
Making Hubcaps
by John

I made 5 of these
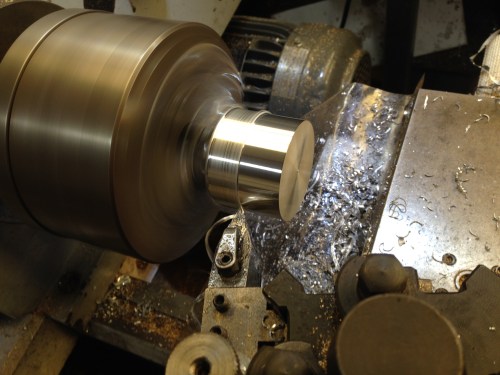
The 50mm diameter aluminium blank had a 12mm bolt inserted into a blind threaded hole. The bolt was held in the lathe chuck.
The 2 short videos which follow show 1. the final rough cut 2. the finish cut.
The shape was drawn as a DXF file using CAD, the G code was generated using Ezilathe, and the lathe was controlled with Mach3.
Error
This video doesn’t exist
Error
This video doesn’t exist
Total CNC turning time was 16 minutes per hubcap, plus cutting the groove for the O-ring, then a quick polish with a cleaning pad.
