A steam driven water pump, and a whistle.
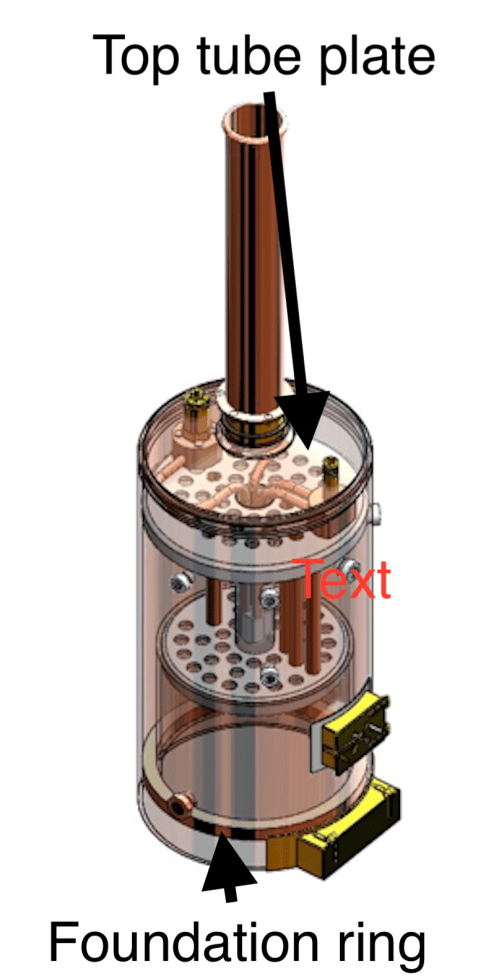
Boilers, whether full size or model, get through substantial volumes of water. When my 6″ vertical boiler is working hard, so is the water pump, to replenish the water which is turned to steam.
At present, the water pump is a manual pump, and it needs to be operated almost continually when the boiler is steaming hard.

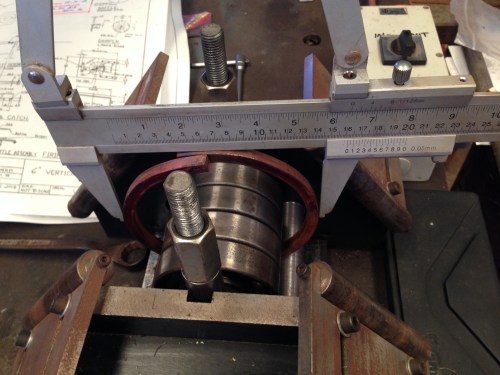
I am not sure whether operating the hand pump (lower right), or the propane burner, consumes more energy.
So it was with great interest that I viewed the steam pump in operation which was built by Stuart Tankard, at last night’s meeting of GSMEE. I have plans and castings for the same unit, and expect to make it later this year. It is a Worthington type pump, and the castings and plans were supplied by Southworth Engines.
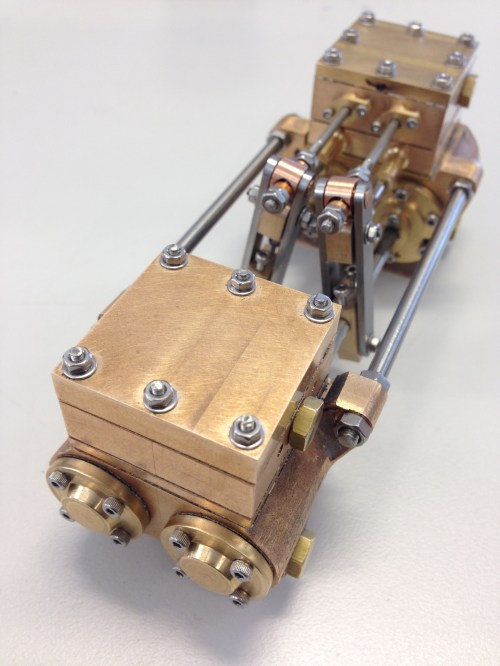
Stuart’s latest.
In this video, for the demonstration, the pump is running on very low pressure compressed air. The larger cylinders are the steam powered driving cylinders, and the smaller ones are the water pumps. So whatever the pressure of the steam, the water pressure will be greater, and able to be pumped into the boiler.
And finally, I bought a steam whistle. It was supplied by Microcosm.engine from China and it was very reasonably priced. ($US39). I have not tested it yet, but it came highly recommended by Keith Appleton. It is certainly very nicely made. I screwed it onto the boiler as a bit of bling because I showed my boiler progress at last night’s meeting of GSMEE.