machines which I have made, am making, or intend to make, and some other stuff. If you find this site interesting, please leave a comment. I read every comment and respond to most. n.b. There is a list of my first 800 posts in my post of 17 June 2021, titled "800 Posts"
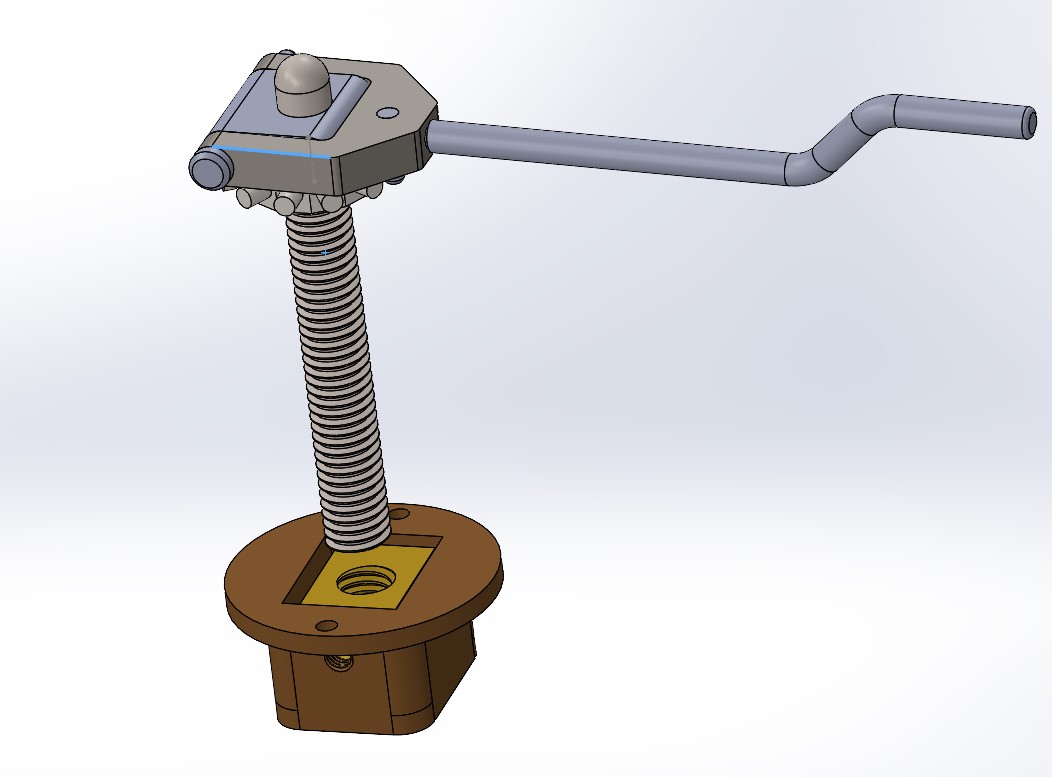
This is my CAD drawing of a Smith’s screw, which was used for fine adjustment of the barrel elevation of cannons on wooden carriage/platforms. The pivoting nut sits in the base. The threaded shaft is turned by the cog near the top which is turned with the iron lever which has protruding pins.
I started this mechanism for the Armstrong 80pr gun model today, by making the bronze base.
There were 4 components of the base, which were joined with silver solder. I could have printed the whole base and cast it in bronze, but I had nothing else to cast so decided to fabricate it with basic machining.
The 4 components. The bearing surface is bronze, the rest are of brass.Squared up a lump of bronze, then used a ball nose cutter to make the rounded channel.Carved out the desired bit…And silver soldered the 4 components. Not very pretty at this point. But with some filing and sanding it finished looking quite respectable.
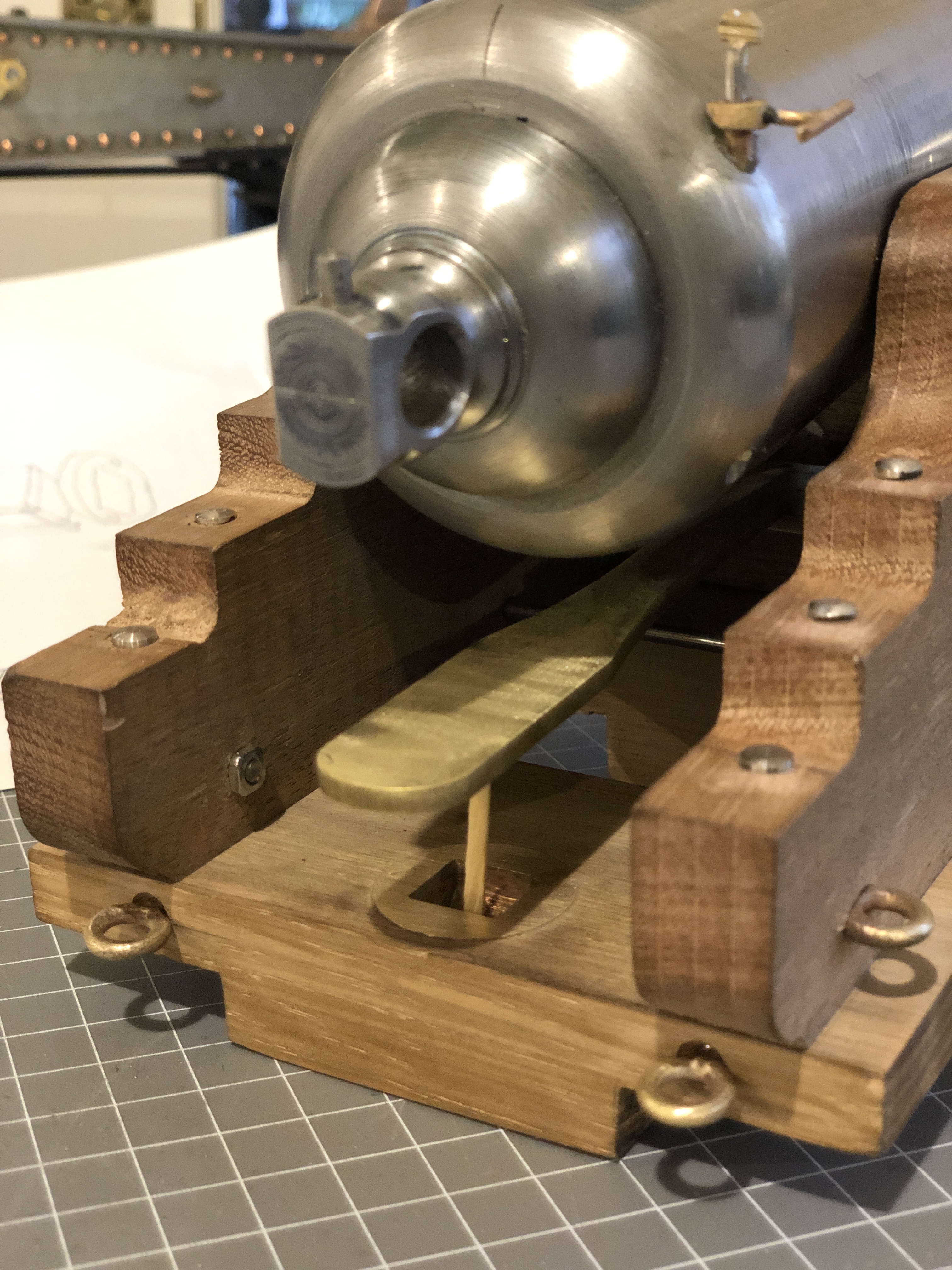
Then to machine a recess in the posterior transom.
I did not want to make a mistake here, so did an air cut to test the CNC programming. First a shallow cylinder, then a deeper rectangular hole.I spent an hour or so filing the part to make it fit into the recess. It was a neat fit, so pressed it into position.A match to hold the “iron” quoin support in position for the photo.
Next session to make the cylindrical nut with a 5mm acme thread, and the matching threaded post.
I have made an appointment to see the original compressor unit at Warrnambool in a week, so I am deferring making that final component until I have checked some dimensions.
I needed to add some substantially strong rings to the slide of the Armstrong 80pr on the wooden chassis. These rings are the attachment points of the blocks and tackle which are used to point the cannon in the direction of fire. i.e. the traversing mechanism.
Scaling off photographs and drawings I determined that the rings had an o.d. of 100mm, and an i.d. of 50mm. i.e the material was about 25mm diameter.
I had made some rings for a previous project, and had some of the material left over…
But, when I cut off the coils to make the rings I decided that they looked too spindly.
So I annealed some thicker rod which was 2.5mm brass…
… and wound it around a 5mm steel post….….cut off the individual coils with heavy side cutters, and straightened them in the vice.Then positioned them on an aerated concrete block to some 3mm all-thread….and silver soldered the rings to the all- thread. The lump of steel is just to keep the bits in position during soldering.Drilled the slide beams after careful measuring, 3mm tapped as deep as possible, then completed the tapping through the 30mm beams with a long length of 3mm all-thread.Screwed the eye bolts into position, and locked the other end with square nuts. Eventually the square nuts will be buried in the beams.No where near finished, but looking more interesting with some bling bolted in place?
Today I turned the chassis wheels, and the axles, washers, and pins.
First I tried to turn the wheels from some stainless steel shaft, but it was too hard, and destroyed HSS and carbide tips.
So, I changed to some free machining steel. A lot nicer.
A steel wheel, stainless steel axle, and brass end washers.The washers have a curved face. I could have CNC’d the curve, but I used a method which had previously worked well. Using a milling bit, designed for milling a rounded edge. But works incredibly well when supported in the lathe toolpost.Then parting the washers.8 washers required. The lathe spindle had to be run in reverse. Quick, and excellent finish.
Then the axles were drilled for the retaining pin, and ground to length.
Next session in the workshop I will make the wheel bracket supporting bolts.
For my previous model Armstrong 80pr cannons I made the iron carriage and slides using metal casting of 3D printed PLA filament for the complex castings. The results were OK, but I was not satisfied with the surface finish.
So, I bought a resin printer, and I have been very impressed with the results of the resin prints.
But, to date, I have been unable to get any castable wax resin suitable for the resin printer, with which to make the bronze castings.
So, I decided to revert to traditional machining methods, using reductive technology. Milling, lathe, etc, removing brass chips from bar stock to end up with useable parts.
This is what I am trying to make at 1:10 scale.
The wheel bracket appears to be made of cast iron. Possibly the wheel also, but it was probably turned in a lathe.These are the brackets which I have milled and turned from 38mm brass bar stock. Not quite identical with the originals, but close enough I have decided.Billets cut to length, with an allowance for holding in chuck. OAL 50mm.The external shape was CNC’d.The wheel slot was cut with a 3.5 mm thick slotting saw. 3 cuts to get the full 9.5mm width. The axle holes were spotted and drilled.
Then, I pondered long about how to remove the 20mm of stock which was allowed for the chuck jaws. I realised, too late, that I should have allowed another 10mm or so, because the parting line leaves too little to be held in the lathe chuck while parting.
So, I came up with this work holding solution…..
I drilled the hole in the bracket which will eventually house the mounting bolt on the model. 5mm diameter. Then drilled a 5mm hole in a piece of scrap, and bolted the 2 pieces together.
Actually, 5mm allthread is not much to hold a 36mm diameter piece for parting. So the thread was nutted and lock-nutted at each end. And torqued as tightly as I dared.
Holding the bolted extension in the 3 jaw, then slowly parted off the bracket. I stopped at 7mm, so the bolt holding the parts together did not crush the parts together and jam the parting tool.Removed the bolt, and hacksawed the bracket from the bar. Then some belt sanding and finishing on a flat plate.
After parting the first part by hand winding the cross slide, I became more adventurous with the next three. Made sure that the gibs were tight, the carriage locked, and setting the spindle at 500rpm, used the power feed to do the parting automatically. With plenty of coolant-lubricant (my home made mixture of olive oil and kerosene.). But still finishing with a hacksaw.
With end result shown in photo 2. All good.
Next to make the wheels and axles from steel. Those brass bar offcuts will go into the “might be useful oneday” container.