machines which I have made, am making, or intend to make, and some other stuff. If you find this site interesting, please leave a comment. I read every comment and respond to most. n.b. There is a list of my first 800 posts in my post of 17 June 2021, titled "800 Posts"
Model Armstrong 110pr. Machining the Breech Chamber.
by John
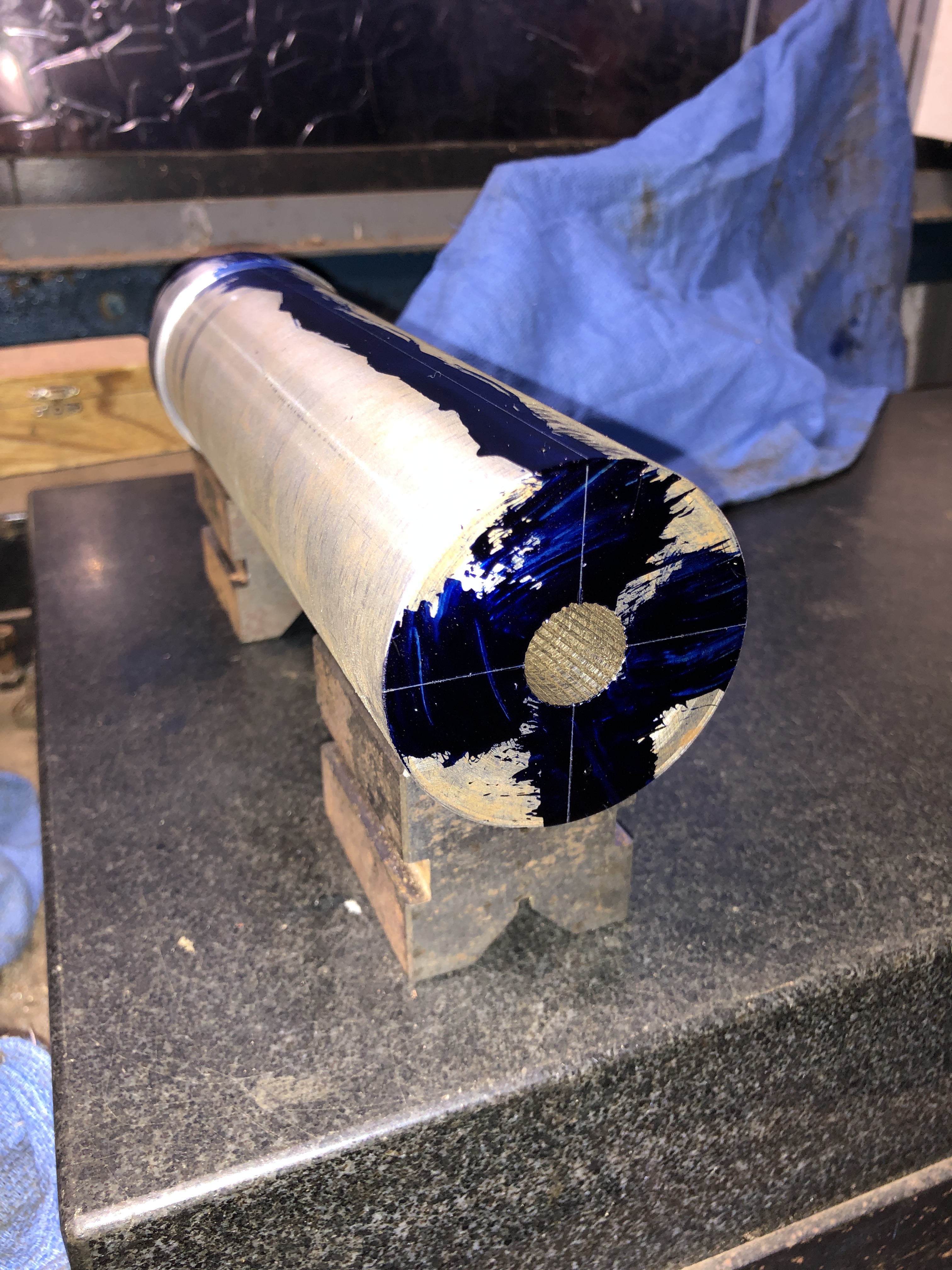
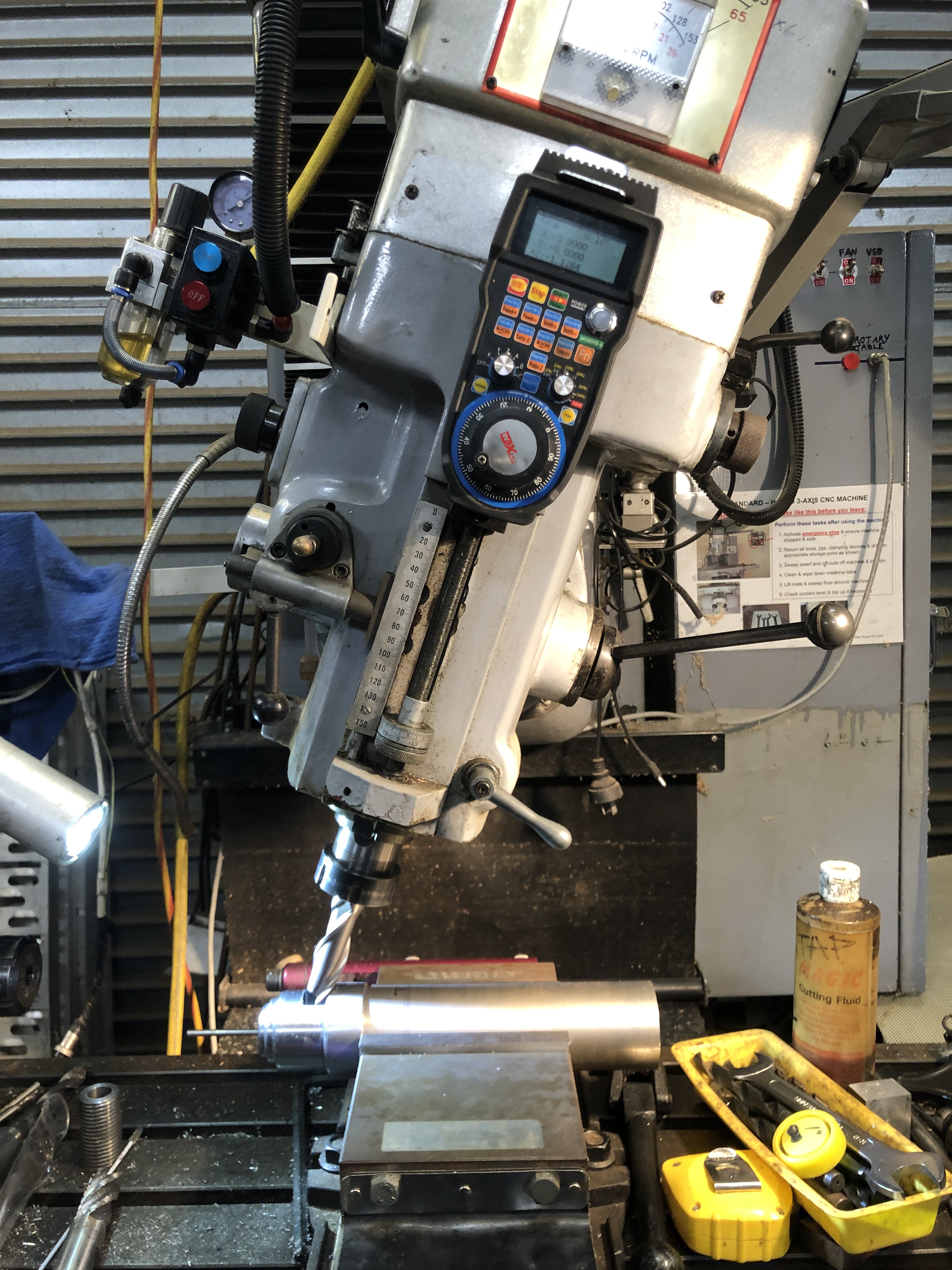
The exterior shape of the barrel is one of the final steps. The basic cylindrical shape is retained as long as possible to facilitate work holding in the milling vice. Here the axes are marked. The rifling can be seen. The exterior final shape of the breech has been finish turned prior to milling the breech block cavity.The rectangular cavity is up to 20mm deep. 24mm x 16mm. I started by drilling corner holes, then used a new 8mm end mill taking 4mm deep cuts.After the 8mm endmill, the walls were tidied with a 6mm endmill. Have I mentioned before that I love CNC.This is the first time that I have tilted the milling head. It was easy, and quite predictable and steady. 20º.Not a perfect finish, but it will do. Maybe a bit more filing. The breech piece fits down there, and the breech screw locks the breech piece against the end of the bore.






Great work John, it’s very interesting to see what you are producing in your spare time. Kind regards, Don Chisholm-Smith, Southern Tasmania.
LikeLiked by 1 person