
Making a Crankshaft -4
by John
Not a lot more to show after today’s 5 hour workshop session, but the debulking with the bandsaw and mill is complete. The 26.5kg bar now weighs just over 7kg.

I started to bandsaw the remaining 2 blocks, and was just finishing a long cut when the sawing sound abruptly changed and the cutting stopped. WTF? Examination showed that the blade teeth were still sharp, but the teeth set on one side was gone. I think that there must have been a hard inclusion in the steel which stripped the side set. Whatever, that blade is stuffed. To make matters worse, I did not have a replacement on hand.
So, I had to revert to milling to remove the waste blocks. Just to reiterate, the blocks are 38.1mm x 38.1mm x 180mm so it was a lot of swarf again. But I am now using flood coolant, so the swarf was not red hot, and the 12.7mm carbide cutter survived intact. I was reminded why I normally avoid coolant however. It is VERY messy.

The remainder of the session was occupied by measuring and marking for the crank cut-outs.
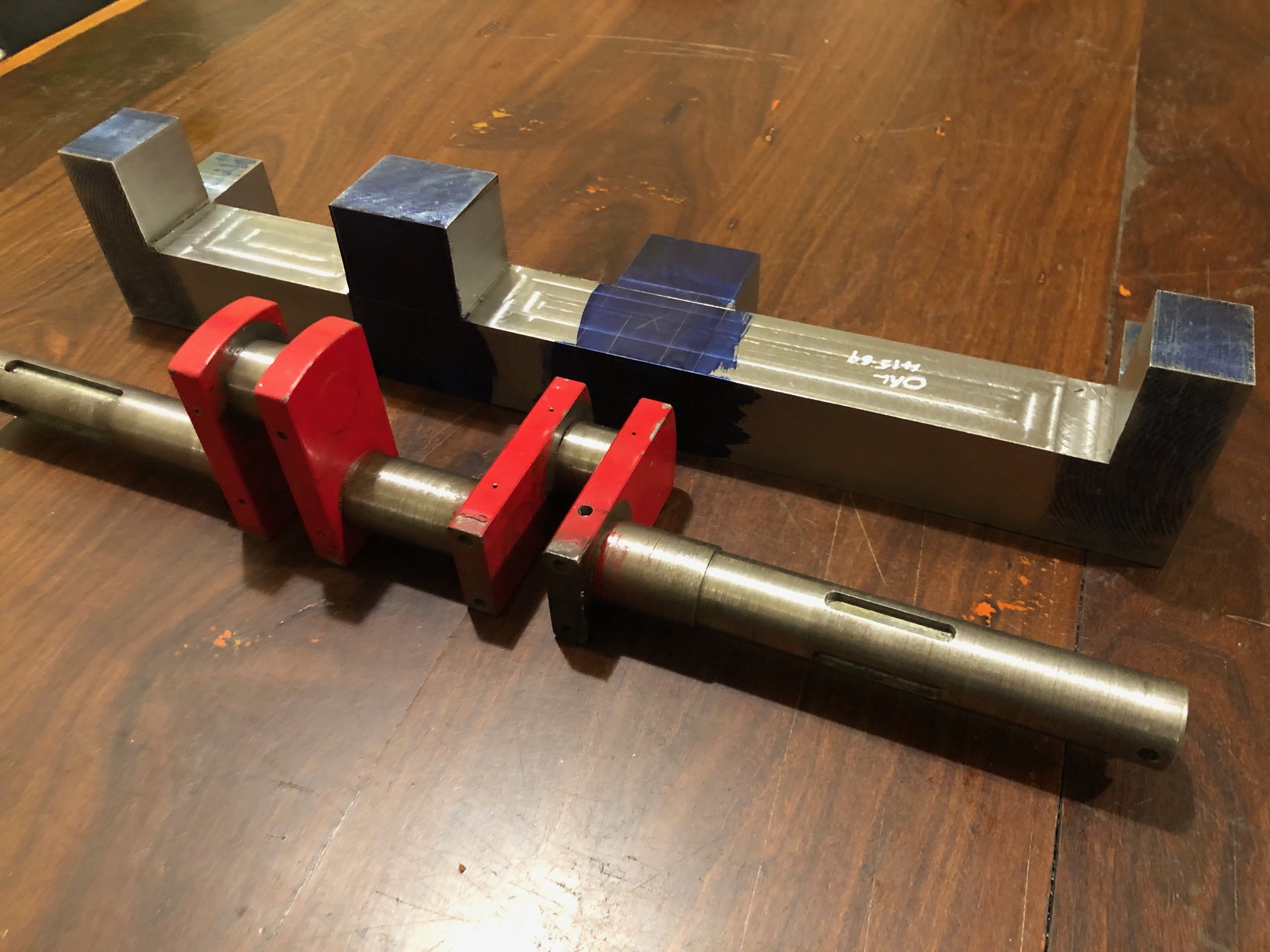
Almost every surface of that solid bar will disappear when the turning in the lathe is done. The only surfaces which remain will be the bar ends, and the square surfaces where the counterweights will be attached, and they will not be visible.
The next step.
Do I cut out the crank slots, or do I rough turn the mainshaft? If I cut out the crank slots then I would install some packing blocks, then turn the mainshaft. I cannot see a significant advantage in either next step. Any thoughts?

Hi John, My preference would be to turn the mainshaft first, thus maintaining a solid line connection for stability, then at least you can clamp the piece in the mill to gut out most of the metal for the crank journals. Given that a lot of material has been removed from the original hot-rolled billet, would it be a good idea, before final turning, to heat treat and stress relieve the shaft?
I like the promise of the reward so strategically placed on the job!!
Well done so far.
Chris C.
LikeLike
Thanks for that advice Chris. Makes sense. I will have to read up on heat treat and stress relieving. But it is a bit counterintuitive. When I get hot I usually become more stressed.
LikeLike
Almost 6 of one and half a dozen of the other my only thought being to rough turn the shaft while all that integrity is there. Looking good though John.
Tim
LikeLike
Thanks Tim, that s what I did. See latest post
John
LikeLike