
A modification to the Radius Master
The Radius Master is a quality 48″ x 2″ belt sander which is impressively versatile with its 7 work stations.
The work station which is vertical, and against a platten is the one which I expect to use most often.
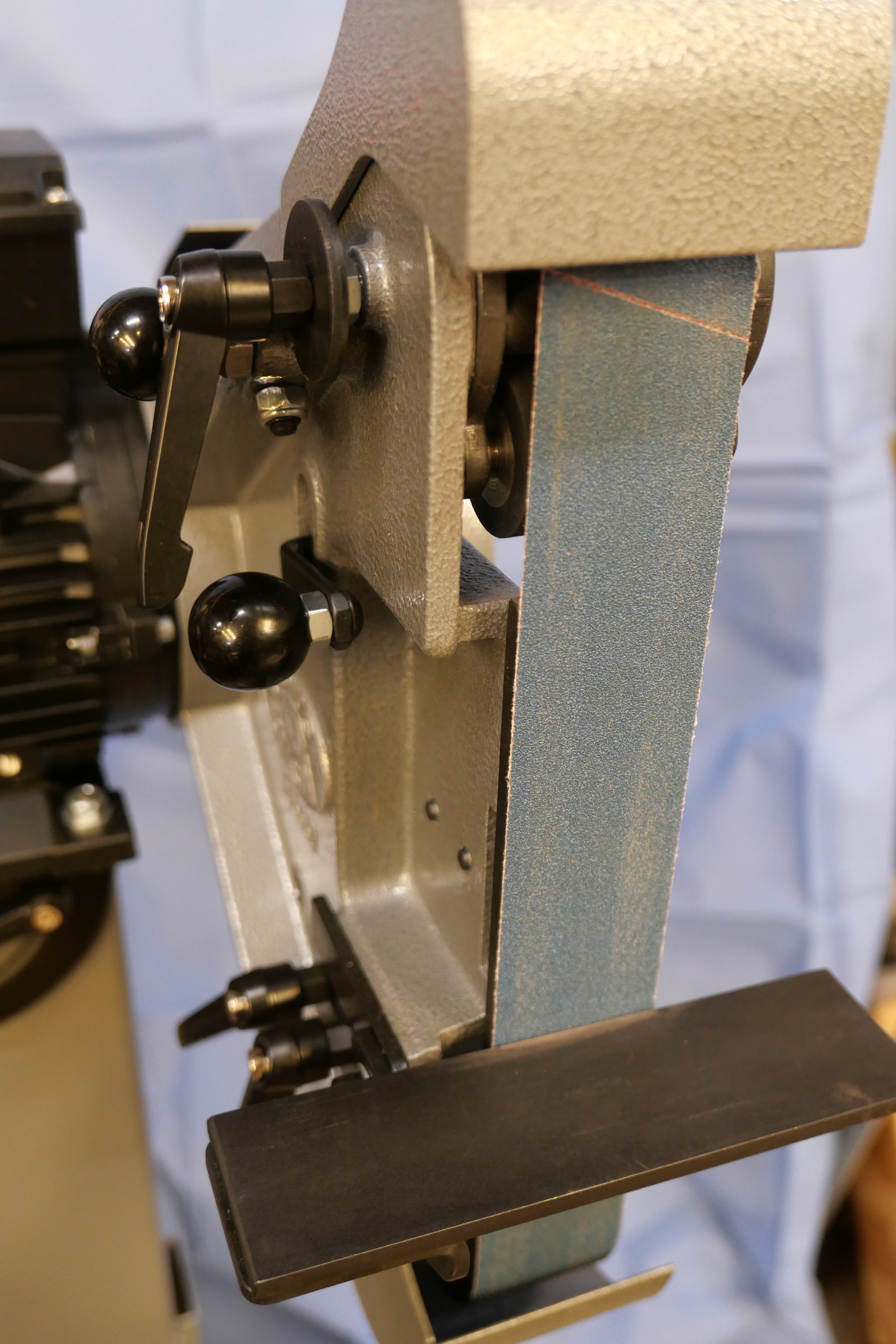
Vertical belt, and using the backing platten.
But the supplied work – tool rest is a bit narrow for my taste, and I decided to make another one.
I really like the one which was supplied with the Acute Tool Sharpening System (ATSS).

The Acute Tool Sharpening System from Eccentric Engineering.
So I bought some 4mm steel plate and cut it to size (150 x 150mm), and CNC milled a support bracket to fit the Radius Master.
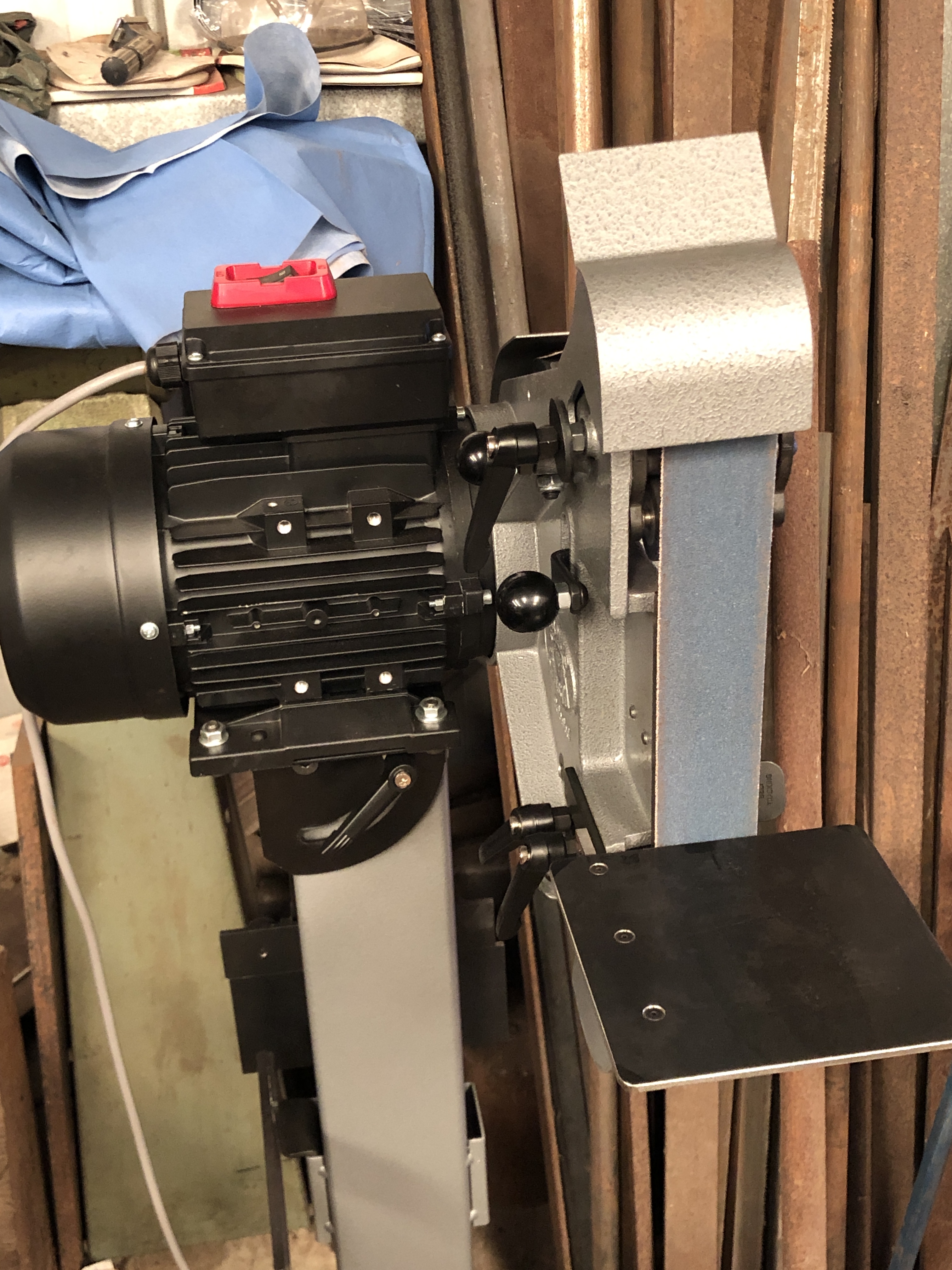
The Radius Master with larger work-tool rest.

The rest is adjustable for angle and distance from the belt. Copied from the original. The bracket is screwed to the plate. I did not want to risk heat distortion by welding the join.
Then the penny dropped.
Why not use all of the ATSS fittings and fixtures on the Radius Master? So that is what I have done.
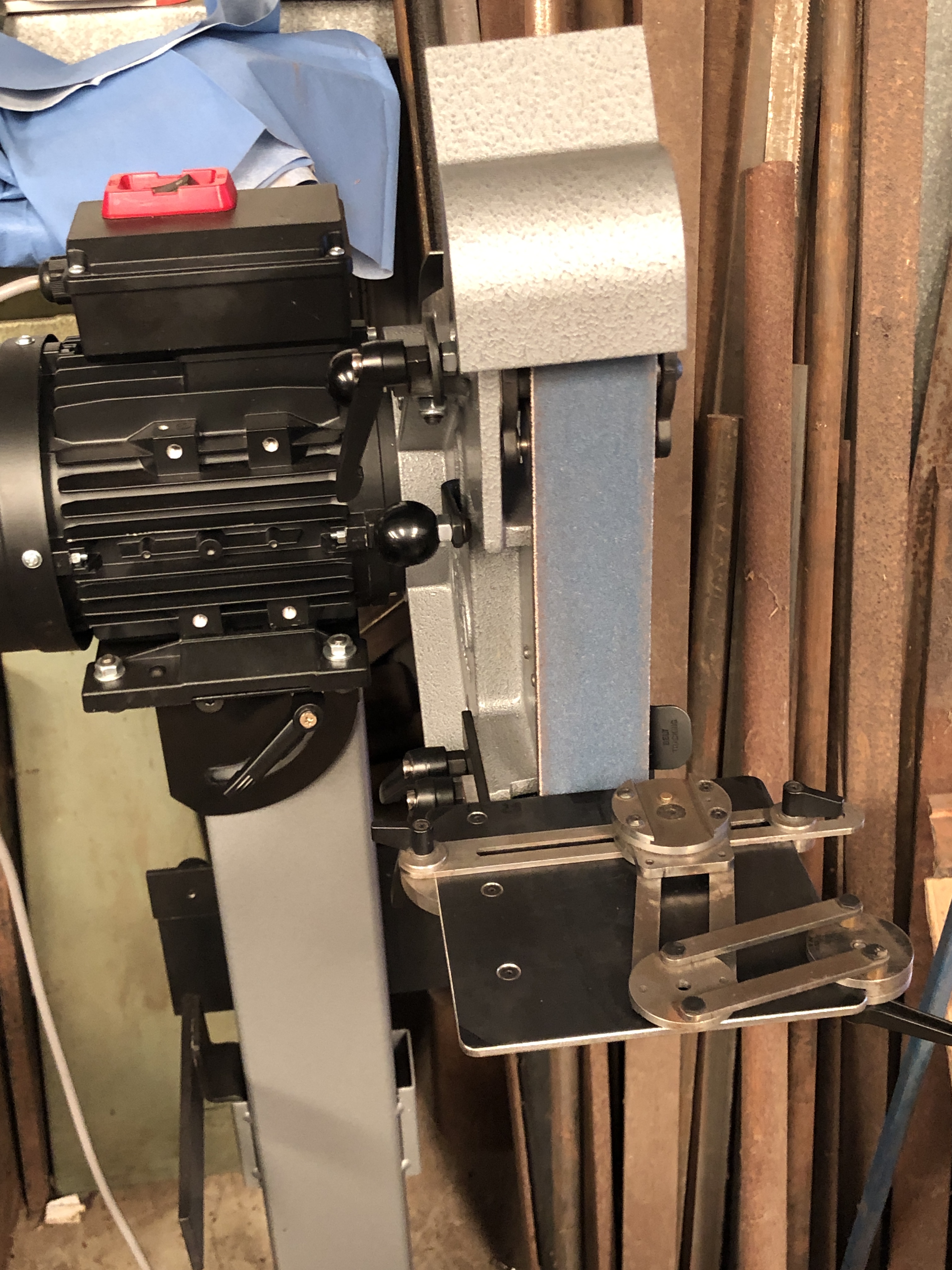
The ATSS system looks quite at home, yes?

Hey Gary Sneezby, maybe you should do a deal with Radius Master.
I can quickly swap the ATSS fittings and fixtures between the CBN grinding wheel and the Radius Master. It will be interesting to see whether the cubic boron nitride wheel or the belt is preferred for different applications. I expect that the belt will be best for quick removal of material and the CBN wheel for tool sharpening, but we will see.
Oh, and by the way, the bigger work plate does not interfere with any of the other work stations.
And I will ask my friend Stuart to laser engrave some guide lines on the plate. I have a new design to try.
And finally, here is a link to the video of using the ATSS, by Eccentric Engineering. It is worth considering. If you have not done so, I suggest that you look at Eccentric Engineering’s other tools too. They are very interesting. The lathe parting tool is the best one which I have used. And the Diamond lathe tool gets more use on my lathe than any other.
