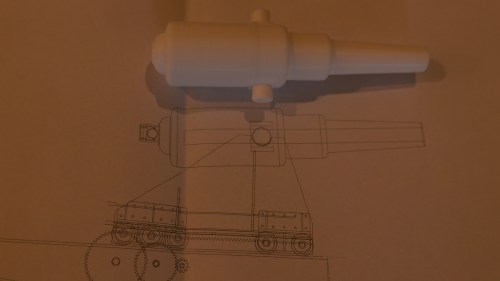
Now I am ready to turn the barrel in steel. I have obtained a facsimile book about naval artillery which was written in the late 19th century, it reveals that the Armstrong barrels were made in concentric pieces, and heat shrunk together. I will adopt a similar method, making the cascabel and the central rifled tube separately from the breech sections. Not decided whether to heat shrink them together, or silver solder, or Loctite. (ps. a week later. Changed my mind. Making the barrel from a single piece of steel)
The artillery book also answered my question about 64 -80 lb cannon and bore sizes. When round shot was replaced by pointy cylindrical projectiles, the projectile weight could increase by increasing the length rather than the diameter of the projectile. And some 64lb cannons were redesignated as 80 lb cannons, after modifications which did not necessarily alter the bore. Unfortunately the book does not answer how the rifling was accomplished with a closed breech.
And I made another workshop tool. This one is a lathe tool height gauge.

I expect that the tough PLA will stand up to workshop treatment quite well. It is light, very visible, will test upright and upside down tool bits, and will hang on a conveniently placed hook. Also, it is within 0.01mm of the required 38.05mm tool height. A light rub of the base over fine emery paper will get the dimension right on.