machines which I have made, am making, or intend to make, and some other stuff. If you find this site interesting, please leave a comment. I read every comment and respond to most. n.b. There is a list of my first 800 posts in my post of 17 June 2021, titled "800 Posts"
This is a video showing how I performed the hydrostatic test on the boiler.
The engine is currently being made, but not at the time of the video.
The test is to hold water at double the working pressure of the boiler, for 20-30 minutes, checking for bulging or distortion of any of the components, and any significant leaks. Any leaks would need to be fixed, but for the boiler certification, as long as the pressure can be maintained for the duration of test, that is OK.
The working pressure of this boiler will be 50psi, but the minimum pressure in the AMBSC code is 60psi, so the hydrostatic test will be done at 120psi. As you will see in the video, the pressure reached 140psi at times.
In fact, the AMBSC code is formulated in terms of materials and design to cope with 8 times the working pressure, so the safety margin is generous.
The video is taken over 20 minutes. I ran the actual test for over an hour.
I am afraid that my very messy bench and workshop are evident in the video. No apologies. That is just the way that I work.
VR-18-18 Stands for Victoria, Geelong Society of Model and Experimental Engineers, 2018, 18th registered boiler for the club.
So this morning I fired up the boiler with the boiler inspector closely watching. The gas was turned to maximum, and the water was showing full.
Steam appeared about 10 minutes later and the Sandberg safety valve started popping at 100 psi. Every couple of minutes the safety valve released and the pressure remained in the 97-100 psi range. This went on for about 20-30 minutes. All to the satisfaction of the inspector.
He was happy with the standard of the build, the pressure test, the accumulation test, and that all requirements had been met.
The boiler is now certified for 4 years. There has been a change in protocol about which I was unaware. The previous certification rule was for 12 months only, and retesting was required for a further 3 years. So this new rule is much less time consuming for me and the inspector. He is happy that before the next testing I will have a steam pump and a steam injector installed.
I was so delighted with the result that I treated myself to a trip to the non ferrous metal supplier, and bought a selection of hex brass stock for the workshop. When I returned to the workshop there were still a few hours of daylight, so I spent the time making the new inspection hatch for the Trevithick dredger engine. Not quite finished, so no pics yet.
The next step for the boiler is to make and attach the wood lagging and to put on some paint.
Today I put water in the boiler, about half way up the sight glass, hooked up the gas, and lit the flame. Very nervously. What if it blows up? What if one of the soldered bosses blows out? What if the safety valve does not work?
Admittedly, before that I had pressurised the boiler with water, with the fittings, to 150psi, and without the fittings to 200psi, and that seemed OK except for a leak in the sight glass. But even so, a steam test has a lot more at stake.
I had set the safety valve to 100 psi with water, but steam is a quantum leap in risk.
This is what it currently looks like.
The burner works OK, but I am expecting that it can be improved.
It took 5 minutes to get to 25psi, 6″ to 50psi, 7″ to 75psi, and 9″ to 100psi. At that point the pop safety valve released, suddenly and loudly, giving me quite a start. For a few psi under 100psi it had been releasing small amounts of steam, but the “pop”, in the confines of my workshop, was really impressive.
And a video of the boiler at 100psi. Sorry about the commentary. Must brush up on my video skills.
Today I loaded the Fowler 3R traction engine onto its trailer and drove to Werribee, to have an official inspection of the boiler.
This is not a legal requirement, because I can operate my traction engine whenever I please on my own property. But all model engineering Clubs and Societies require a current certificate before they will permit steam engines to be operated at their meetings.
The maker of my traction engine had the boiler inspected and passed about 18 months ago, but that certificate has now expired. So it needed re-certification.
The original test pumped water into the boiler at double the maximum operating pressure to test the boiler for leaks and distortion. The boiler is actually designed to withstand pressures of EIGHT times maximum operating pressure, so the safety factor is reassuring.
But, boiler explosions are horrific, so the caution is understandable.
My boiler is made of copper, thus avoiding the problem of steel boilers which gradually becomed thinned by rust. And my boiler seams were joined by silver soldering, which, if expertly done is as strong as the parent metal. As a matter of interest, the maker of my boiler told me that he had used $AUD1000 of silver solder in the construction of the boiler decades ago!
The test today involved pumping water into the boiler at 25% above maximum operating pressure, and holding it there for 20 minutes, checking the boiler for leaks and distortion. It passed that test without problem.
The next test was for the functioning of the safety valves. I had cleaned them and replaced the balls and polished the seats, and I had seen them blowing off when the pressure was above 100psi, so I was fairly confident that the certification was “in the bag”.
So the fire was lit, and after some coaxing because I had stupidly forgotten to bring the chimney blower, the steam pressure was raised to 100psi. The safety valves started venting off. But, the test is fairly demanding. The fire was roaring, the steam blower was turned on full, and the pressure continued to rise. It rose to 120psi which fails the test because the safety valves should have released enough steam to keep the boiler pressure at 100 psi or 110psi maximum.. Some adjustments to the safety valves did not fix the problem.
Some machining will be required to fix the valves, but after consideration I have ordered brand new safety valves and the test will be re-done when the new ones are fitted.
The boiler inspector was quite particular and proper, and very helpful. I am grateful that this safety issue was detected, and I totally agree that it has to be fixed. Thinking back to my problem of about 1 month ago, when I “dropped the fire”, (see “Holes in Swiss Cheese) I now believe that the problem was partly caused by the inadequate safety valves.
Add one more hole to the Swiss Cheese theory of disasters.
The inadequate safety valves.
The safety valves AND the oiler were replaced.
The new safety valves arrived today. Warrick Sandberg valves. I will install them later this week, and fire up the Fowler R3.
The old safety valves. Not up to the job.
The new safety valves. about the same dimensions but the exit holes are bigger and the spring tension is adjustable and lockable.
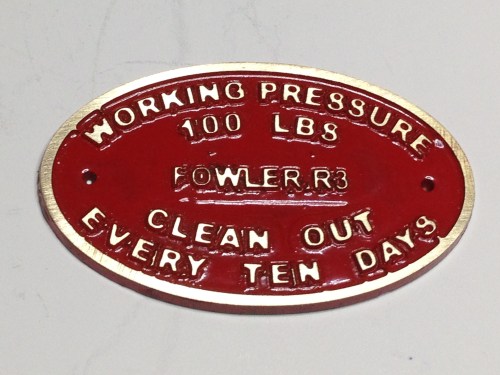
And another thing. I noticed this label near the pressure gauge of the full size Fowler R3.
So I made this one today. Slightly modified the information to suit my 3″ scale Fowler.
My enamelling technique could improve, but it will do.