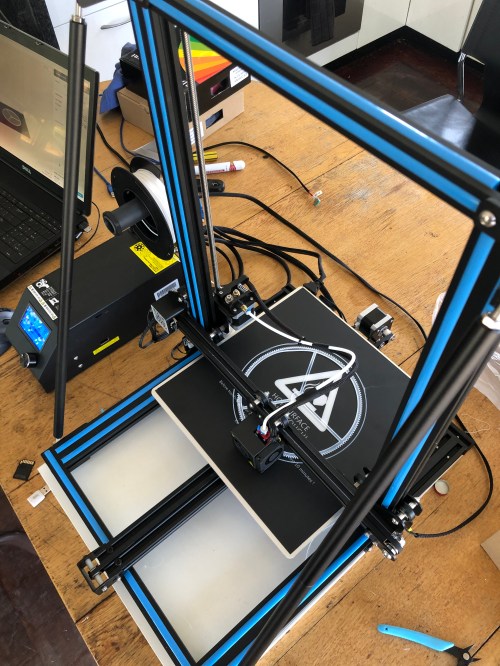
So, I took delivery of the 14kg box, and spent a couple of hours assembling the printer. It was partly assembled, as delivered, and if I had known what I was doing the final assembly would have been done in a fraction of the time. The assembly instructions were adequate. The wiring connections were well labelled. The wiring connectors were delicate, and I took care not to bend or break them.
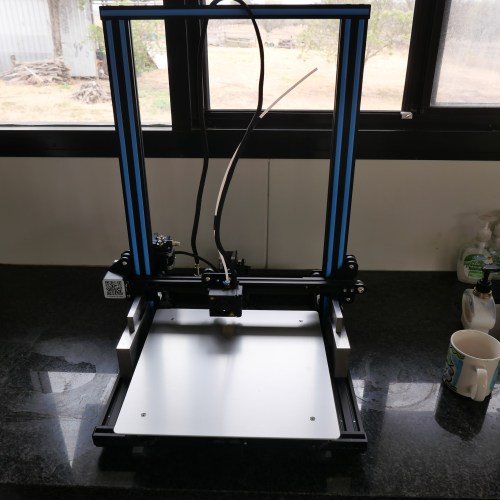
The vertical frame bolts to the base frame, and it is surprisingly rigid. There are 2 Z axis stepper motors, and when not powered up, they can be individually turned. It occurred to me that the horizontal arm which the Z axis motors raise and lower should be exactly parallel to the base, so I placed the machinist’s parallels as shown in the above photo and screwed the horizontal arm down onto the parallels to set the horizontal position. I assume that the Z steppers will move the arm equally. (Hmm… I will check that assumption later.)
Next day, I downloaded the operating software. An older version was supplied with the machine, and the newer version would not work on my old XP Pro Windows computer, so I used the old version.
I spent some time manually levelling the bed, then ran the automatic bed levelling software.
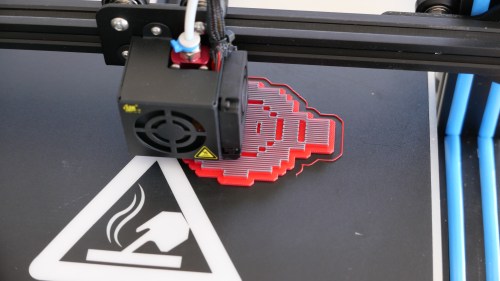
The printed operating instructions are very basic. An Internet connection is assumed, and I did not have one available, so my first printed object was with default settings and the supplied white filament.
Somewhat to my surprise, it worked.
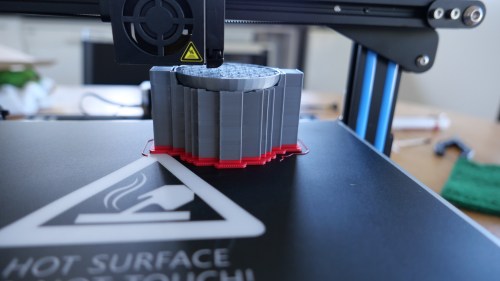
The filename was “dog”. I had no idea whether “dog” was a 3D dog, a picture, or whatever. Neither did I have any idea of its size. After an hour, I had printed a disk about 125mm diameter and 1.1mm thick. Then the disk came off the platten, so I aborted the print.
Today, after getting some advice from Stuart T regarding print adhesion I removed the glass platten cover and applied some special adhesive 3D printer cover. It is called “3M double coated tissue tape 9080A”. Then I printed 2 more items. Neither broke free. in fact they were difficult to remove at the conclusion of the prints.

This tiny Tyranosaurus was printed from a 3D file which I found on my computer. It printed in about 20 minutes. Default settings again. The supports were too big for the object, and when I broke them free I also broke off the T Rex arms. Some settings for supports need to be changed.
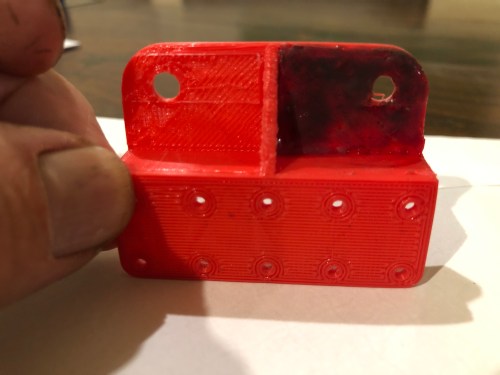
The next print was a tool which I planned for the 3D printer…..

The internal framework is a bit lighter than I wanted. I thought that I had chosen 90% density. (ps. a couple of weeks later. The speed handle seems to be standing up to the usual rough treatment in my workshop, despite my misgivings about its lightness.)
Error
This video doesn’t exist
Not perfect, but too bad at all.