Heat Shrink Installation of TRUNNION RING
The original trunnion rings of the Armstrong 110pr breech load cannons were made with a smaller internal diameter than the barrel. Then the ring was heated, installed, and it shrunk firmly into its permanent position. Heat shrinking multiple coil cylinders to build up the cannon was shown to be a very strong method, albeit expensive.
I decided to try the same method with my 1:10 model, and discussed the method at the recent GSMEE meeting. I listened carefully to the advice from members, read Machinery’s Handbook on the subject, and was ready to proceed.
The ring internal diameter was turned to 0.05-0.06 mm smaller than the diameter of the barrel where it would be positioned.

- This is the pottery oven which I used to heat up the ring to 550ºc/1022ºf. All necessary tools, gloves, etc ready.

2. I was also told that once the ring contacts the barrel, the working time before the ring contracts is very short. So I was advised to make a jig so the ring drops exactly into the correct position. I made the jig from hardwood, and had a fire extinguisher handy.(but the extinguisher was not actually required.)

3. CNC routing to make the jig. The trunnions fitted with 0.25mm clearance.
I let the ring soak up the heat for an hour or more.
Lifted it out with pliers, carefully lowered it down the barrel (having earlier has a couple of practice runs), and felt it slide easily into position.
Another ring followed later and it also dropped easily into position. I had to rotate it, and noted that it locked up after only 10-15 seconds, so the working time is indeed very brief!

4. The first ring in position. The second one was installed a few moments later, after the jig was removed. The barrel soaked up the heat, and was too hot to handle for over an hour. Note the scorch marks on the wood jig. And the line up scratches.

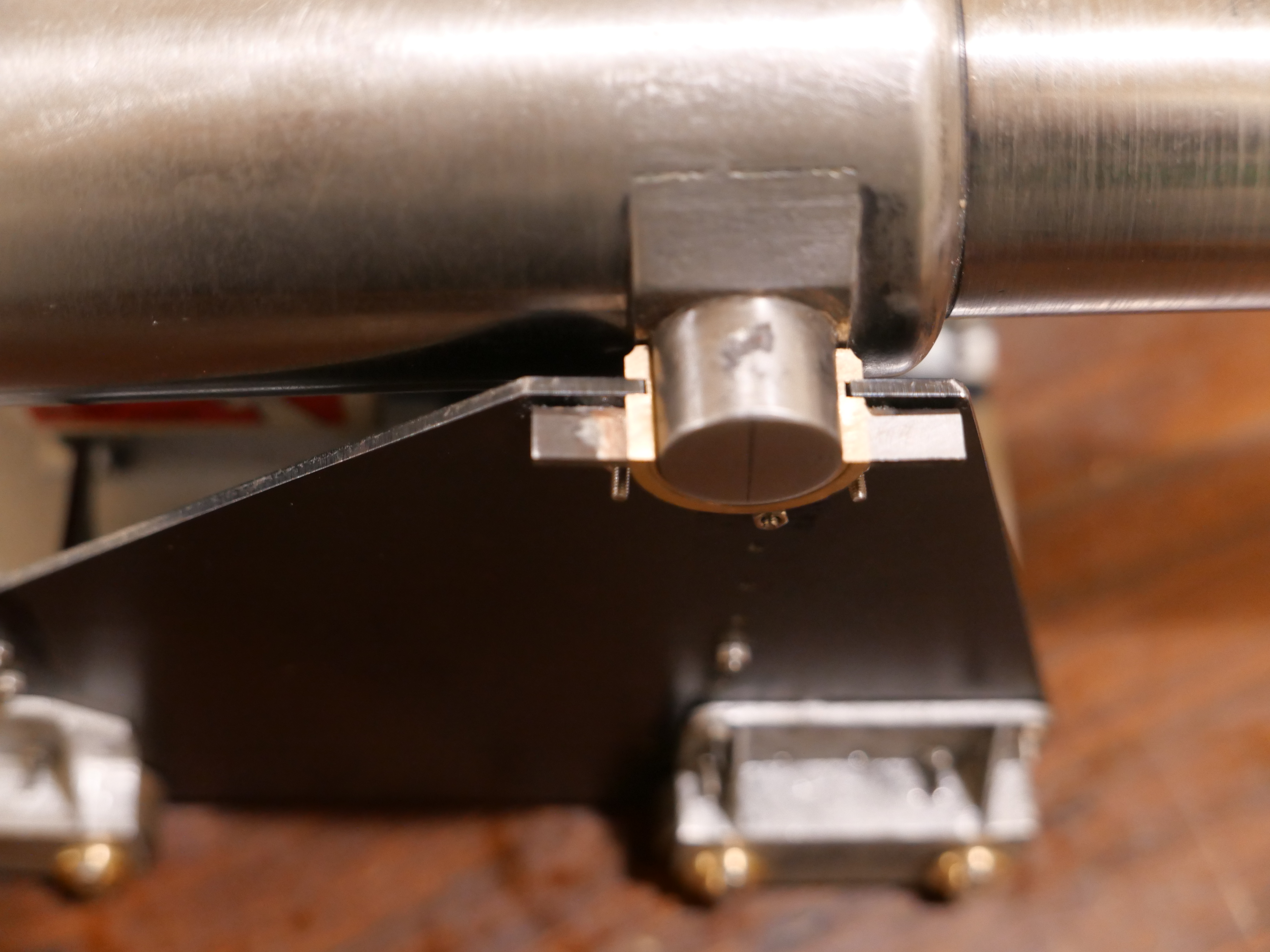
5. I had mucked up the internal ring diameter of the second barrel, so used Loctite 620 after cleaning the surfaces with acetone and then the Loctite 7071 prep spray. Unexpectedly, probably because I did not use the jig with the Loctite join, I had more trouble lining up the marks with this one. I am sure that both will be strong enough for these models. After that I turned the 1º taper on the distal end of the barrels (the “chase”). The flat section is for the bracket which the breech block is placed on for loading the projectile and charge. The flat was also the reference plane for the trunnions.
I will clean up the blackened heat affected trunnion ring later. This was a very satisfying day in the workshop.









 Tidied the parts with a file and belt sander.
Tidied the parts with a file and belt sander.