3D Printing is FUN! (but still slow)
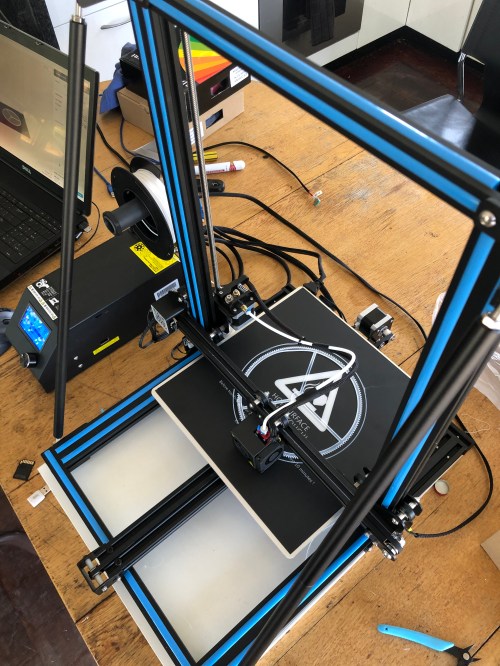
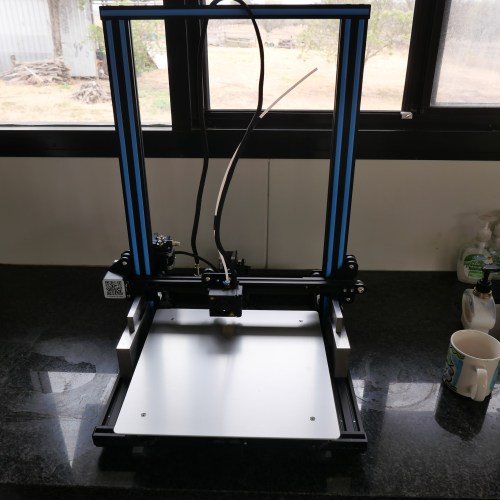
My 3D printer. Bought from Amazon on a special offer. $AUD279. Worked straight out of the box after minimal assembly, and using the supplied plastic filament (PLA). You can see the large gear on the platten which I drew up using a CAD program. I used the software (Cura) supplied by the printer manufacturer (Creality). The printer is a Creality CR -10S. The “S” refers to a “filament out” sensor which I have not yet installed. I read some reviews of the printer before spending my money, and so far I am very happy with it. You might notice some bracing bars which I bought separately on Ebay. Not sure if they are necessary, but they might improve the print quality by reducing vibration in the printer.

These gears and shafts were printed. They were used to check the sizes of parts for my next model cannon build. I used a program called “Gearotic” to plan the gear module, teeth numbers, distance between centres etc. Gearotic is also great fun.

The printed gear and pinion quadrant on a background of a photo of the real cannon. On my model the gear and pinion will be made of steel or brass, machined from bar stock.

Another part sitting on a photo of the original. This demonstrated that I had got the corner chamfer a bit wrong. Much better to discover the fault at this stage!
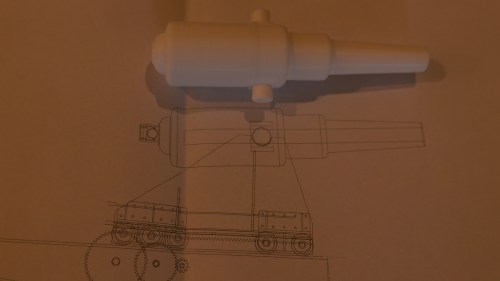
A half size print of the barrel. This was just for fun. The final part will be ~300mm long, and will be machined from steel. This print took almost 4 hours.

A print of the centre column which the cannon chassis sits on and traverses around. It is ~60mm tall. It will be tricky to machine from solid bar. Could be fabricated in pieces and silver soldered together, but I am considering using the printed part to make a mould and cast the part in brass or bronze…… The original cannon column has an 5-600mm extension into the concrete base which my model will not need.
So far all of these prints have been made from PLA filament, which I read is easy to use, tough, rather brittle, and has a low melting point. It is also inexpensive (about $20-25 for 1 kg). I am still on the supplied small roll which came with the printer. Future prints will be in colour!
The weather is a bit cooler today, so I might get back into the workshop and make some metal swarf.