
Lathe Toolpost Milling attachment (CNC)
Although my recent posts indicate that I have spent a fair amount of time recently on Google Earth Pro, I have also been busy in the workshop. Mainly finishing the toolpost milling attachment for the Boxford CNC lathe, but also fiddling with the laser attachment for the CNC mill. Neither of those projects is completely finished, but I thought that you might be interested in some progress photos.

This is what the Boxford TCL125 CNC lathe now looks like from the front. It is substantially modified from the original which I purchased 5 years ago. To mention a few changes…..
the axis stepper motors are bigger and more powerful than the originals
the ball screws are now 10mm diameter, compared with the original 8mm
there are some adjustable axis limit switches
the 3 jaw chuck is replaced by an ER32 collet chuck
there is a removable toolpost milling attachment with ER 16 Collet chuck, with a speed controller, cables, and panic switch.
there is a removable safety screen (not seen in the photo)
And hidden in the electronics compartment….
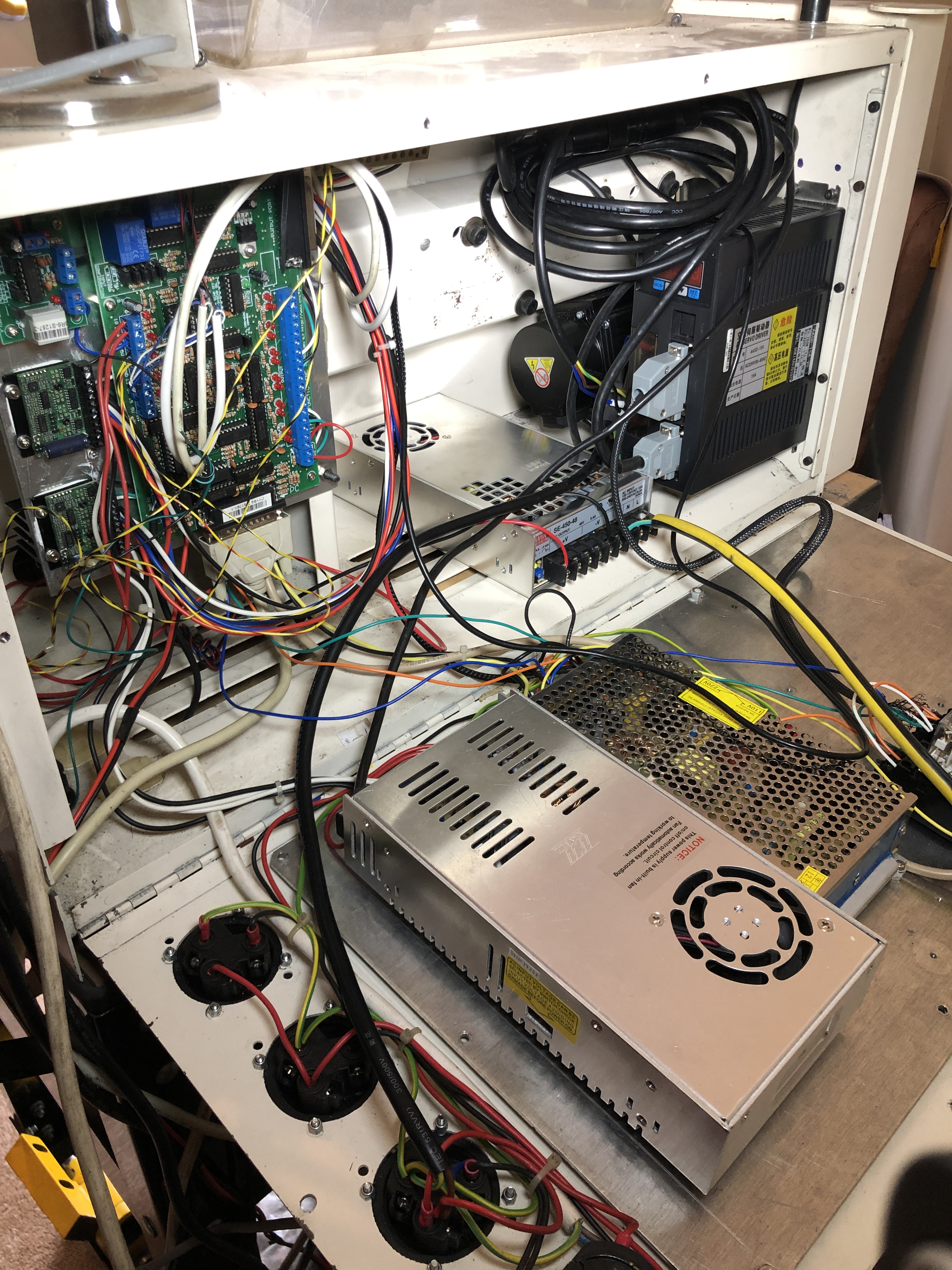
There is a 750 watt AC Servo spindle motor and controller (RHS, under the coiled cable)
The electronics have been replaced with a Mach3 compatible breakout board and associated peripherals. Anyone with an original 1985 machine will hardly recognise these components.
And the software is now Mach3, running off an old Windows XP computer. And using “Ezilathe” for most of the G coding, especially threading, and interpreting shapes which have been drawn as CAD dxf’s.
The new toolpost spindle works, but the software needs a bit more fiddling to tie it into the CNC controls of the lathe.
The Boxford has provided an excellent base on which to make these changes, and I look forward to producing some videos soon of the renewed machine in action.
