Stay with me. This is about a machine.
For years, maybe decades, SWMBO has been complaining about my snoring, and demanding action. From her description of the events in our bed, I was experiencing apnoeas (stopping breathing altogether) which lasted up to 20 -30 seconds each time. Sometimes SWMBO wondered if I would actually start breathing again. Sometimes, she admitted, she wanted to hold a pillow over my head to quieten the snoring.
I have tried nose drops, plastic gadjets to widen my nostrils, elastic straps to support my lower jaw. I even paid my dentist to make a prosthesis to stop my lower jaw from sagging backwards. That prosthesis was expensive, and worked a bit. But it became totally useless after I had some unrelated dental work which changed the fit.
I had heard about CPAP machines being used to treat snoring. From my work as an obstetrician, I knew about these machines being used to help premature babies with their breathing. CPAP is an acronym for Continuous Positive Airway Pressure. It reduces the amount of effort required for each breath of the baby, and has saved many babies’ lives. At some stage someone found out that CPAP is effective treatment for snoring.
Normally, to obtain a CPAP machine, one has to have sleep studies by spending a night in hospital hooked up to monitors, and be assessed by a medical specialist.
From my wife’s description I had no doubt about my diagnosis, and I decided to self diagnose and treat my condition. “A lawyer who represents himself has a fool for a client” also applies to doctors who treat themselves. And normally I agree with that description. But in this case I did not relish the thought of a night in hospital, which I was sure, would be pointless because it would be sleepless.
So I discussed my situation with my GP. And I was pleasantly surprised when he said go ahead with my plan to buy a CPAP machine from overseas, and give it a try.
The CPAP machine cost me $AUD600. If I had bought it locally it would have cost $AUD 1500-1600. It arrived about 6 weeks after the order onEbay. I had no idea what size face mask was required, so I ordered the “medium” size. Turned out it was a nose mask, and medium seemed to fit nicely. The machine itself seemed well made. All of the plastic bits fitted well. The electronic screen was clear and lit up quickly on power up. There was a CD for installation of the software on a Windows computer. It installed and opened, but would not function. An enquiry to the seller revealed that the computer time-date setting needed to be in YYYY-MM-DD format, and it all worked well after that. The program asked for age, height, weight etc. I was a bit insulted when my BMI of 27 was described as “FAT”.

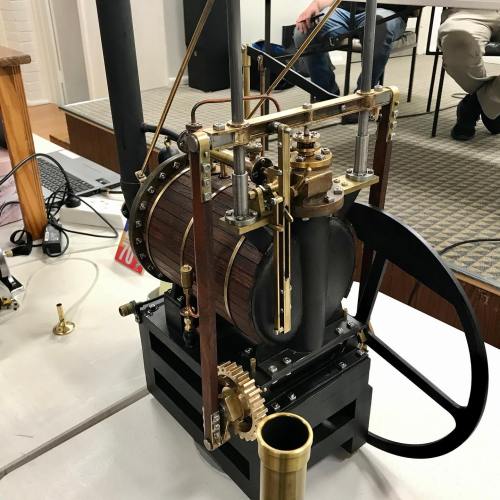
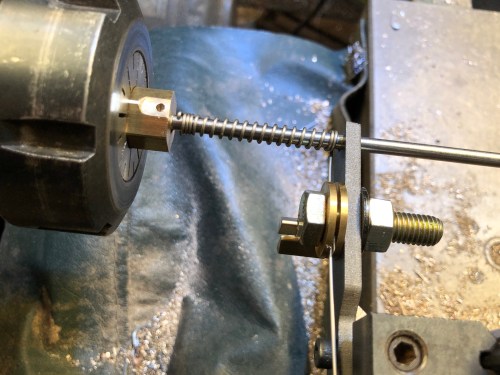
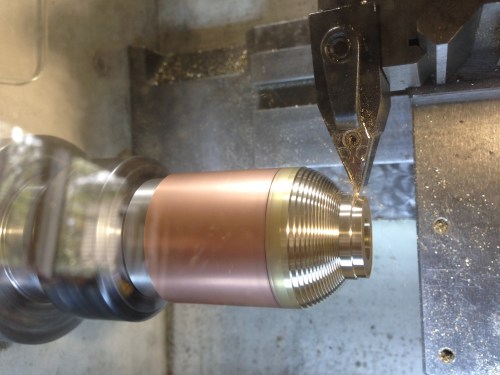
The CPAP machine and nose mask. The tubing is much longer than shown. The perspex tank contains water to humidify the inspired air.

The CPAP machine
I could find no instructions, so I left the machine on the default settings. Some weeks later I found an instruction booklet in a side pocket of the storage case, but it did not offer any information about settings. I guess that normally there would be a doctor doing the settings, based on tests. Fortunately I have a friend who is using a CPAP machine for sleep apnoea, and the default settings of my machine were very close to the ones which were prescribed for him, so I continued with the default settings.
First night. I was warned by my friend that it takes about a month to become used to the CPAP, so I was not too perterbed by the mask and tubing waking me up every time I moved. My wife had the best night’s sleep which she has had in years, because I did not snore AT ALL. The machine makes a low whirring noise, which is barely noticeable. Being forced to nose breath, because the positive pressure almost totally stops mouth inspiration, is a very odd sensation, but I was very aware that the 10cm of water pressure was profoundly affecting my breathing. I was totally unable to deliberately snore while awake, and when asleep I was not snoring at all even when flat on my back.
First week. I fiddled a bit with the pressures, but the default 10cm water pressure (0.14psi) seemed best. I used the air humidifier. The air is filtered. Several times I woke and ripped the mask off, but after a month of use, that happens rarely.
First month. I got the software working eventually, and I was delighted to see that I have had no snoring events or apnoea events at all. My duration of sleep has gradually increased from an hour or two each night, to 5-6 hours per night. My wife is absolutely rapt. Her only complaint is that I sometimes remove the CPAP in the morning, then go back to sleep for another hour or two, during which time I revert to snoring.
I like to read in bed for an hour or more before I drop off to sleep. I cannot wear my reading glasses with the CPAP in place. So I read until I become sleepy, then pull on the mask and turn on the CPAP. Usually I am asleep within minutes, which is a big improvement on pre-CPAP.
Either that, or I listen to podcasts with earplugs. But the CPAP tubing and earplug cables do tend to get a bit tangled, so I usually read. It helps to pin the CPAP tube to the pillow, with a lot of slack to allow for turning in bed.
So, after a month I have noticed that I never nap during the day, compared with most days pre-CPAP. My tinnitus (ringing in the ears) is much less pronounced now. I do not feel sleepy when driving. I would like to say that my energy levels have improved, but that does not seem different. I am hoping that my borderline high blood pressure will have settled, when next checked.
Overall, this has been a major improvement in my life. IFLT. (technology, not Trump).