Who Would Like a CANNON for Christmas?
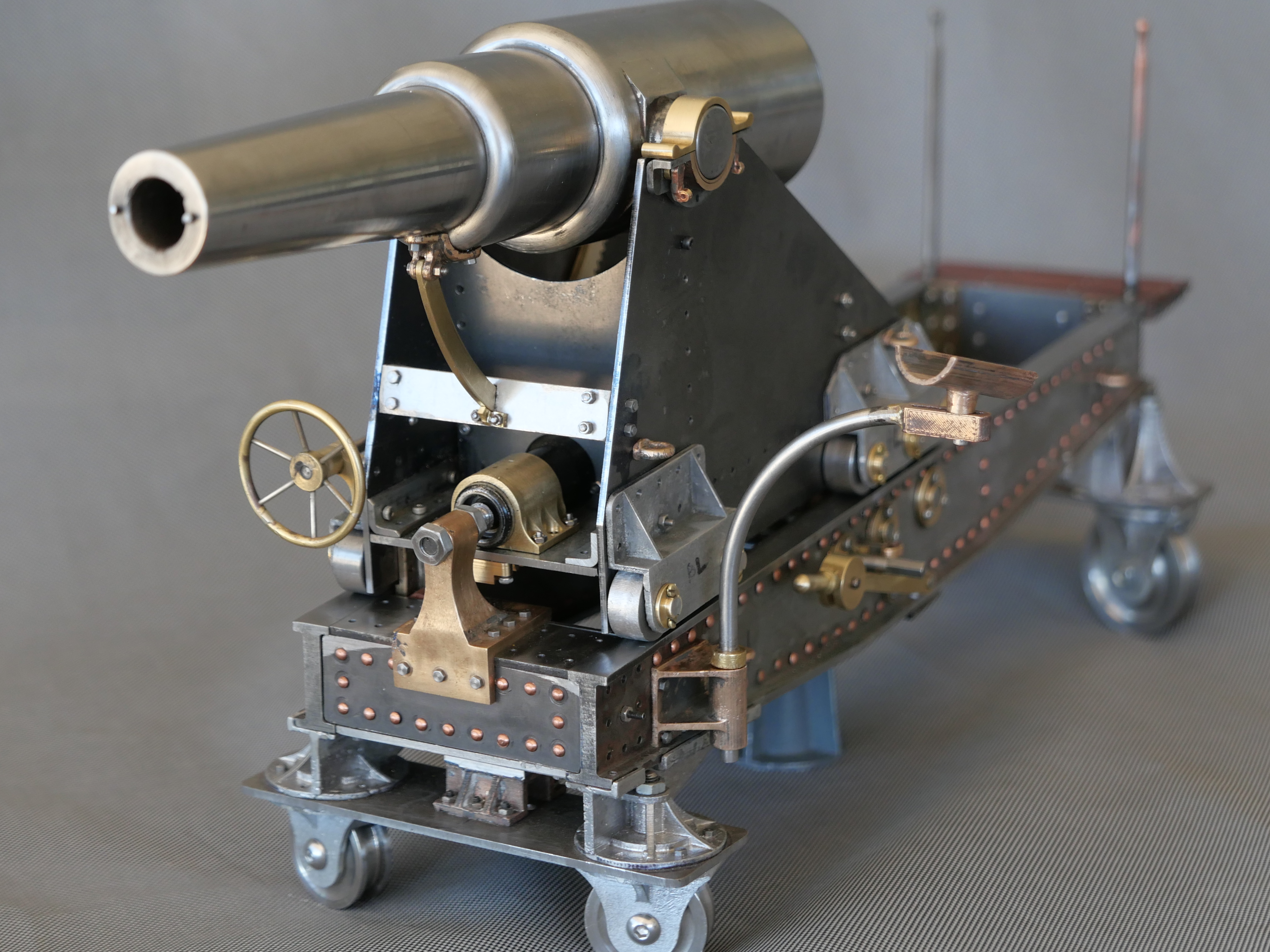
So, the first model Armstrong 80lb RML is finished. Final photographs following. I admit that some artistic license has been taken, as directed by SWMBO, and some scale details have been modified slightly in order that it is finished in time for Xmas.
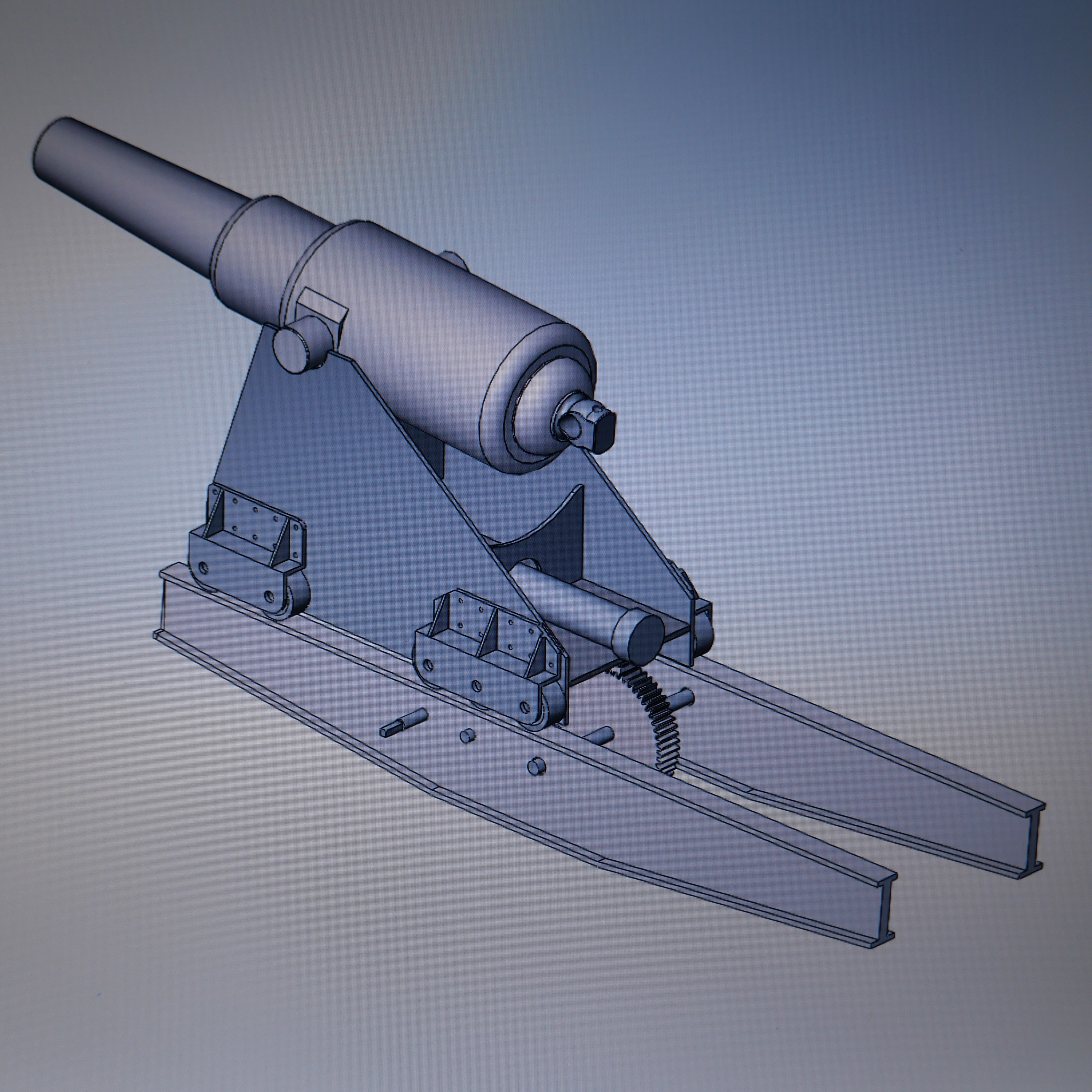
Yesterday I fished out the components of the other model cannon, the “A” version, which I am making for myself, and which will be used in model engineering exhibitions. I predict that it will take another 2-3 months to complete. I am intending that it will be more rigorously an authentic scale model, and probably less pretty and decorative than the version pictured below. But it will look interesting alongside the 24lb long gun of the Nelson era, the 32lb carronade, and the huge Ottoman 1465 bombard, all to 1:10 scale.
Here are the final photographs of the “artistic” B version.





When I make the sights for my “A” model, I will also make some for this one.
There is a name plate which was lasered by my colleague Stuart Tankard but that reveals a bit too much information to show here. Suffice to say, it names the cannon, a few basics specs, maker’s name, and year. It will be fastened to the wooden base. It also states “NEVER FIRED IN ANGER”.
Thankyou to all of my readers, many who have supplied useful advice and welcome encouragement. Particular thanks to Stuart Tankard for his lasering expertise and machine, and other technical advice. And thanks to SWMBO, who has warmed to this project as it approached completion, despite having absolutely no interest in weapons of destruction. She does have a good eye for form and colour. And mostly for putting up with my foul moods when things went wrong.
Now. It will be interesting to see if the recipients of this model actually like it.