Another couple of advances in the conversion. Today I installed the lead screw cover and the cable protector to the cross slide stepper motor.
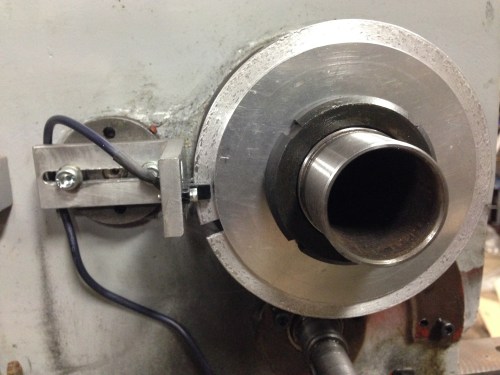
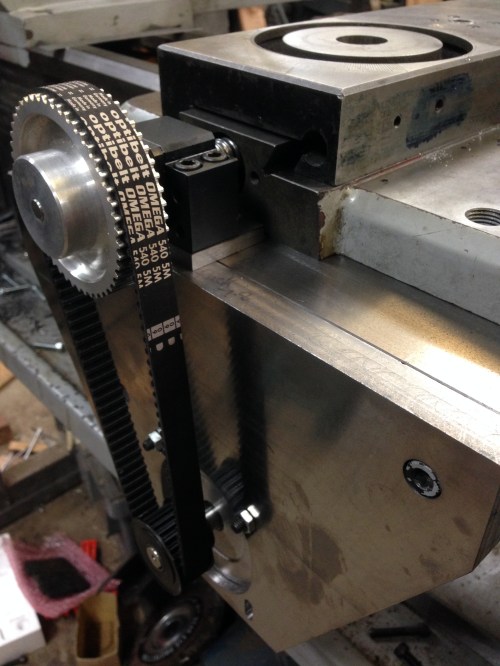
The cable protector was easy and straightforward. It flexes in one direction only, and is fixed at the ends after the cable is threaded through it. The length is adjusted by adding or removing links. It was placed so that coolant liquid will drain out of it, and to minimise the accumulation of swarf. The cables themselves have a thick covering and are well protected. The link protector will not kink, further protecting the cable.
It was cheap. About $AUD20 for 2 meters, posted from China. I used about 1.1m.
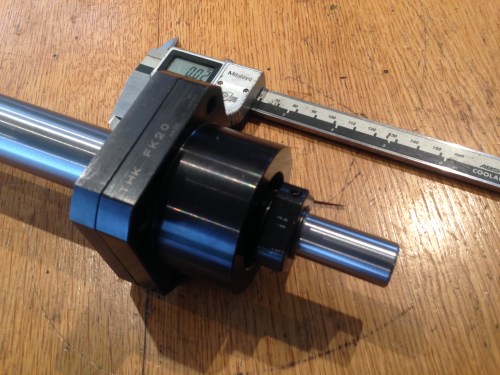
The lead screw protector was another story. It is a spring steel coil, about 50mm wide, and as it is compressed the coils fit inside each other. I made a big mistake in allowing it to spring open before I had installed it (there were no instructions). It immediately opened to a length of over a meter, in coils about 50-60mm diameter. No big deal, I thought. I will just compress it back to its original configuration. Big mistake.
It was what I imagine coiling a live, oily, biting, boa constrictor would be like. (OK, boas constrict rather than bite. How about an anaconda, or a big eel.)
I fought it for about an hour. And eventually succeeded. Minus a few bits of my skin.
So I did not allow the protectors to expand again until after I had them on the lead screw.
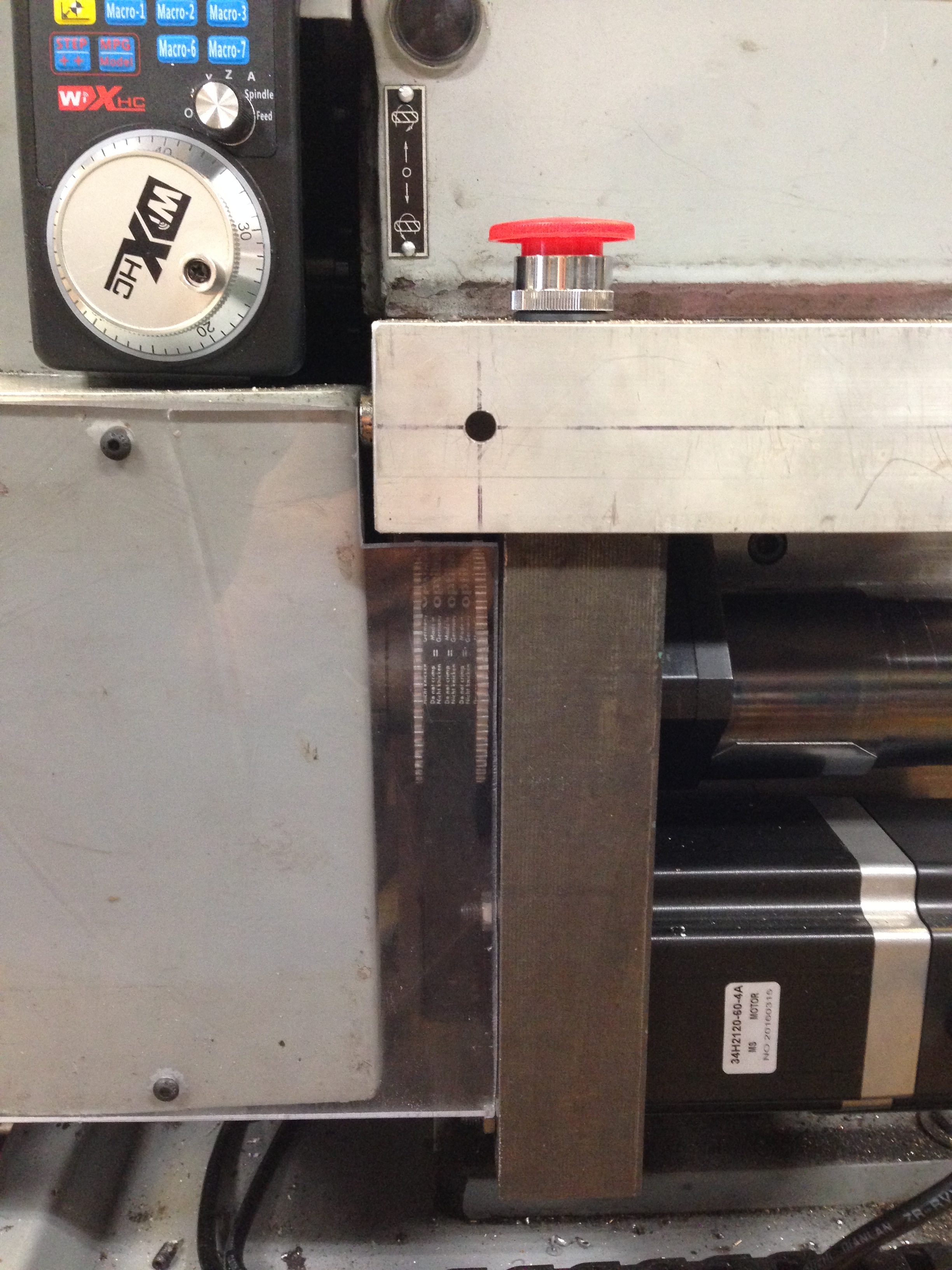
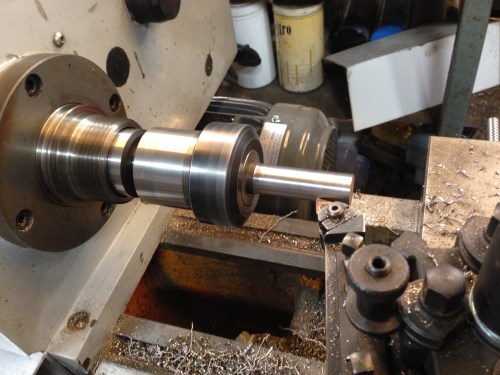
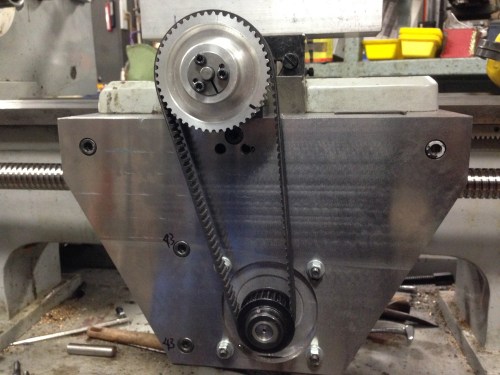
This is what they look like. Pretty cool IMO. They just expanded into position when I removed the restraining clips.

The lead screw stepper motor and protector. The Estop box above will get some ends to exclude swarf.
It was not cheap. The best price that I could find was from South Korea. $AUD200 inc postage. But it is excellent Japanese quality.
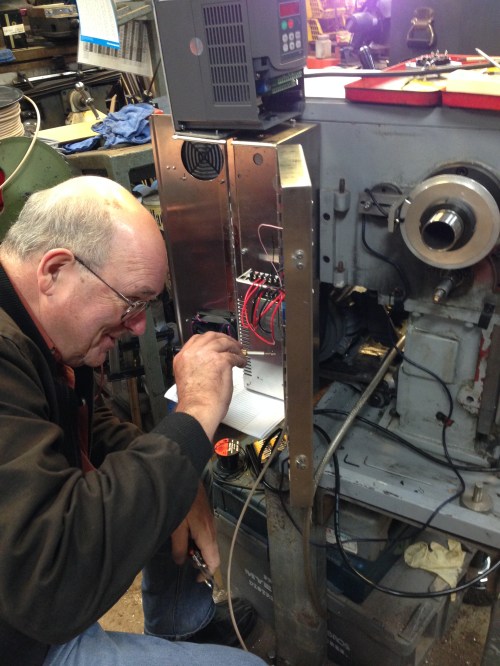
The wiring is happening, but the variable speed drive seems to be dead. It has been sitting unused on a shelf for 2 years, so no point asking about warranty. Took it apart to check for broken wires, fuses, burnt out components etc, but nothing visible. Will order another one. About $AUD200. An unexpected expense.