Big Triple Expansion Steam Engines
I knew that the triple expansion engine at Kempton Pumping Station would not be steaming today, but I wanted to see it anyway.

It is sited next to the Thames, and pumped water from the river up to a holding reservoir.
As I walked to the building I could see the outlines of the huge engines through the windows.
But it was closed! Damnation!
But, a kind volunteer, hearing how far I had travelled, let me in, and gave cart blanche to wander at will.

There are two of these 63′ high monsters. This one has been restored, and is run on steam occasionally, after the boilers have been lit for 48 hours. The other engine is currently being restored. The crankshaft of the second one was rotated with the barring engine about half a revolution, after no use since 1985. Of course it is a triple expansion steam engine, and it now is run on a newish boiler which is gas fired. Unfortunately the old Lancashire (?) boilers were scrapped.
The interior of the building is also interesting. The walls are glazed bricks which look like tiles, and there is a 20 ton gantry crane. The engines weigh 1000 tons each, so must have been assembled on site.

The walls are glazed bricks. Note the piston rings on the walkway.
Below the engines are huge water pipes, pumps and valves.

The space between the triples is occupied by two steam turbine driven pumps, about which more in a later post. The space was originally intended to be occupied by another triple, which never occurred. Interestingly, the triples are mirror images of each other, rather than identical, which means that a lot of components cannot be interchanged. It probably made the plans more symmetrical and elegant. Very British I suspect.

Hey, that’s me. In my tourist hiking gear

Overall engine height 62 feet (18.9 meters)

Monster big ends and cranks

HP gauges. Beautiful artwork hey Frank?!

And aren’t those column bases works of art?

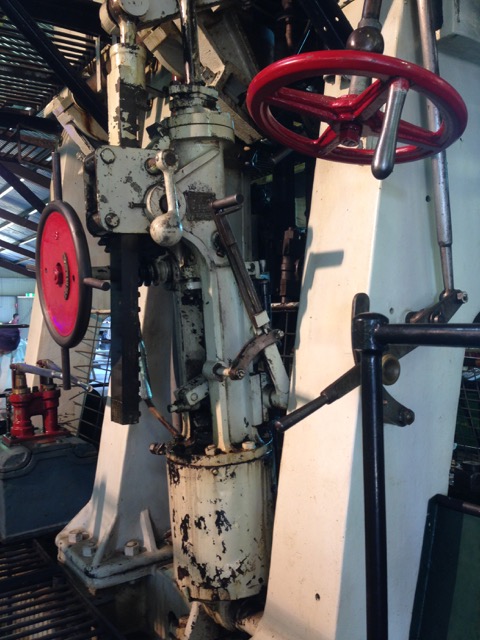
Barring engine. Steam powered

Those are my fingers against the flywheel, and teeth for the barring engine.

One of many oil distibutors

Right on top of the LP

Piston rod and crosshead

On top of the world
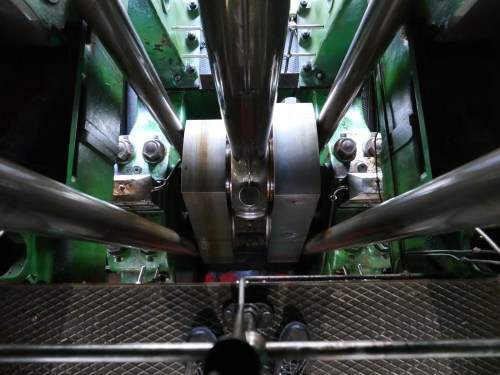
Looking down to a big end and the crankshaft

Big machines need big nuts

The HP cylinder

A volunteer pointed out that some of the safety fence posts are recycled Boulton and Watt parallel motion bars!

check out those cylinder diameters and clearances!

Spare piston rings

Piston ring, my finger

Piston ring join.
I am rapidly running out of posting space, despite many more pics. So I had better pause. I didn’t get to the turbine engined pumps. But I have many more photos…
Let me thank the very kind volunteers who spent time with me to talk about their engines at Kempton. A marvellous experience. I must return one day to see them under steam.