
Armstrong RML Cannon Trunnions 1.
by John

The 80lb Armstrong RML cannon trunnions were probably heat shrunk into the sides of the barrel. (WRONG! See post from July 2020. The construction of these barrels was much more complex than I had imagined. The trunnions were part of a forged ring which was heat shrunk then welded to the other components of the barrel). The squared off barrel sides would have been part of the original wound and welded steel rods, and machined to shape before the trunnions were inserted.
The hole above the trunnion is to hold one of the 4 sights.
For the 1:10 model I considered various construction methods. This is what I decided…

The 20mm diameter trunnion is fitted into a milled steel block, and the 2 pieces on each side are then silver soldered into prepared recesses in the barrel.

The the barrel is mounted in the CNC rotary table and tailstock. 15mm deep holes are drilled into the barrel….
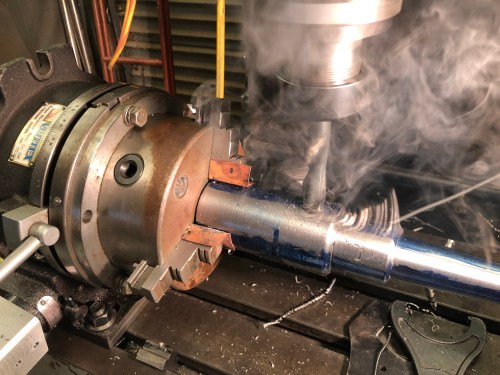
and widened to 20mm diameter (drilled then milled)…… (for cutting fluid I use a mixture of olive oil and kerosene. It produces a lot of evaporated fluid but is very effective at keeping the job cool).

….then complete the recess. The bottom of the recess is 8mm clear of the bore.

Next step is to make the blocks, the trunnions, and silver solder them all together. Not entirely authentic, but compromises are required when scaling down. Still on the reject barrel, as a trial run.

John It is apparent to me that this Armstrong cannon is going to be a valuable and historic masterpiece.
You’ve taken such pains with it’s authenticity and construction especially the (T)rifling.
It really does model engineering proud.
Well, no pressure there!
I’m looking forward to the next chapters.
Many cheers, Tim
LikeLike
Thanks Tim. Now starting on the carriage. Hundreds of rivets. I guess I will be learning about riveting. John
LikeLike