The daunting aspect of timing the triple delayed the completion of mine by at least 6 months. In the event, it was not difficult.
If timing a steam engine is not a particular concern of yours, I suggest that you turn off now. Otherwise this will be particularly boring. This post is in response to a request by a reader.
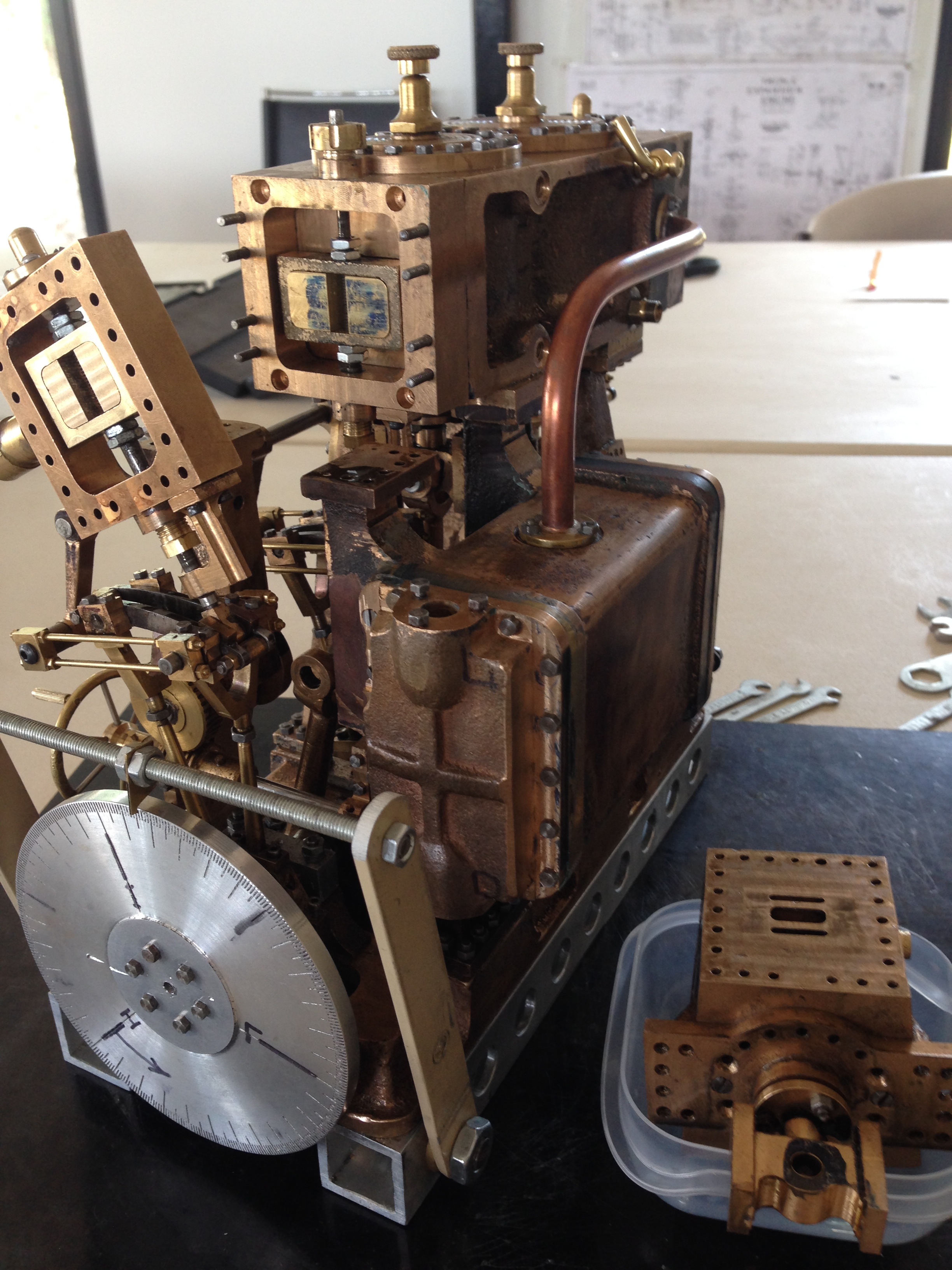
The engine needs to be pretty much completed and assembled. Everything fitting. Crankshaft rotating. Valve rods tightened. Stephenson’s reversing mechanism assembled and working. Cylinder drains installed.
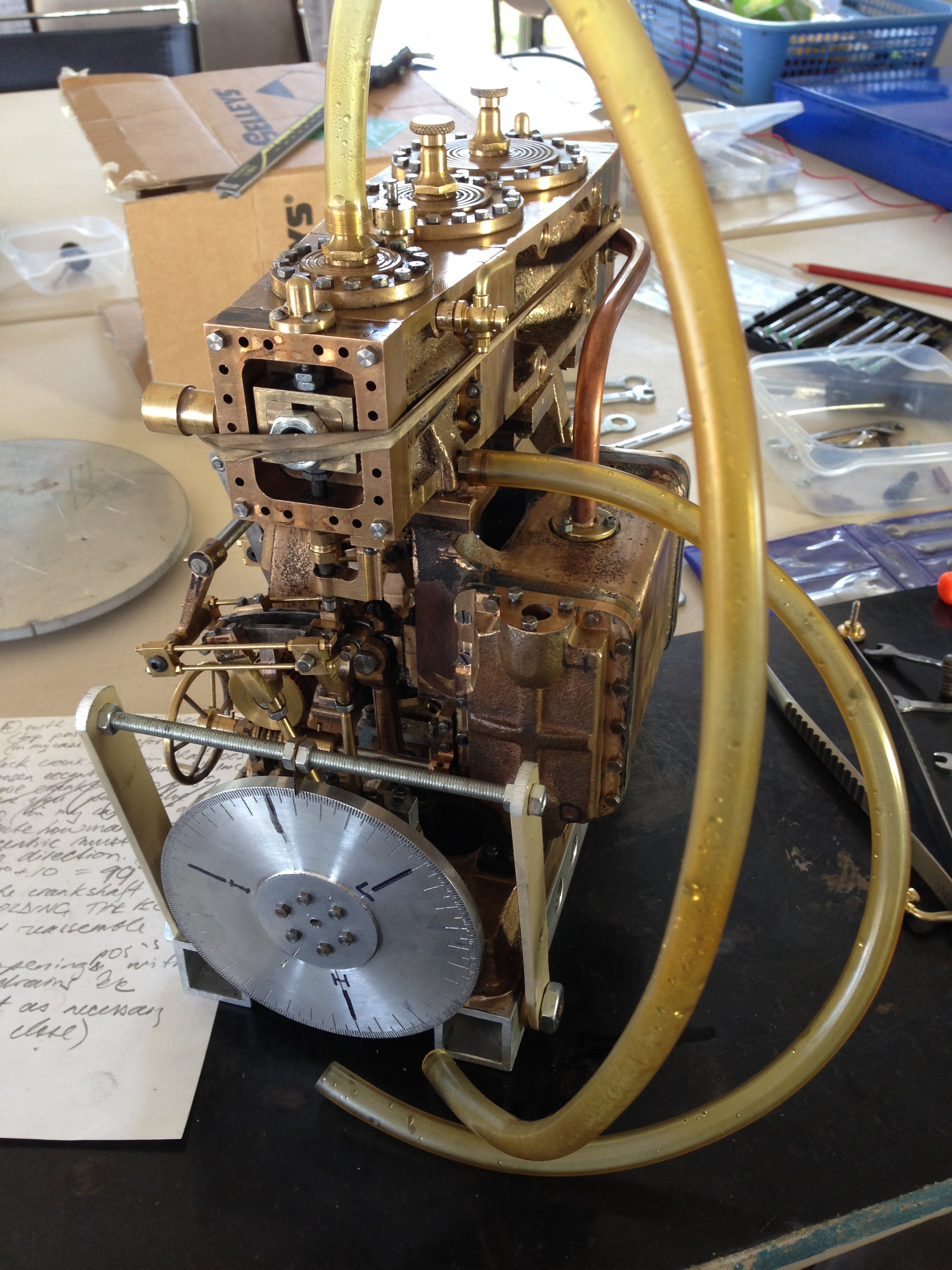
Next I suggest that you make or buy a 360 degree protractor, and attach it to the crankshaft at the high pressure end. Like this.
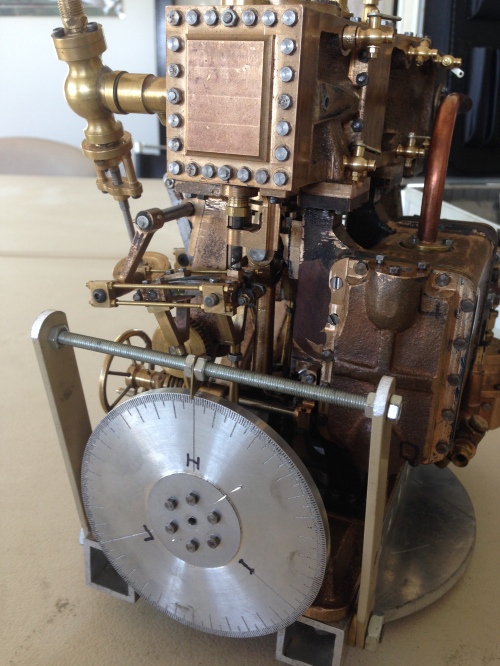
Note that top dead centre (TDC) of each piston is marked (H,I,L), there is a pointer, big marks at 120 degree intervals, and identifiable marks at 10 and 5 degree intervals. I added a rotation arrow later, because it is easy to mistake clockwise and anticlockwise directions when making adjustments.
Next, decide where in the cycle you want steam to be admitted. On expert advice from a marine engineer who is also a model engineer, I decided to admit steam at 10 degrees after TDC. (thanks Rudi!). I also decided to cut off admission of steam at about 70% of the power stroke. (pretty standard).
The easiest valve to time is the low pressure valve. It is on the end of the engine. It is the biggest, and there is not much engine stuff getting physically in the way. Despite that, I decided to start with the high pressure valve. It also is on the outside end of the engine. The reason is that I wanted to follow the passage of the steam flow, in order to understand what was happening. Each cylinder is timed separately, independently. So the order is, high pressure, intermediate pressure, low pressure. Forward direction first, then reverse, for high, then F & R for IP, then F&R for LP.
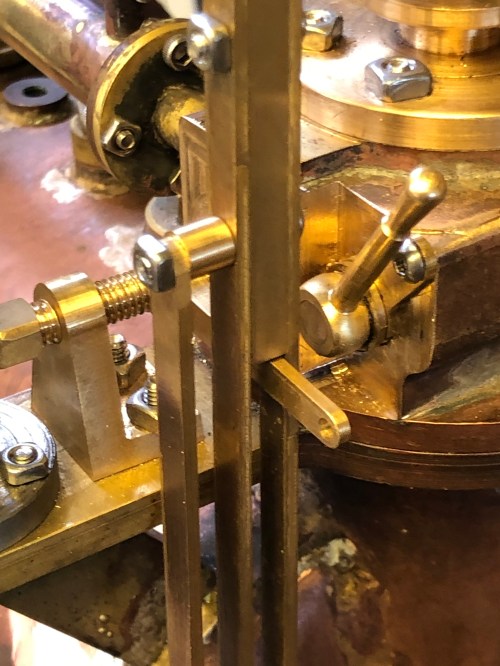
The timing is adjusted by 1. changing the distance between the crankshaft and the valve, usually by adjusting the length of the valve rod and 2. by changing the position of the eccentric on the crankshaft.
Firstly, the valve must move equally over the steam inlet slots. (the top and bottom ports). The point at which the inlet slot starts to open is noted on the protractor for both steam inlet ports. The number of degrees before or after TDC is noted for the top port, and the procedure is repeated for the bottom port. For the bottom port Bottom Dead Centre (BDC) is the reference point on the protractor. The angle should be identical for TDC and BDC. If it not identical the length of the valve rod needs to be adjusted. On my machine, that was done by adjusting the nuts holding the valve rod to the valve bracket, but it could be the valve rod to the eccentric strap.
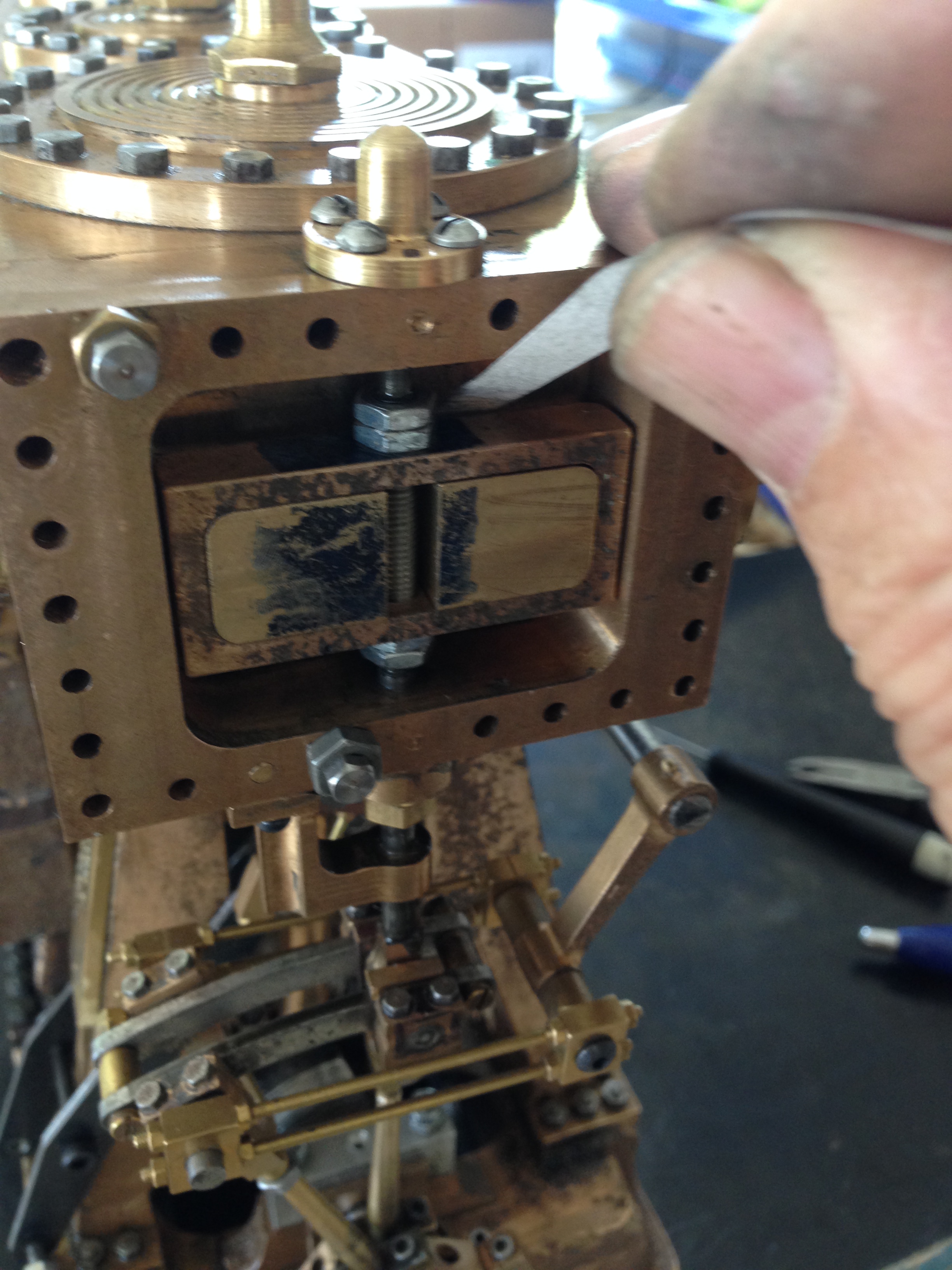
Determining the point at which the steam inlet port starts to open is easy. Remove the valve chest cover, bolt the valve chest to the cylinder block, and rotate the crankshaft by hand until the port is obviously visually open. Cut a sliver of paper 5-10mm wide, (I used copy paper), measure the thickness of the paper (0.1mm in my case), insert the paper into the open port, rotate the crankshaft to close the port until the paper is jammed, then while applying tension to the paper, slowly rotate the crankshaft to open the port, until the paper just starts to move. At that point the port will be open by the thickness of the paper.
when the valve moves exactly equally up and down over the steam entry ports, the point of opening is noted on the protractor relative to TDC of BDC, depending on which is being measured.
The eccentric grubscrew needs to be loosened, and rotated on the crankshaft to bring the point of port opening to 10 degrees past TDC. Then the grubscew is tightened. BDC will automatically be correct if the centering process has been done accurately.
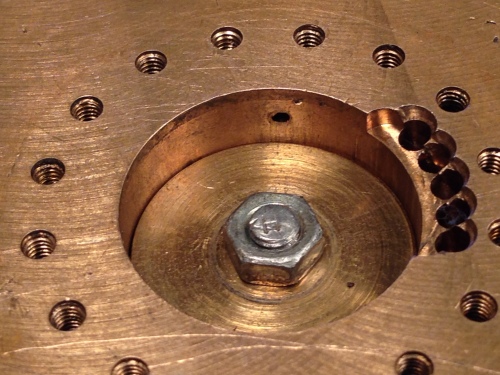
I had bored a hole in the eccentric strap to allow access to the grubscrew from underneath the engine. That meant that the crankshaft had to be in a certain position to allow access to the grubscrew, not necessarily TDC or BDC or whatever. That does not matter. What matters is that the eccentric is rotated a certain number of degrees on the crankshaft. I did this by using the Allen key to loosen the grubscrew, then using the Allen key to hold the eccentric fast, while rotating the crankshaft. Then tighten the grubscrew, being careful to not move the eccentric. The measurements need to be rechecked of course. With practice, it is not difficult, and can be accomplished first go in most cases.
If this all sounds complicated and difficult, it really is not. But I did need to make a record of every step and measurement and direction.
For the intermediate cylinder, the HP cylinder block needs to be removed. The HP valve chest can be retained, just swung out of the way, retaining the previous settings.. You have to be careful, but this method does save a heap of bother.
One thing I would suggest. When the opening points of both IP inlet ports are determined and set, I suggest that before the HP cylinder block is reassembled, that the IP valve rod is measured above the IP valve chest. And that the measurements are recorded and placed in a secure vault. Those measurements can be used for any future adjustments of the IP valve, without the time consuming and very fiddly necessity of removing the HP cylinder block.
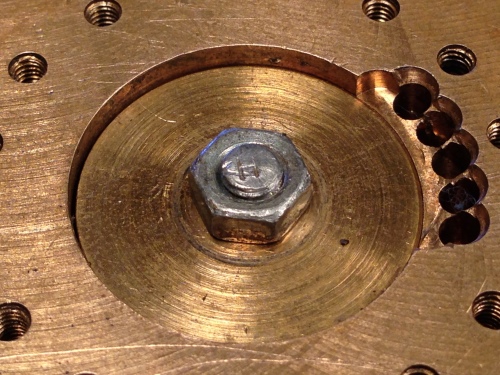
And I have a confession. The next photo shows the HP upper cylinder drain, and the same view at top dead centre. As you can see, at TDC the piston blocks the drain.)!*!) Read on.
There is another method for determining the opening point of the valves.
So, I hope that this is of some use. If my description is jaberwocky, please send a message and I will try to help. John.