Almost ready for the boiler inspector.
Almost ready for the boiler inspector!
It feels like the countdown to the finals medical exams!
So today, I drilled the gas jet from 0.22mm to 0.3mm. A drill bit to drill 0.3mm, is, at least to my eyes, barely visible. It is finer than the finest sewing needle. If I pick up a 0.3mm drill bit I can not feel it. It has no discernable weight.
So this is how I increased the jet size from 0.22 to 0.3mm.
Oops! I forgot to take a photo. I bought a set of micro drills from Jaycar, and the smallest bit was 0.3mm. So I mounted it in the Dremel, and ran it at 10,000 rpm. for a vise I used my fingers. The drill went straight through the millimeter or so of brass with no detectable resistance. Managed to miss my fingers.
0.22mm to 0.3mm diameter is almost a doubling in area of the jet orifice, so I tested the flame. It was (not surprisingly) much bigger! And still a good blue colour, with minimal yellow. So I stopped there. I also installed an adjustable propane regulator Huib.
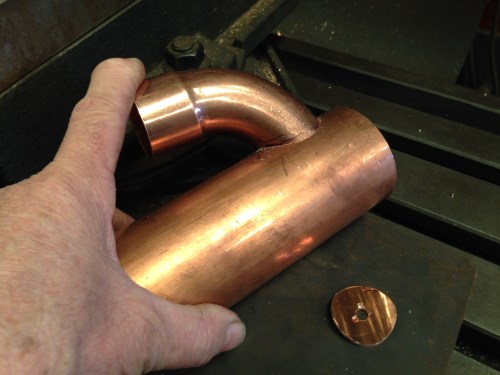
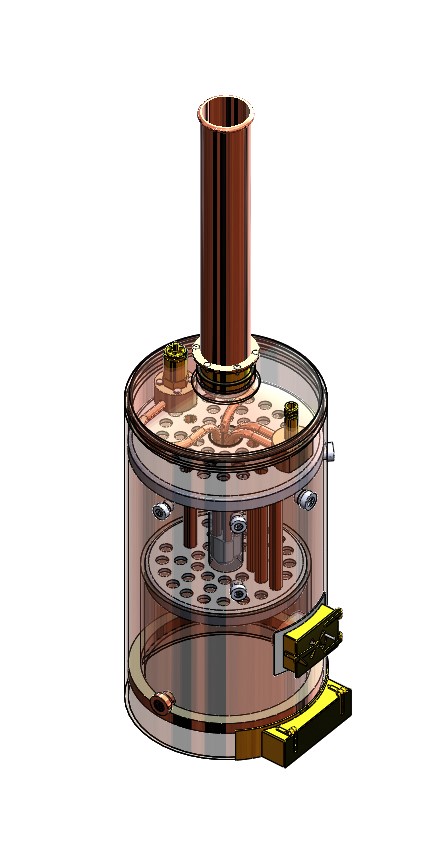
Then I made an angle piece to secure the boiler to its baseplate.

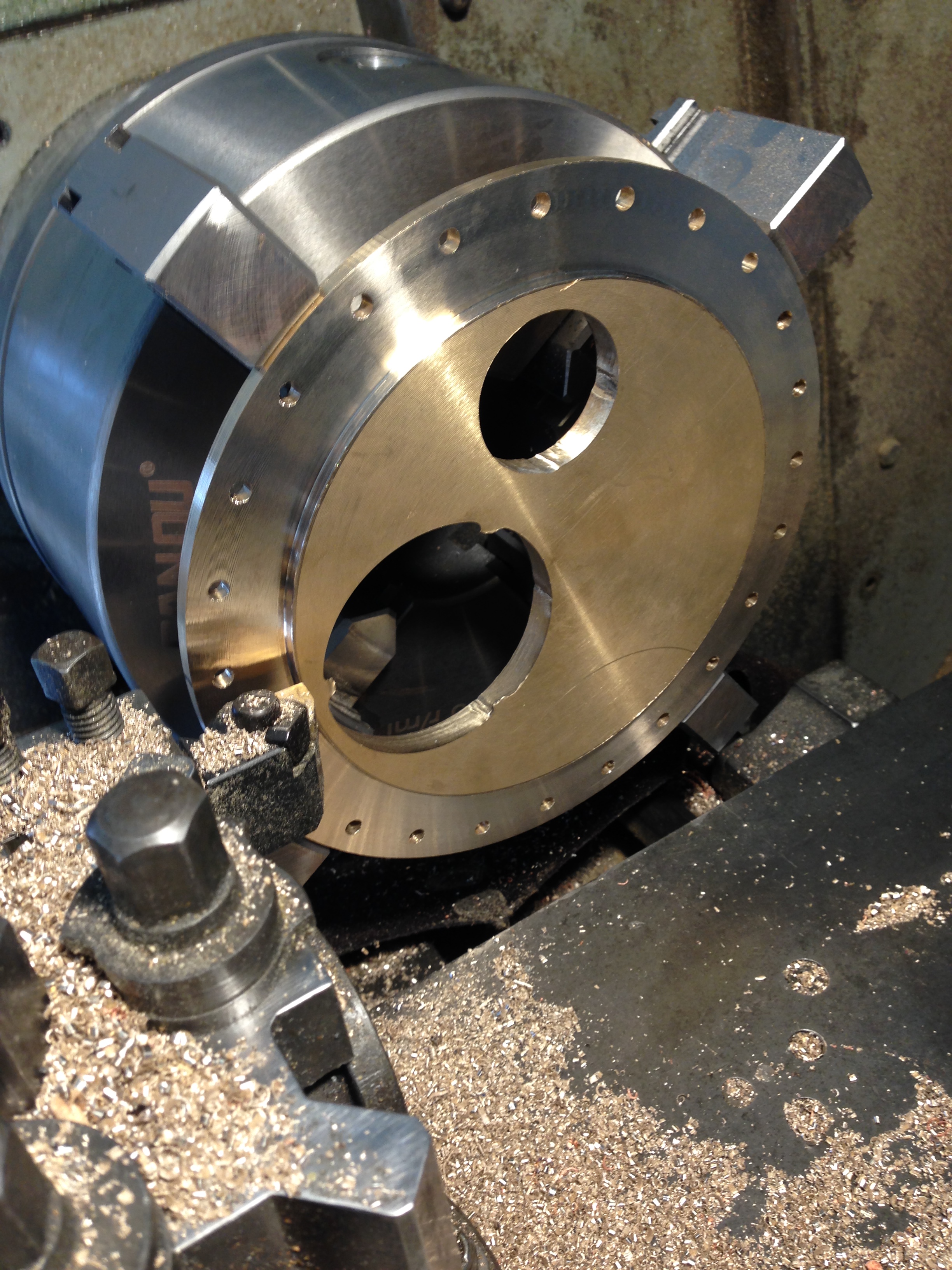
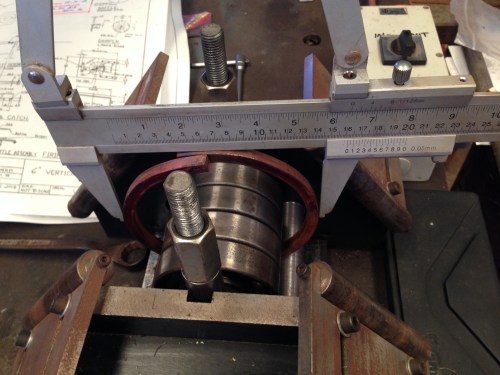
I needed a non rusting disk, 165mm diameter, with a 152mm hole. The disk was 2mm thick. So I roughly bandsawed it out in 2mm brass sheet, then set it up in the lathe as shown above. Turned the outside diameter. The brass sheet is held just with pressure between the headstock and the tailstock, and the disks of wood.

Then I held the disk in the 3 jaw chuck and used a parting tool to cut out a disk to form the middle. The waste middle came out with a bang. I was careful to stand to the side, anticipating the decapitating scythe. And I was not disappointed. I did have to check that my head was still attached.

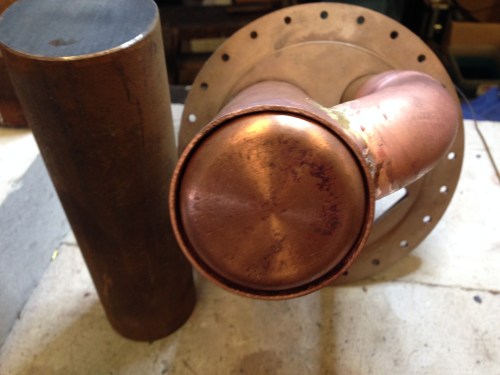
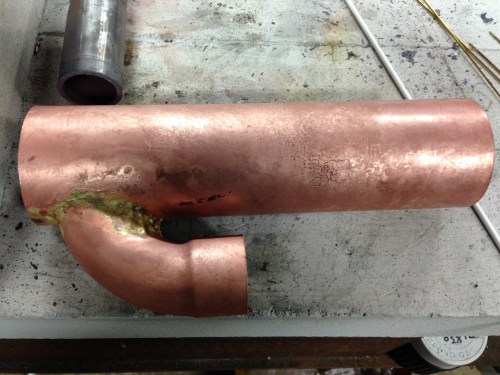
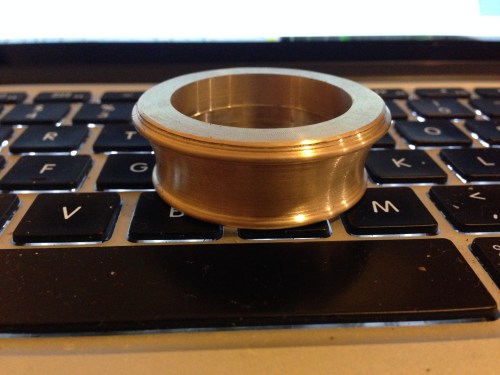
Again, I was so involved with the machining that I forgot to take pics. The vertical part of the angle piece is a slice of copper tube which I had reserved. It was silver soldered to the brass disk, then screwed to the boiler wrapper. Some further fitting, and it ended up like this.

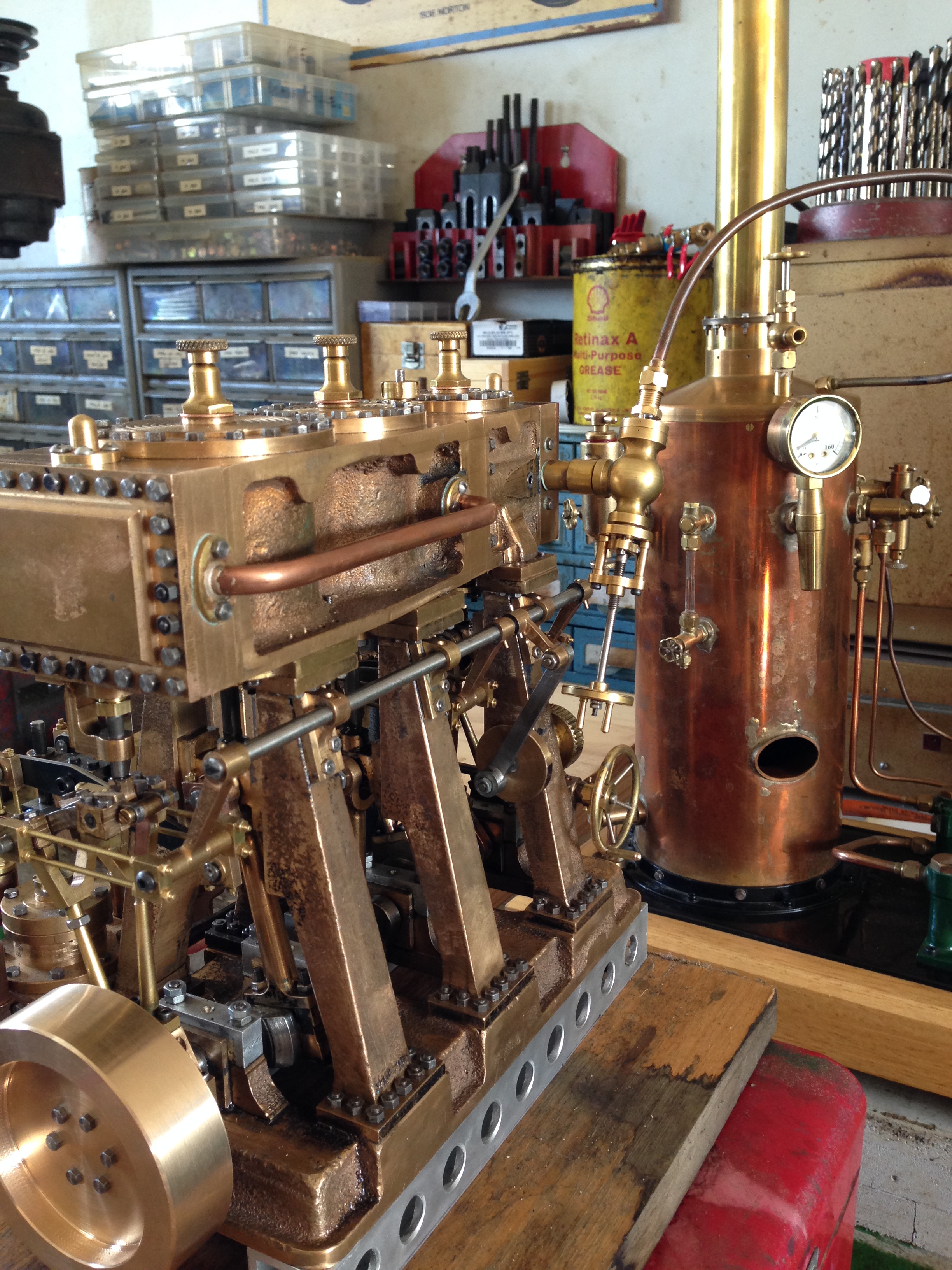
The hand pump has been mounted. yet to be connected. A steam driven water pump will eventually occupy the spare space. And just to make quite sure that there is enough water pumping capacity I will also be installing an injector.

And another nice bit of bling (John). This globe valve was made by Stuart Tankard. I have borrowed it, pending me making one of my own.