CNC Mill Upgrade -5
I have been putting quite a few hours into the upgrade, but not much to show photographically.
Finally got the new servo motors installed. Replaced the X axis belt. The most difficult servo to access was the Y axis, and of course that was the only one where the alignment of the timing belt was out. Finally sorted by using a fibre optic camera to see why the belt was climbing onto the flange of the pulley. The pulley was 1.2mm too far onto its shaft. I know that, because I solved the problem by inserting washers under the motor mounts. 1mm washers did not work, nor did 1.5mm washers. But 1.2mm washes did work perfectly.
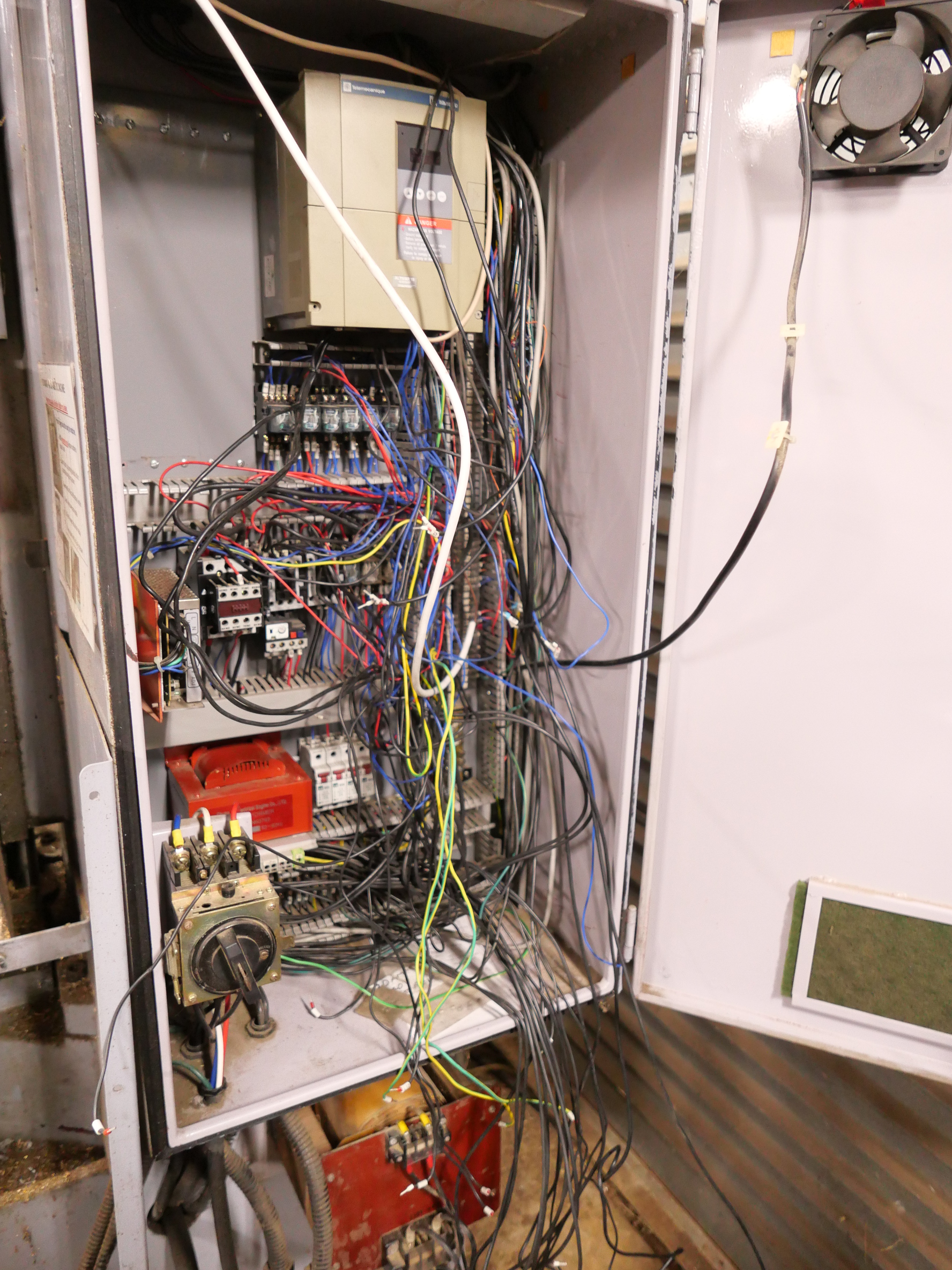
Today Stuart arrived and removed more of the old wiring.

Stuart, doing another CNC upgrade wiring.

The old 7k computer has been removed, leaving some buttons. I might be able to use those. The computer enclosure might disappear too. Not decided yet.

The old CNC mill has lost some weight. Those cartons are full of old parts. Note that the floor has been swept. Stuart was concerned that we might be infested with snakes, but it is winter here, so we should OK until the weather warms up.
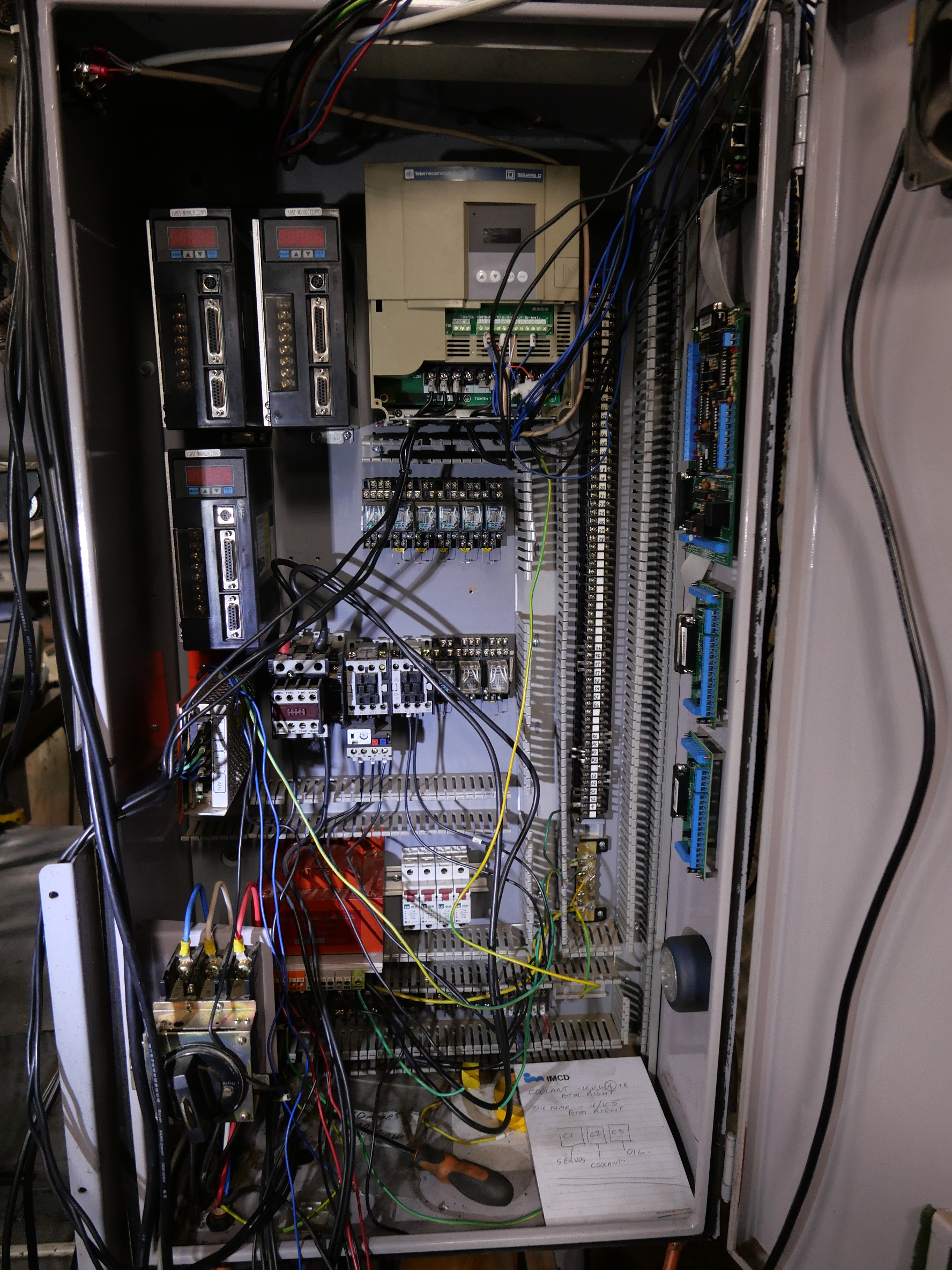
The rats nest is disappearing.