Armstrong RML barrel
After 3D printing a plastic 1:10 barrel I decided to have a go at turning one in steel. I had a length of steel 70mm diameter and 290mm long, which was just too short to turn the entire barrel, so I decided to make one of the breech reduction rings separately, when I make the cascabel.
I did not know what the steel grade was, but it was off a machine so I thought that there would be a good chance that it would be reasonable quality.

The length of rod next to the printed barrel.
The turning was initially fairly routine.

and I was really pleased with the finish which was appearing.

Mountains of hot swarf.

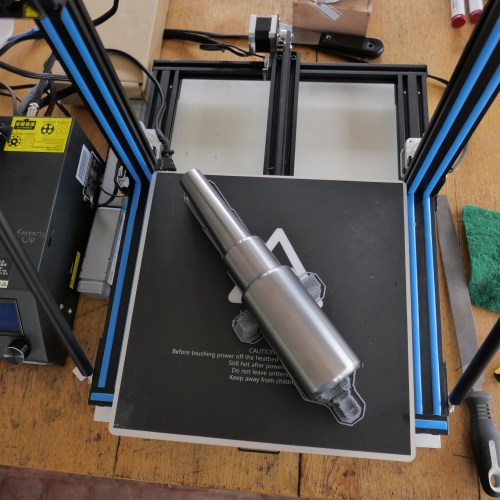
The roughed out barrel. I used the 16mm drill bit to drill the bore from both ends, but there was still 50mm or so beyond the reach of the bit. So I silver soldered the drill bit into a length of silver steel (drill rod).

And quickly completed the drilled hole.

Then transferred the piece to the CNC lathe, and shaped the barrel exterior.
I experienced 2 problems with the CNC turning. The tapered chase of the barrel, and the rounded fillets came out really well, but the straight sections of the breech developed chatter marks. I was preparing to take a skim to remove the chatter marks when I bumped the manual CNC control, the cutter dug in, and I got a deep score in the breech. And broke the carbide cutter. I turned away the dig in, but it left the breech diameter 3.5mm undersize.
I have no more steel of that size, and it will be quite a while before I get an opportunity to buy some. So I persisted with the slightly undersized barrel. It will be 62mm diameter rather than the intended 65.5mm. I still have not decided whether to scrap it and start again. But if I can get some more suitable steel I will remake it. I might even use the undersized barrel to make a 64lb Armstrong RML, which had a smaller diameter breech than the 80lb RML which I am making. (note added 19 Jan 2021… The Armstrong 64pd and 80pd barrels had the SAME dimensions. The main difference was that the inner tube of the 64pd guns coiled iron, but in the 80pd guns was solid ended steel. “Naval Gunnery” Garbett pp52-53).

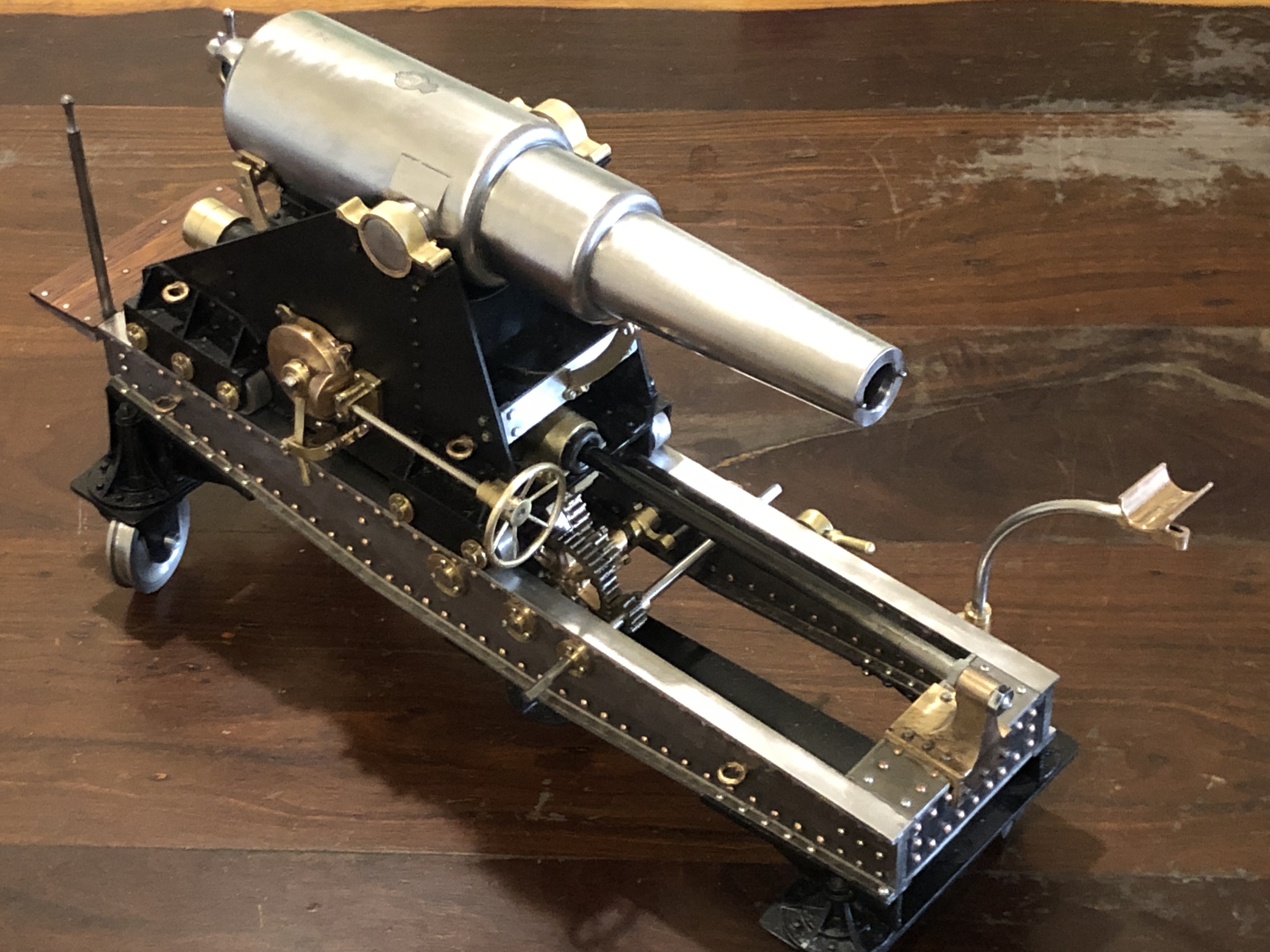
I showed it to SWMBO. “That is beautiful” she said, somewhat to my surprise, and being surprised by its 3.5kg weight.
Ah… if only…