
Small Drill Bit Sharpening Jig
by John
Small drill bits (up to 3.2mm diameter) are almost impossible to sharpen. Most of us just just buy new ones when our bits get dull. They are not expensive even in packs of 10.
But, sometimes we have parts which require sharp bits. (see recent post on installing model cannon sights). Even new bits are not necessarily correctly sharpened. I use Sutton drill bits which in small sizes cost ~$AUD18-20 for packs of 10 bits, but for crucial jobs I would like to touch up even those quality bits. The Sutton bits which I used for the cannon sights worked well, but the tense job made me very aware that in future I NEED to make sure that the bits are sharp.
So, I made a jig for sharpening small drill bits. The plans were published in Model Engineer 29 Dec 2000 and 26 Jan 2001.
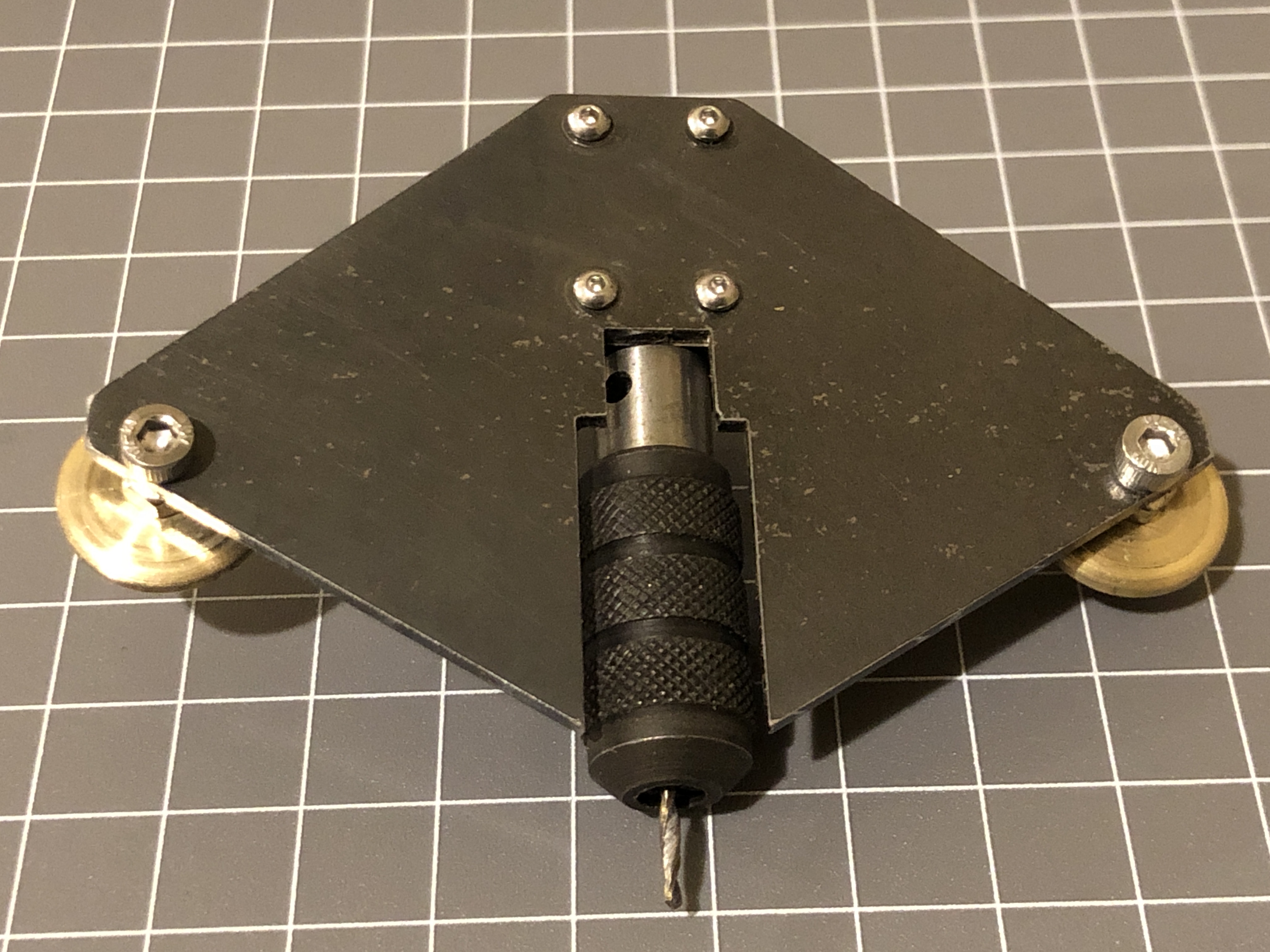
It was a simple build. Took me 2 workshop sessions of about 2 hours each. I had the jig plate laser cut, very inexpensively from 2mm mild steel plate. Distributed to interested GSMEE members. The drill bit holder is an Asian copy of the English “Eclipse” pin chuck original. Also inexpensive. Came with 3 collets, to hold sizes up to 3.2 mm diameter. Cost $AUD10 inc postage. Note that the 1/4″ shaft actually measures 6.25mm diameter.
I used M2 and M3 metric fasteners in preference to the specified BA10 and BA8 fasteners.
The pin chuck should be through drilled in order to accomodate longer drill bits. The Asian pin chuck was not difficult to drill with a 3.5mm cobalt bit. It appeared to be case hardened only. And I used 2mm mild steel plate instead of the specified 16g brass plate for the jig. The wheel mounts were modified to cope with the different plate thickness.


The plans and instructions for use are in the articles in Model Engineer listed above.
p.s. GSMEE members who intend to use the laser cut plates. The drilling positions marked by the full thickness crosses can be successfully drilled to 1.6mm and 2.5mm by using sharp drill bits at high speeds- 3000rpm, slow feed rates, and cutting liquid. I used TapMagic.
And, it works! Here I am testing a 1.5mm bit which has been sharpened with the jig. Drilling through 4mm mild steel.
