I removed the old XY & Z axis servo motors from the mill. Each one weighs about 15kg (33lb).
Then I removed the belt drive pulley off each motor. There was a grub screw, which would not budge. Assuming that it had been Loctited, I applied some heat, judiciously. The grub screw came out, but the pulley would not budge, so a little more heat, and a gear puller. Two of the gears came off, but one still would not budge.
I asked for advice, and I was loaned a different type of gear puller. (thanks Rudi). This time, some movement of the gear on the shaft was noted, and eventually the last motor gave up its gear.

This one worked.
The shaft of the old motors was 16mm diameter. The new motors had 19mm shafts. So I spent some time on the lathe boring out the gears to fit the shafts of the new motors. The keyways of the old motors were 5x5mm, and the new ones were 6x6mm. So, I borrowed a 6mm broach (thanks Stuart), and enlarged the keyways in the rebored gears to 6mm width. The new keyways needed a lower profile, so some time on the mill and surface grinder to reduce the thickness of the keys to 4.5mm.
That was quite a few peasant hours hours on the lathe, mill, and surface grinder, but the end result was good.

The new servo motors, with the timing belt gears fitted, with keys in place. I will set each motor in place on the CNC mill, determine the final exact position of the gear on the shaft, then indent the shaft for the grub screw. Then, when I am sure that all is correct, the gear, grubscrew and shaft will be Loctited.
Another small issue was that the boss on the new motors was 5mm deep compared to 3.5mm deep for the originals. So the mounting plate for each motor needed the recess to be deepened by about 1.5mm.
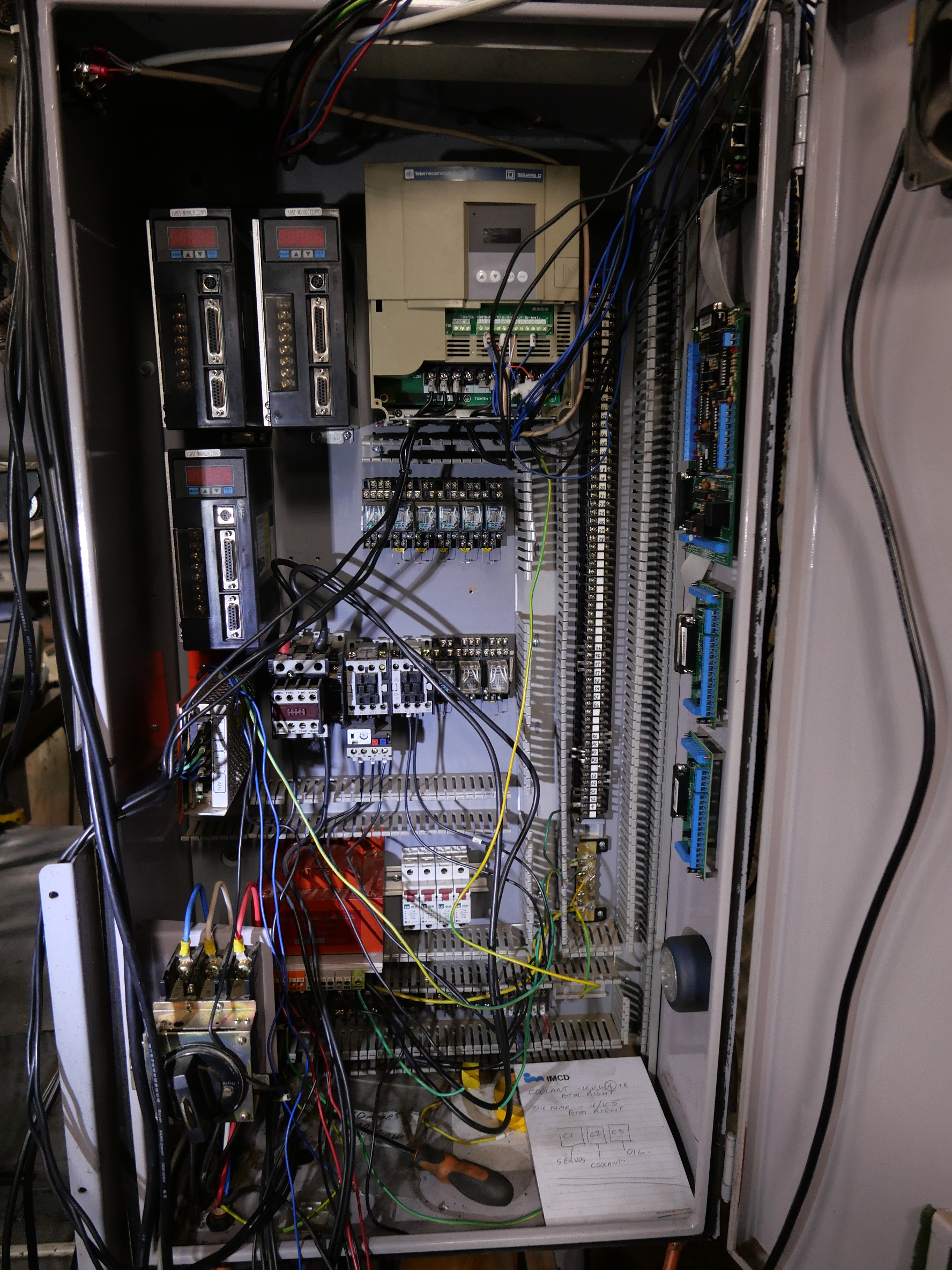
Meanwhile, back to the rats nest in the electric control enclosure….

The bare space top left is where the old servo controllers lived. They were removed. Then I spent a half day tracing each wire from the controller to the old servo, and removing it. That produced a carton full of wires. The rats nest is now a little less tangled. A lot more of those wires will be removed as the job progresses.