Soft Jaws
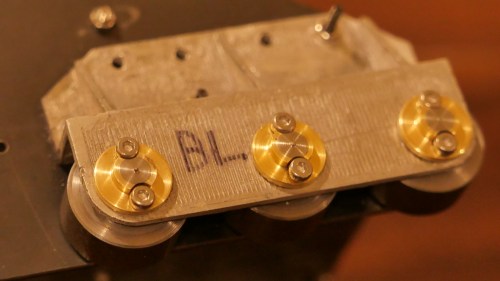
The bronze gears which I cast yesterday were cut off the tree with small bolt cutters, band saw and hack saw. Then a belt sander to reduce the daggy bits.

The gears, and the tree trunk and branches which will be remelted.

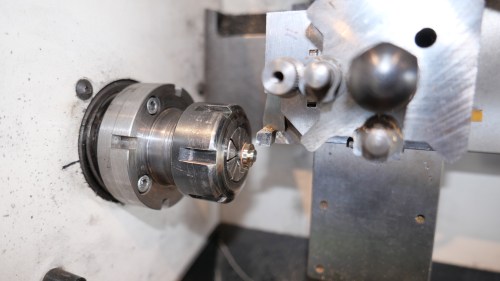
The faces needed to be flattened in the lathe, but how to hold the rather thin, delicate, irregular gears?
Soft jaws.
Soft jaws made of aluminium, and exactly machined to match the external diameter of gear teeth, so there are multiple contact points, and minimal chance of damaging the teeth. I made these soft jaws ages ago, for just this sort of job.
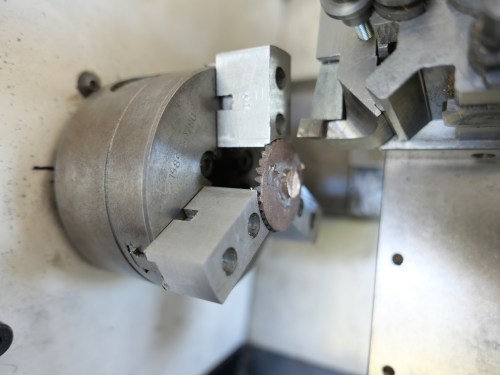
The soft jaws are machined to exactly fit the workpiece.
The soft jaws may be used multiple times, machined to shape each time. Very handy in this situation.

The larger gears are good. I silver soldered some extra material on one of them for the shaft, then turned the shaft to size . But, holding the small pinion gear is more problematic. I will need to machine a soft jaw with a taper to hold the teeth. Next session. I should have anticipated this situation and designed the gear with a shaft to be PLA printed as one piece.