Robert the Bruce was watching a spider making a web in the cave they were sharing, so the story goes. The spider tried 6 times to make a difficult connection, and on the 7th attempt, it succeeded. Robert, who had tried many times to become king of the Scots, was inspired to try yet again, and he did indeed become King Robert 1 of Scotland, eventually.
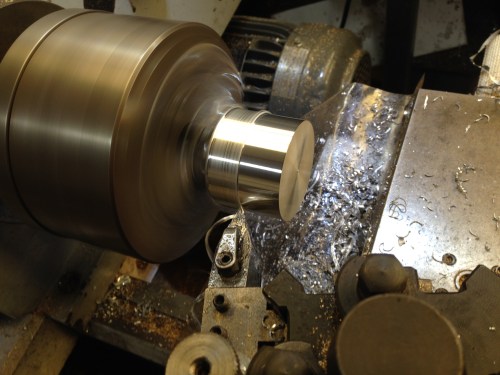
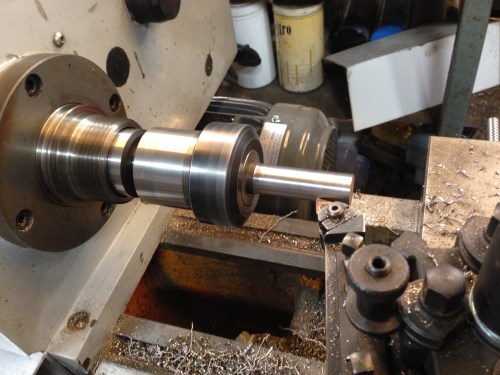
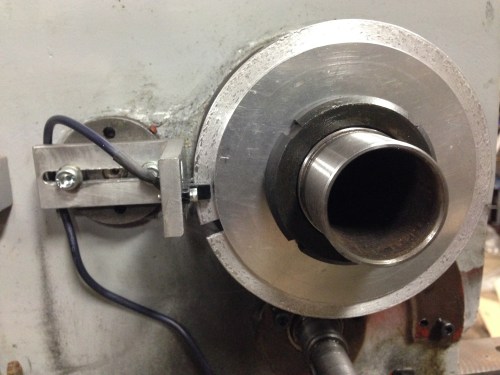
I thought of Robert more than once recently, when I was making an ER40 collet chuck for my CNC lathe. The particular collet chuck involved making a 2.25″ x 8tpi internal thread, a 50mm x 1.5mm external thread, and cutting an 8 degree internal taper. Not too complicated you say. I agree, but for the chuck to be useful, each step had to be extremely accurate.
I made 4 successive collet chucks until one was adequately accurate.

CHUCK 1, 2 and 3
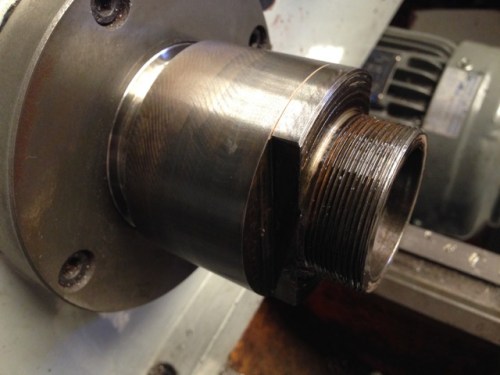
Chuck 1 actually went very well. Nice tight spindle thread, taper good, and external thread just right. But the chuck did not quite seat firmly. Could it be that the spindle thread (the internal one) was not quite long enough? So I cut a deep distal groove. Wound out the carriage. Oh shit! Forgot to clear the spindle thread. Totally destroyed it. The chuck actually fitted the spindle quite nicely, but with only 10% of the thread remaining, it was useless.
Chuck 2 was made in 2 pieces, on suggestion from Stuart T. The idea being that if there was any inaccuracy in the lateral runout, the piece with the taper could be adjusted. OK. Sounded sensible. Again all went well, but the spindle thread was not correct. For some reason the thread cutter seemed to make a new path about half way through making the thread. So the spindle thread was thinned excessively. But still tight. So I made the tapered half, and joined it all together. Fitted it to the lathe and measured the runout and taper. All good. Less than 0.01mm runout and perfectly parallel to 100mm from the chuck face. But. The next day I removed the chuck, replaced it, and did the runout measurements again. I did not need a gauge. I could see the wobble. Chucked the chuck into the rubbish bin. That thinnned out spindle thread was hopeless. But what caused the problem? The thread was CNC cut, and it should have been perfect.
So chuck 3. One piece again. All seemed to go well, but again the big spindle thread was wrong. Again there seemed to be 2 thread paths.
Then the penny dropped. The spider made the web connection. Robert got the throne and John saw the light.
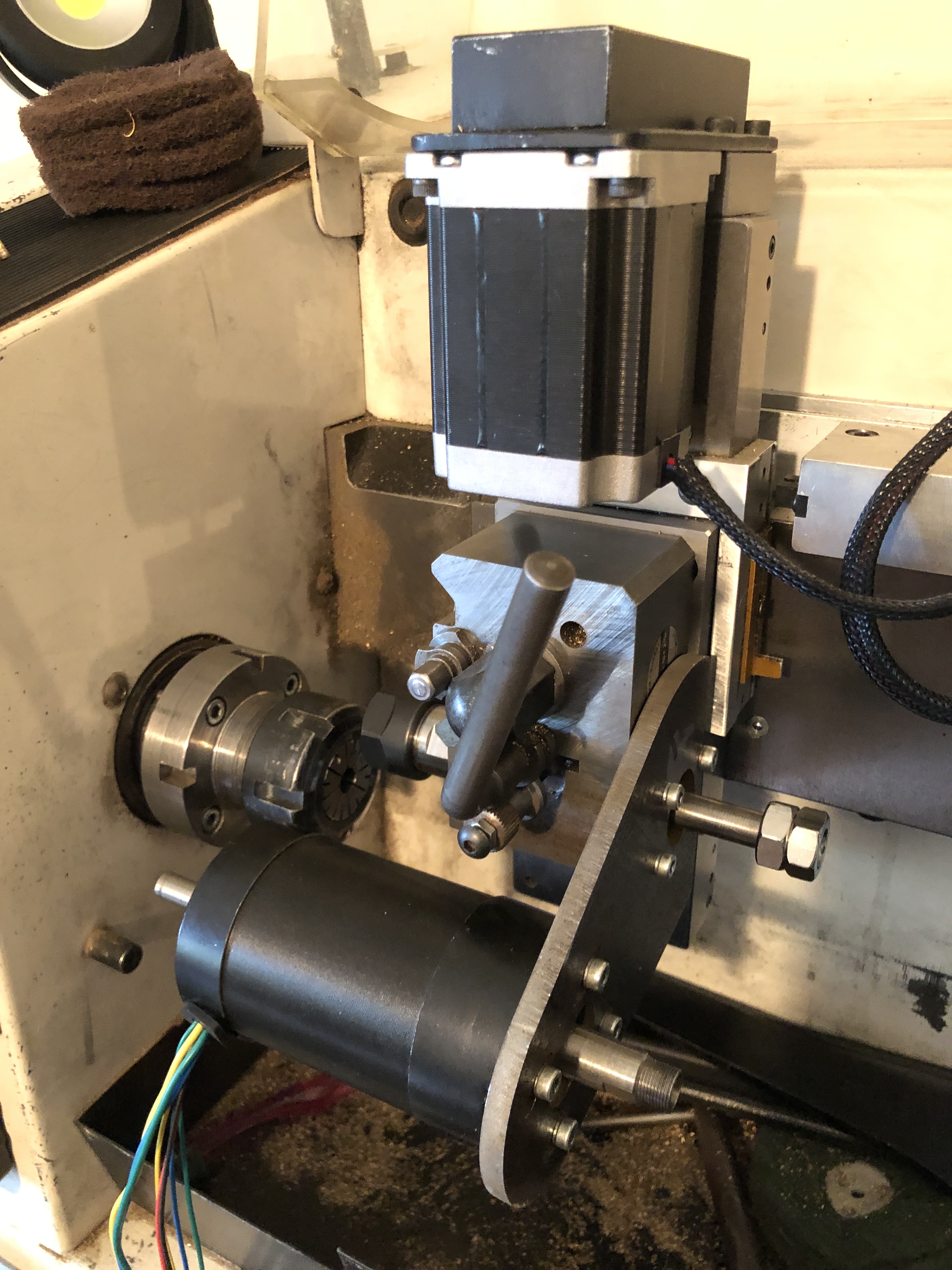
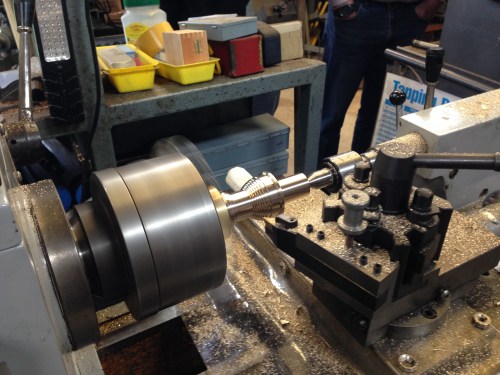
The tool post had moved slightly during the threading! It had twisted a little, as a result of the T piece in the carriage slipping. F**K F**K F**K!!!
I replaced the T piece grub screws with more solid cap screws, and really tightened them. Then made another chuck. I must point out that each chuck was about 6-8 hours of machining, normally a very pleasant time. But by this time, I felt like that bloody spider in the cave.
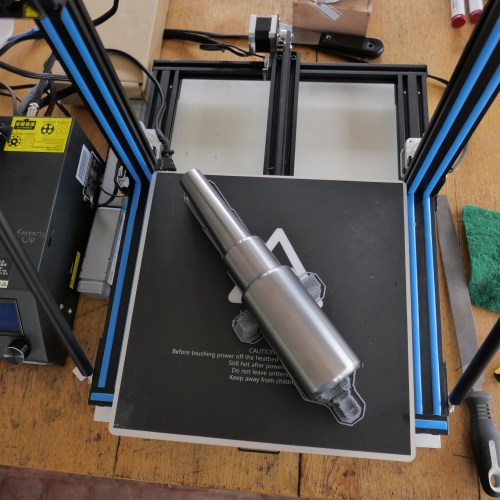
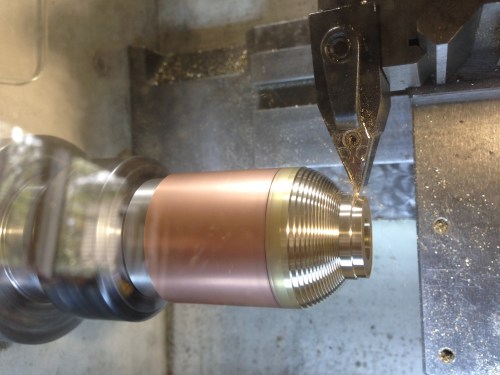
ER40 Chuck Number 4.
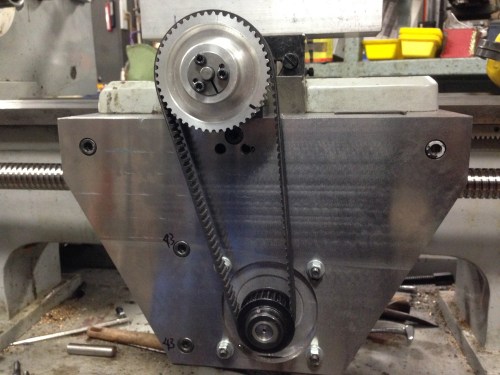
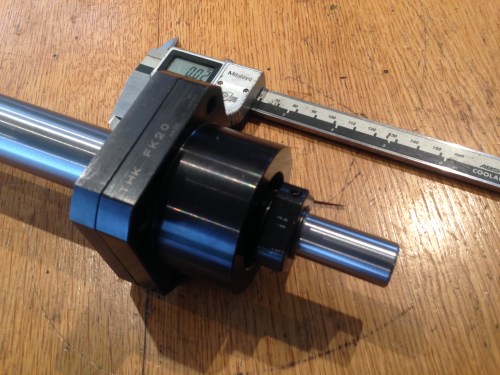
One advantage of making 4 chucks is that each one was made faster, and with more confidence. This one was made in about 5-6 hours, including painting with selenium oxide to give it a black appearance.
It has a runout at the chuck face of 0 – 0.01mm (which might have been due to inaccuracy in the rod which was being measured), and a taper of 0.02mm at 50mm from the chuck face. It feels nice and tight when being screwed on. OK, Success. Eventually.
Next job, the throne of Scotland.
But obviously that slipping top slide on the CNC lathe has to follow chucks 1,2 and 3 into the rubbish bin. It will be replaced by a fixed, immoveable tool post.