
Armstrong RML Cannon Sights
by John
The sights were the final parts to be made for the model Armstrong RML.
There were reasons for delaying these items. They are tiny, easily dropped and lost, have tiny almost invisible details (to my eyes), and involve fine and very deep drilling into the barrel, on which many hours have previously been expended.
First I looked up every reference I could find about the full size originals. I could find no picture of the sights on the 80pr Armstrong, but I did find some diagrams of the sights on the Armstrong 64pr, on which the 80pr was based. Another problem was that there were rapid developments in sight technology, and I had to decide which period I would choose. The later periods (after 1880) had complexities which did not exist in 1860. In the end I just made decisions, knowing that they might not be exactly correct, but thinking that if further information surfaces I could make and install new sights.

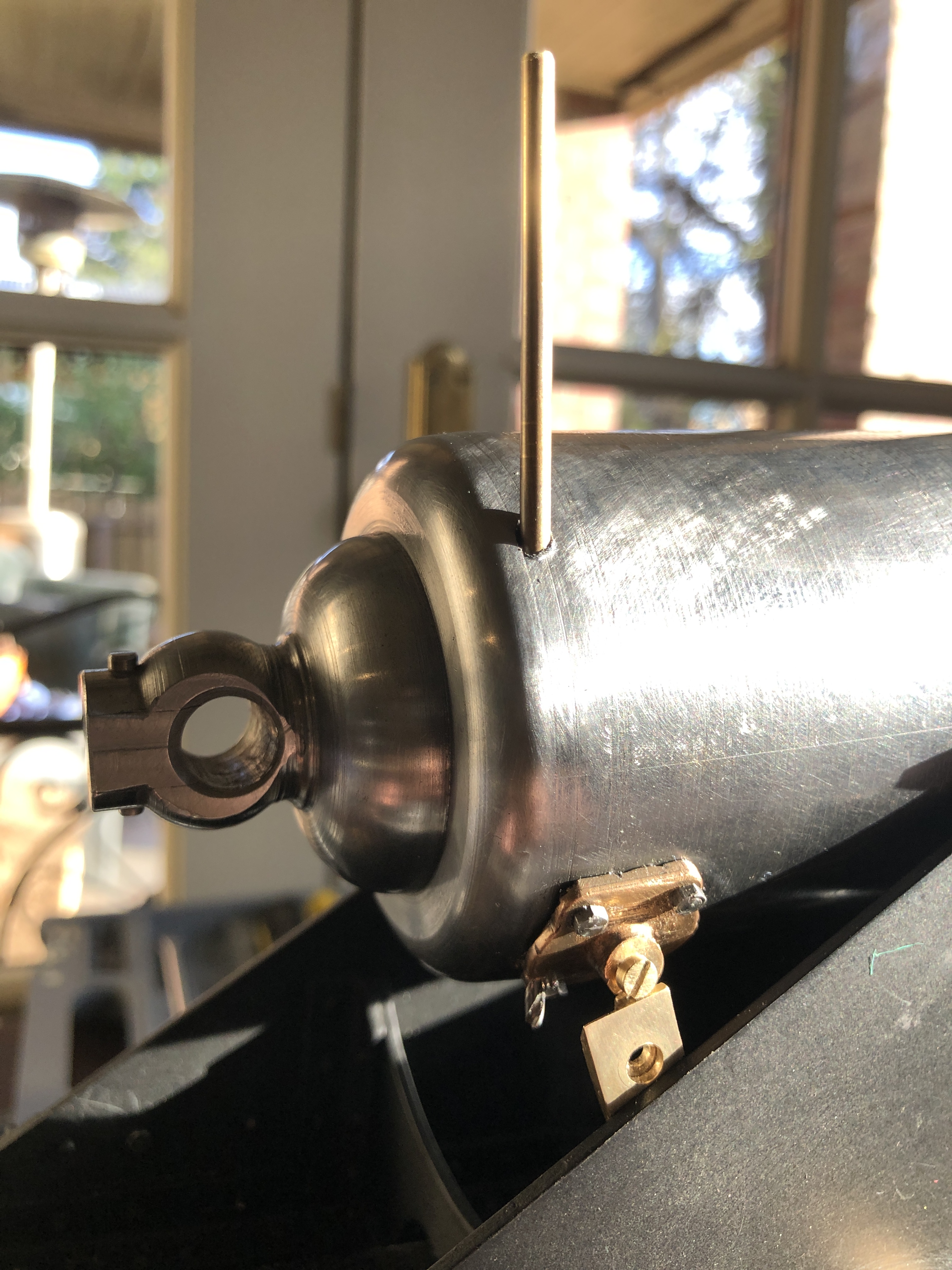
The next step was to drill some 2mm and 3mm holes into the barrel.

First I milled 3mm flats. The first milling bit, solid carbide, just snapped as it bit into the barrel from the side. A HSS bit was more long lived.

Next, a 2mm hole was drilled right through the barrel, missing the bore, and exiting through the bronze bracket which supports the elevation quadrant gear. At 40mm deep that hole qualifies as deep drilling. Tension drilling.


And now for some sights of the sights on site.



Congratulations John on a well researched and painstakingly detailed project.
It’s a beautifully made and historically valuable.
Hats off,
Tim
LikeLike
Thanks Tim!
LikeLike
G’day John you have done a beautiful job of that canon, I would love to build something like that. I am a keen American Civil War history nut and someday I will build a scale model of a confederate field canon, the hitch is buying the brass for the barrel. But what you have machined is something else, kind regards John
LikeLike
Thanks for the nice feedback John. Yes, brass bar is costly. It is less expensive if it is bought as pre-bored rod, just make a machining allowance for finishing the bore. Silver solder a plug for the breech. (I assume that you are wanting a muzzle loader), and no one will know the difference. and watch Ebay. I occasionally buy dead man’s stock. Depending on the scale, the brass for the barrel is usually not more than $100 at 1:10 scale. Bronze prebored rod is available at industrial suppliers and is not ridiculously expensive, and is fairly authentic. John
LikeLike
G’day John the bored out bar sound good, at the moment I’m making a Bolton No7 horizontal steam engine it has a good bore and the drawings are something else. It’s going to be a toss up between building a civil war cannon and a 1.6 scale of the Mary-Ann Murray River paddle steamer which is going to take a long time just to do the steam engine in her, so I have a few projects to do. Kind regards John Kinnane
Kinnanejohn@bigpond.com
>
LikeLike
The Bolton 7 was the first model engine I made. It is a nice project. Did you get the instruction booklet? I found the booklet was quite useful. I also made a boiler using plans and castings from EJ Winter for the B7. But I never had the boiler certified, which was a mistake. Can’t run it in public.
LikeLike
G’day John yes I have the book the one thing I find frustrating is the imperial measurements really stupid fractions. I tend building a boiler for it, one John the bolt holes which is three are 4BA and the tapping drill bit is 3mm and that doesn’t sound strong enough to mount the cylinder? Would it be alright if I run somethings to you. Could you get onto my Facebook page or messenger because tHis is really hard to write on as it’s very small thanks John
LikeLike
Hi John, I am happy to communicate elsewhere but I will need an address. If you post it here I will make sure that it is not published. John
LikeLike