
Oxy-acetylene or Oxy-propane for silver soldering (and bronze brazing)?
by John
There has been a big learning curve for me in making the 6″ vertical boiler and the Trevithick dredger engine. I have used silver solder for previous projects, and I thought that I had the method under control.
I have always used oxyacetylene for my earlier, smaller projects, presuming that the higher flame temperature would produce results more easily. That is what I tried to do with the 6″ boiler project. But I struggled. In order to produce a broad flame, and not burn the copper, I used a big, number 26 nozzle. Initially it produced a lovely big hot flame, but within minutes it started popping, and blowing out. Faulty acetylene gauge? Gun not up to the job? Acetylene cylinder running low? So I replaced the acetylene cylinder. Cost $AUD100. Seemed to fix the problem temporarily, but then the popping resumed. Faulty gauge? A borrowed replacement gauge produced the same result.
So back to the welding and gas supplier.
“You cannot run a nozzle bigger than No 15 when using acetylene. The acetylene does not come out of solution in the cylinder quickly enough”.
OK. So what do I do? “Use propane”. “but you need different hoses, different gauge, different mixer and nozzle”. OK, give me those…. cost $AUD 260. And it worked!!!
Propane and oxygen burns at a lower temperature (~2820ºc) than acetylene and oxygen (~3420ºc) , but the gas volume delivery of the propane is MUCH greater than the acetylene. So the delivery of the heat is much greater.
For me, I will be returning the acetylene cylinder and permanently switching to propane. Much cheaper and much more heat. But, that heat can lead to unintended consequences…So, here we are on the Trevithick dredger engine. I needed to bronze braze the join between the firebox and the firetube. (a boiler inspector requirement). Bronze melts at 836-1030ºc which is not far off the melting point of copper. And my first attempt ended in disaster! I melted the copper firetube!!! An expensive blob of copper and bronze!!! (no photos. I was too cross with myself).
The next effort was an improvement, but not pretty.

Using a holesaw to cut a 38mm hole in the 64mm copper tube.
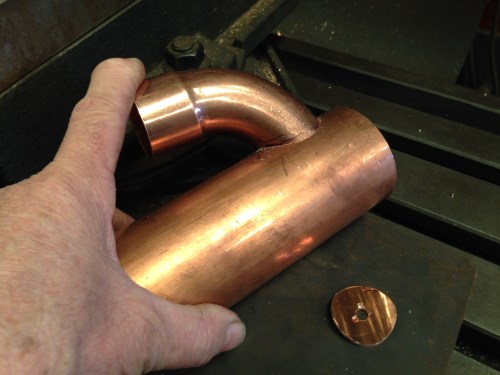
The angle was not quite right, but fixed with some careful filing.

Setup, ready for bronze brazing. The firebricks are holding the pieces in position.

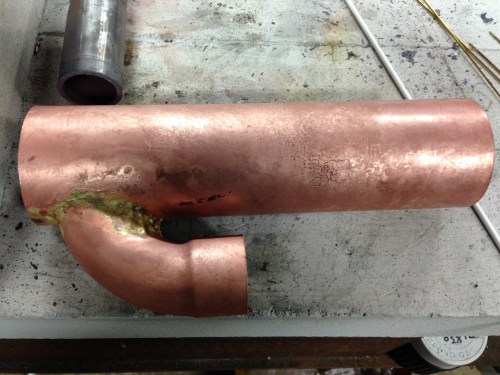
After bronze brazing. It is not pretty, but I am a beginner at this.

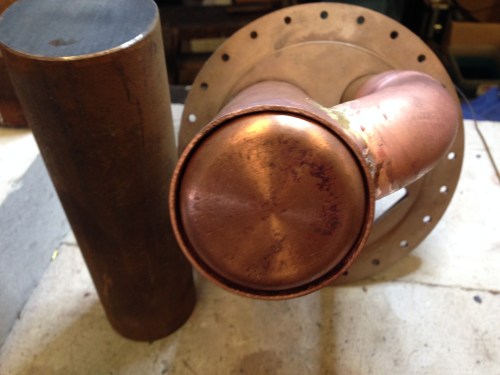
The end plate was used as a jig.

And then I accidentally dropped it. (#$#%&**#) Restored to proper shape with some careful blacksmithing.
My great great grandfather was a blacksmith.
OK. It is not pretty. But not bad for a gynaecologist.

And to show you what Trevithick’s blacksmiths made to his design. I count at least 19 individual iron pieces, riveted together. This was the firebox and firetube of the first high pressure boiler. Incredible!
