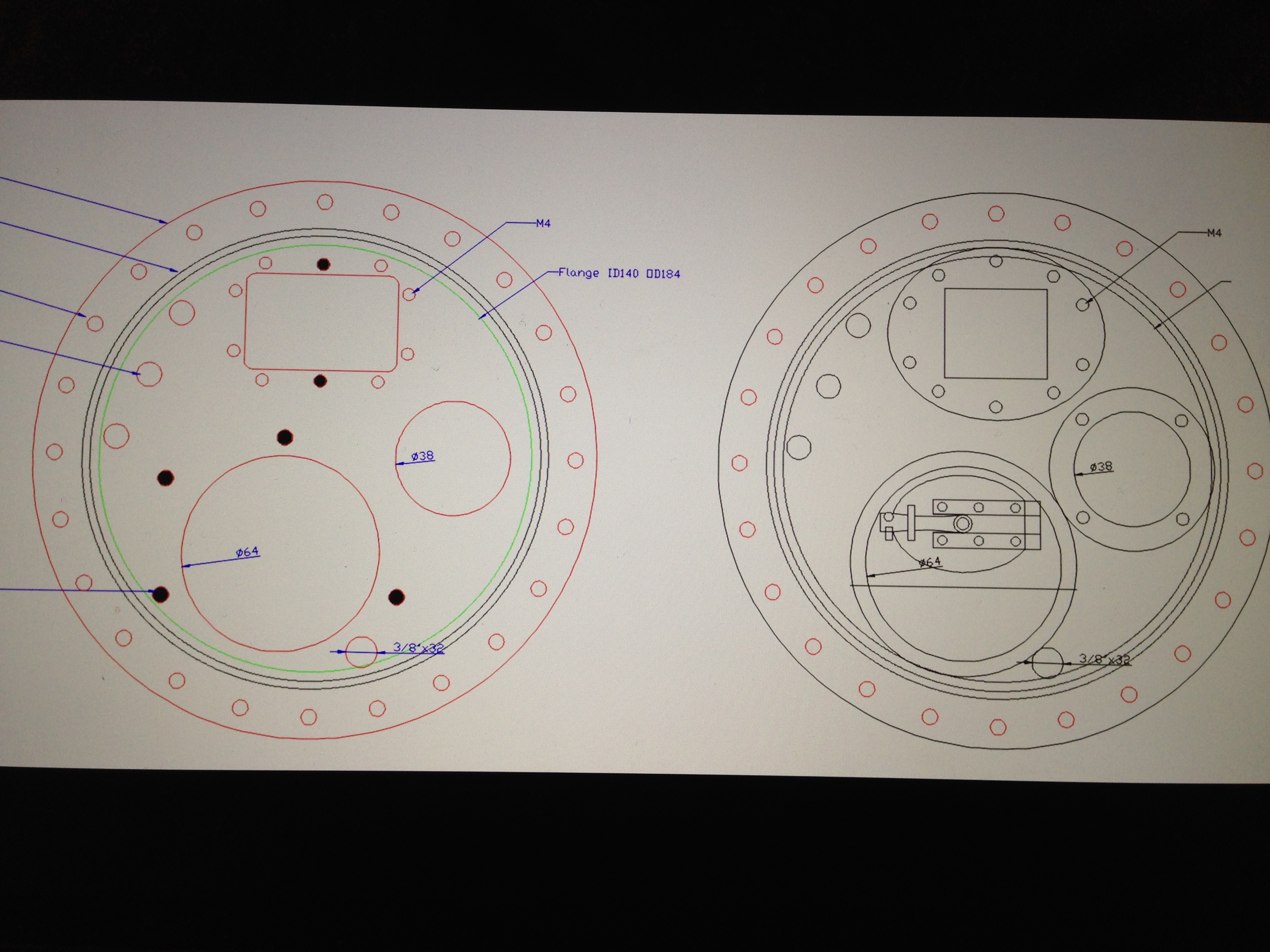
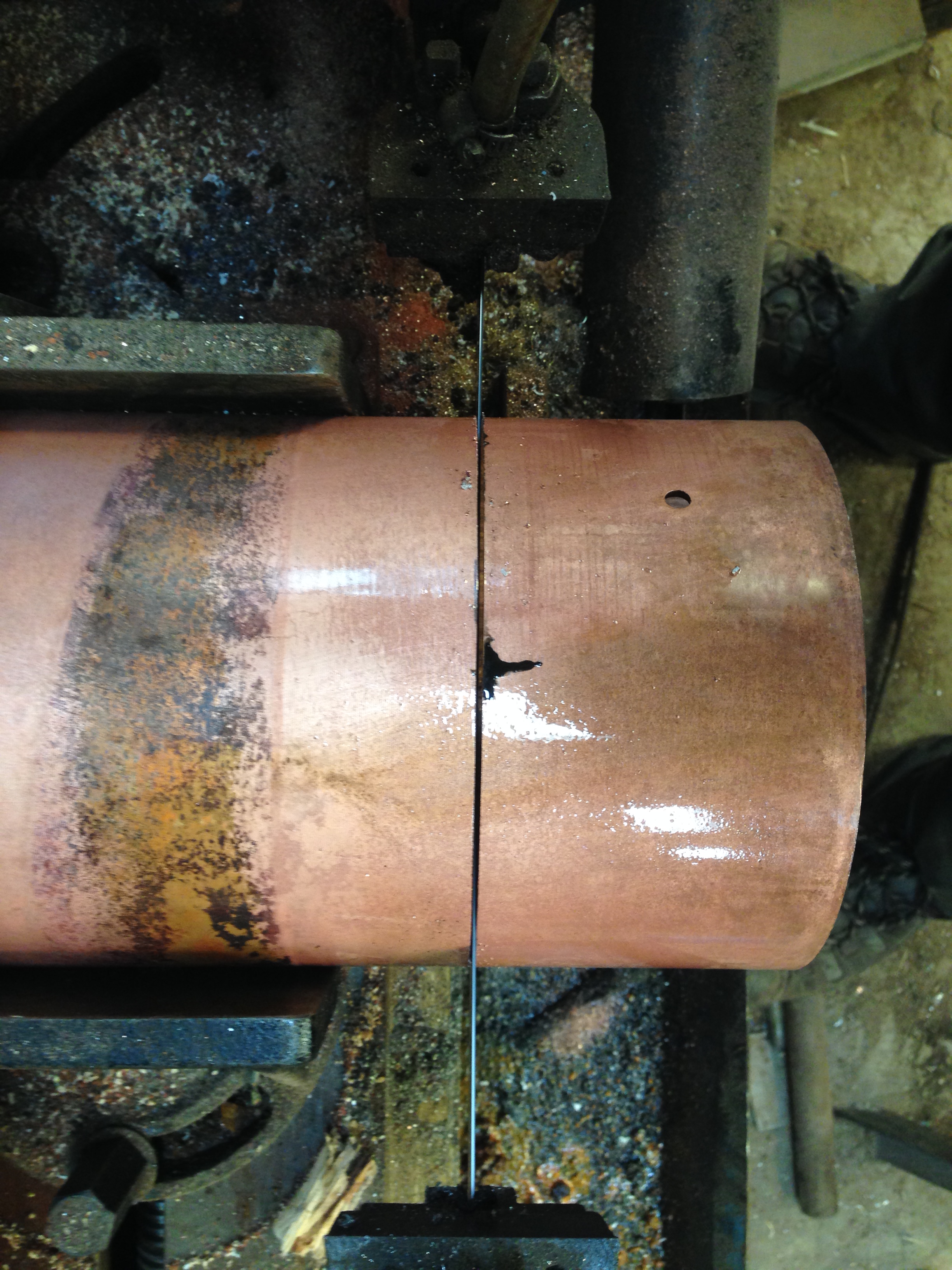
The two projects for which I am currently accumulating materials, will require rolling copper sheet and rod into circular shapes.
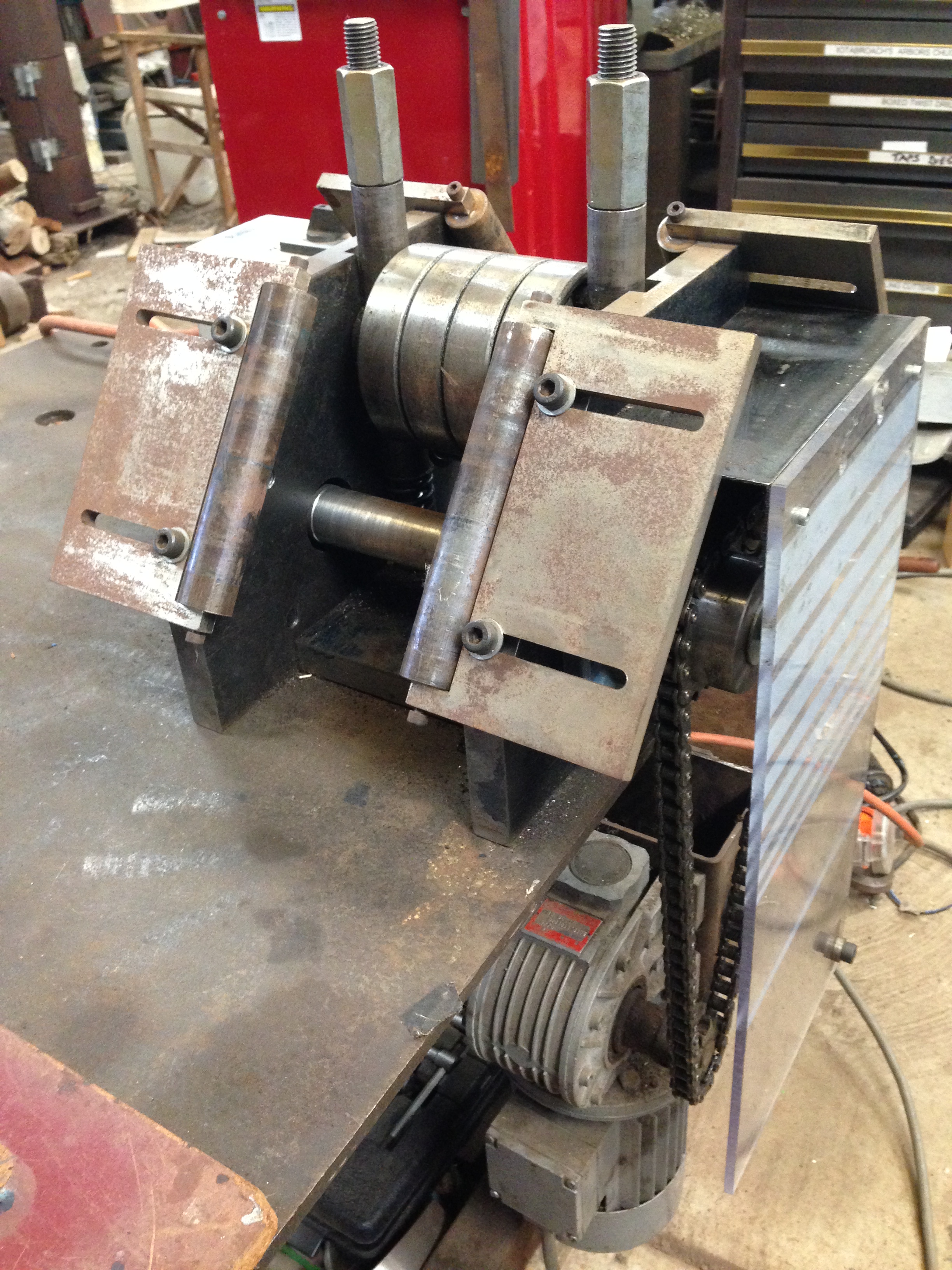
A few years back I made a ring roller to make components for steel gates, and it would have been perfect for rolling the copper foundation rings and fireboxes.
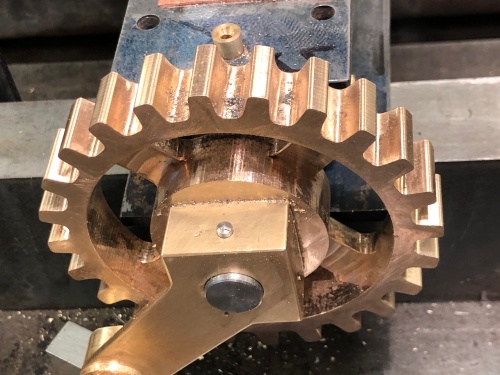
It is fairly heavy duty roller, powered by a 1/2 HP motor, geared down 1:40. I have bent mild steel up to 1/2″ thick 4″ wide, but I founds its limits when I tried to bend some hardened rod. It left some grooves in the rollers. And those grooves would imprint marks into the soft copper, which would be totally unacceptable in the two boiler projects.
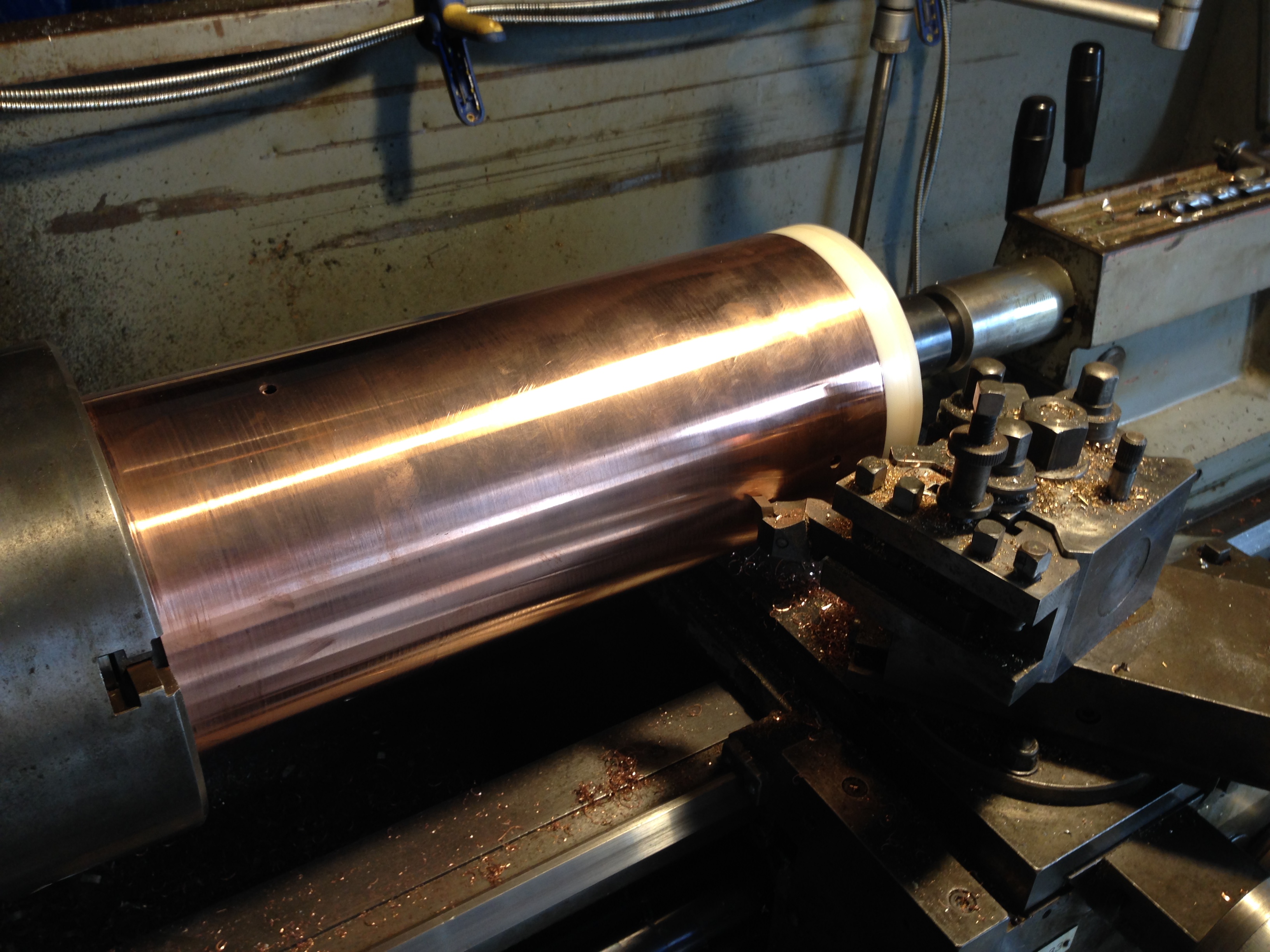
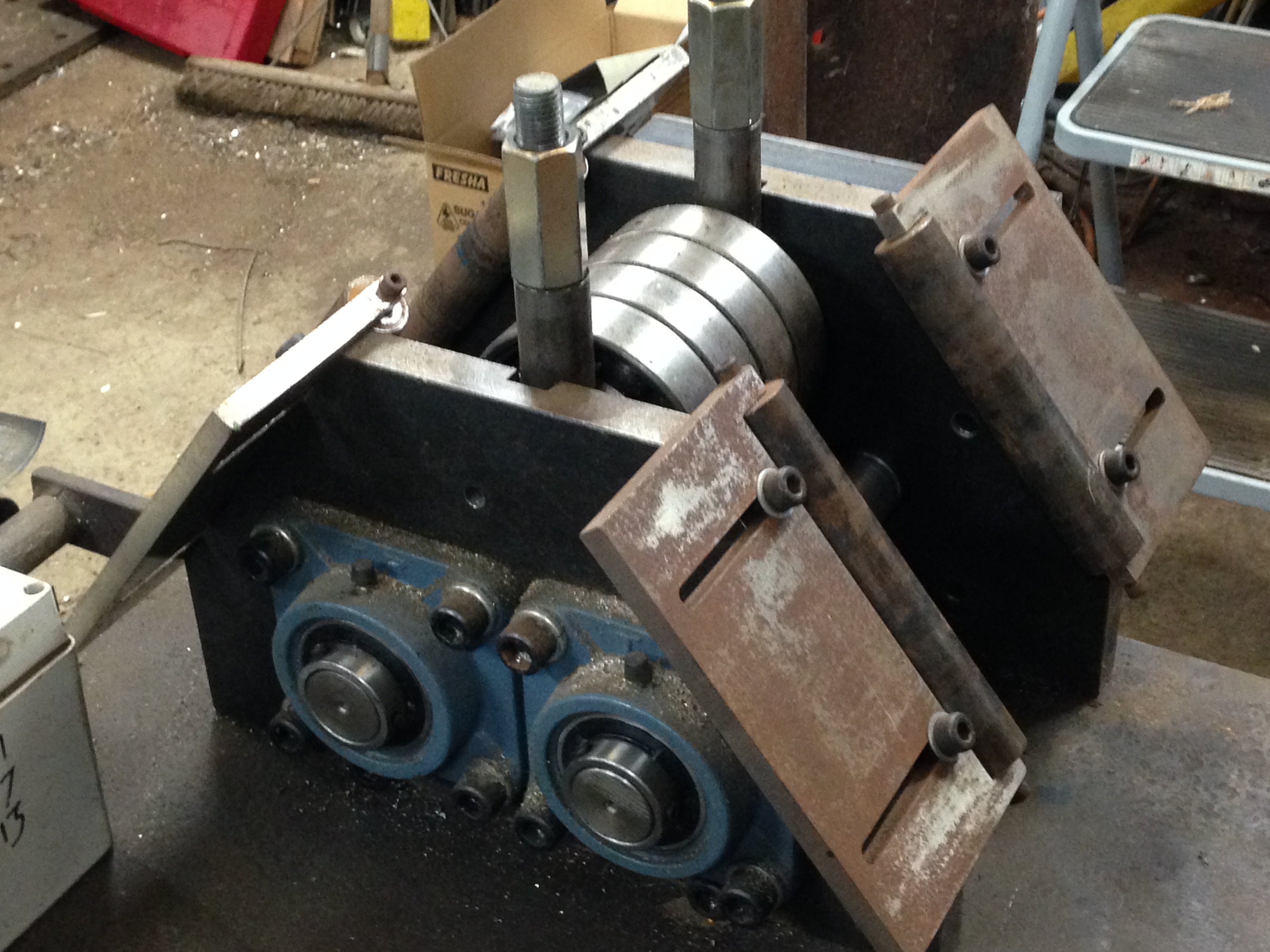
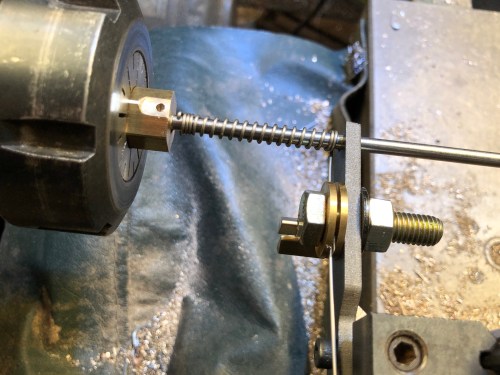
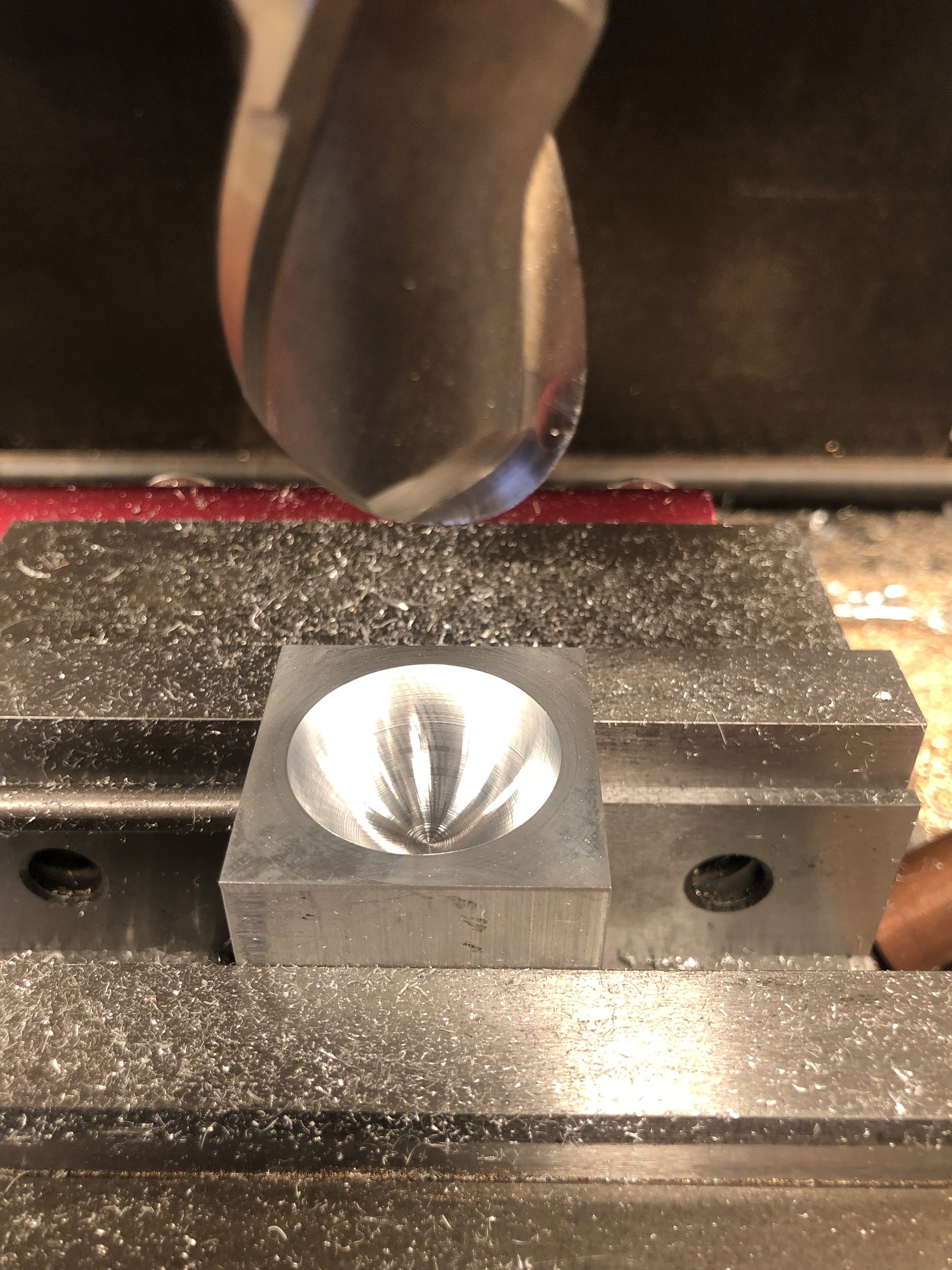
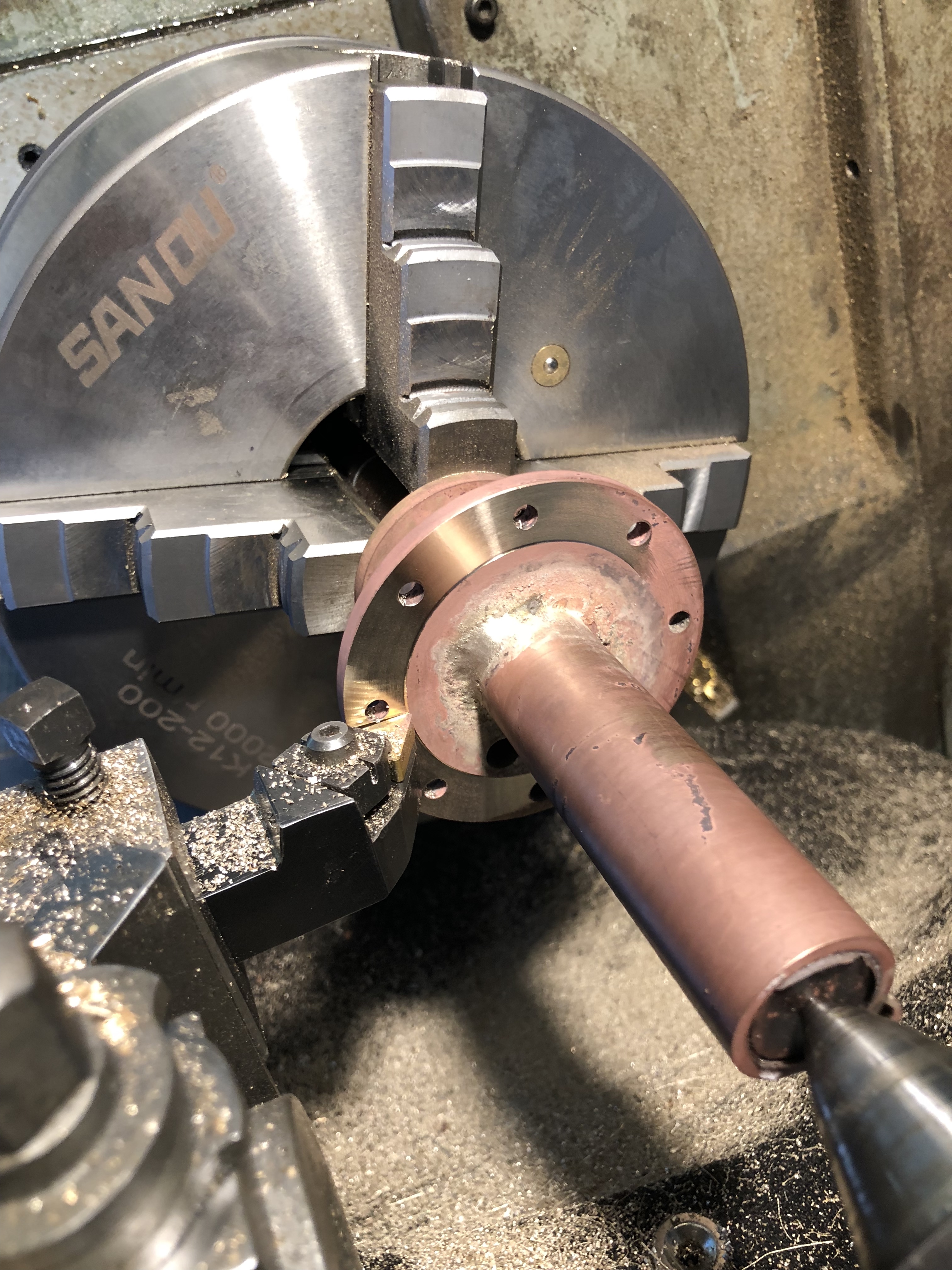
So yesterday I disassembled the machine, removed the rollers, and turned the rolling surfaces in the lathe until the grooves vanished. The 31.75mm diameter finished at 30.4mm. Nice and regular and smooth. And working smoothly again.
Pretty mundane stuff eh? But oddly satisfying.
BRONZE BRAZING
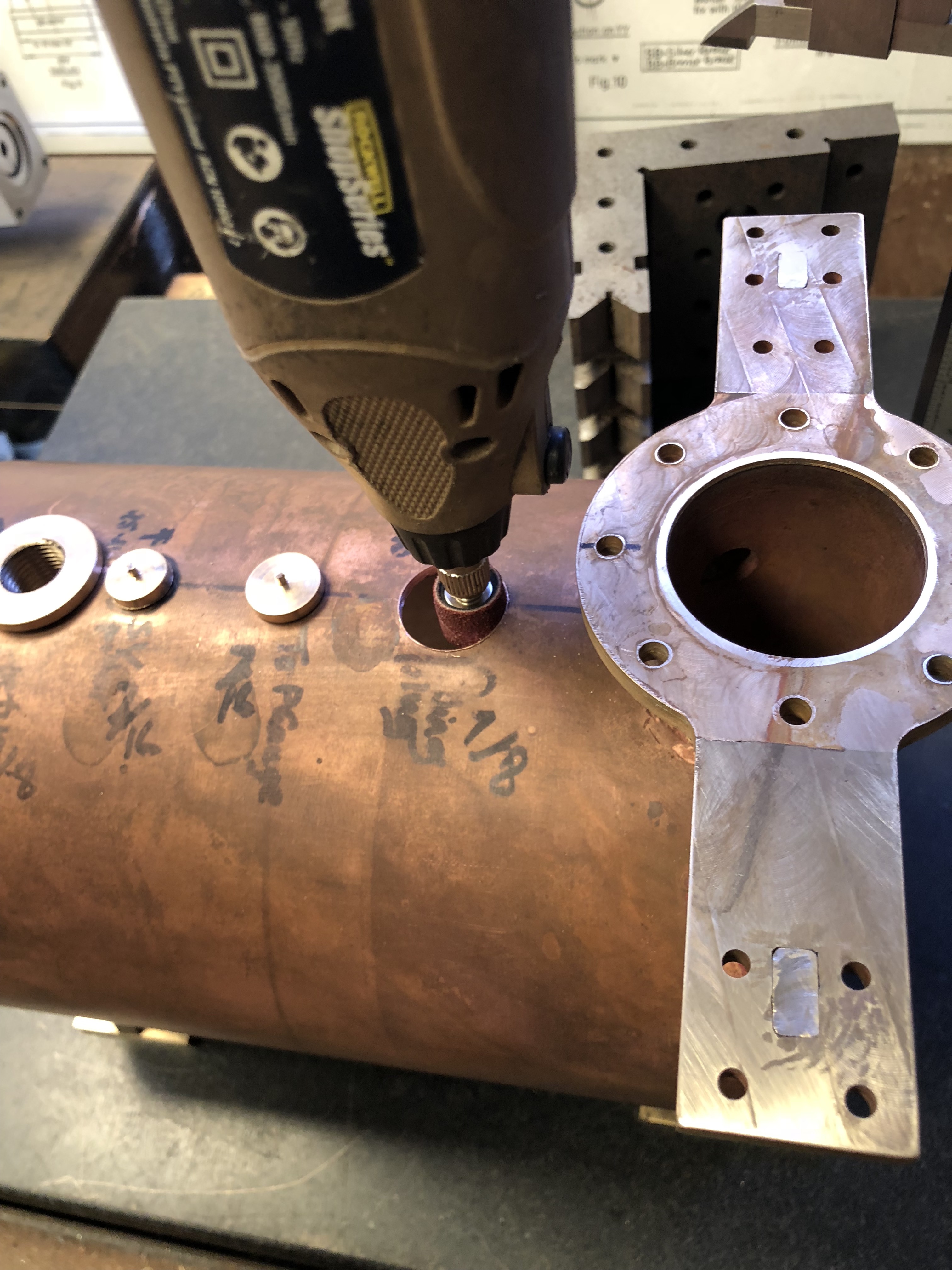
And after that I tried my hand at bronze brazing joins in copper parts. The boiler inspector requires that certain joins in the boilers use bronze brazing, instead of silver soldering. I am now reasonably proficient with silver soldering, and had no experience with bronze brazing. So, do I try to learn a new skill and use it on my expensive copper components of the boilers? Or do I pay an expert to do the bronze brazing for me?
Well, I decided to buy some bronze rods and flux, and give the bronze brazing a try on some copper scrap. The AMBSC boiler code requires the use of Tobin bronze. Local welding suppliers had never heard of it, but I found a supplier on ebay.

Tobin bronze is another name for Naval Bronze. (according to my quick Internet “research”). It is relatively resistant to corrosion, and very strong. Actually much stronger than silver solder and with a much higher melting point. Silver solder is said to be as strong as the parent metal, so bronze must be awesome. Bronze will fill gaps, indeed a V gap is desireable, wheras silver solder prefers an even, tiny space which the solder fills by capillary action.
The brazing rods are available in diameters 1.6, 2.4, and 3.2mm. I had no idea which size would be best, so I bought 1.6 and 2.4mm. I also bought some 303 flux powder, even though some experts say that flux is not necessary. OK, lots to learn. (p.s. flux IS necessary. )
So, onto YouTube, and watching multiple tutorials on bronze brazing copper. I reckon that YouTube is fantastic for learning new skills.
With silver soldering, the solder goes to the areas which are fluxed. But, it seems that when bronze brazing, the bronze follows the heat, so the application of heat is critical. And not just where the heat is applied, but how much. The thing is, that the parent metal is not melted in either process (unlike welding). When bronze brazing copper the temperature range between succesful brazing and melting the parent metal (which means disaster) is quite narrow (about 100ºc), and the brazing temperature is about 950ºc, so it is tricky.
And copper is an excellent heat conductor, so the heat spreads rapidly through the parent metal, with result that the bronze filler spreads and it is difficult to get a good appearance.
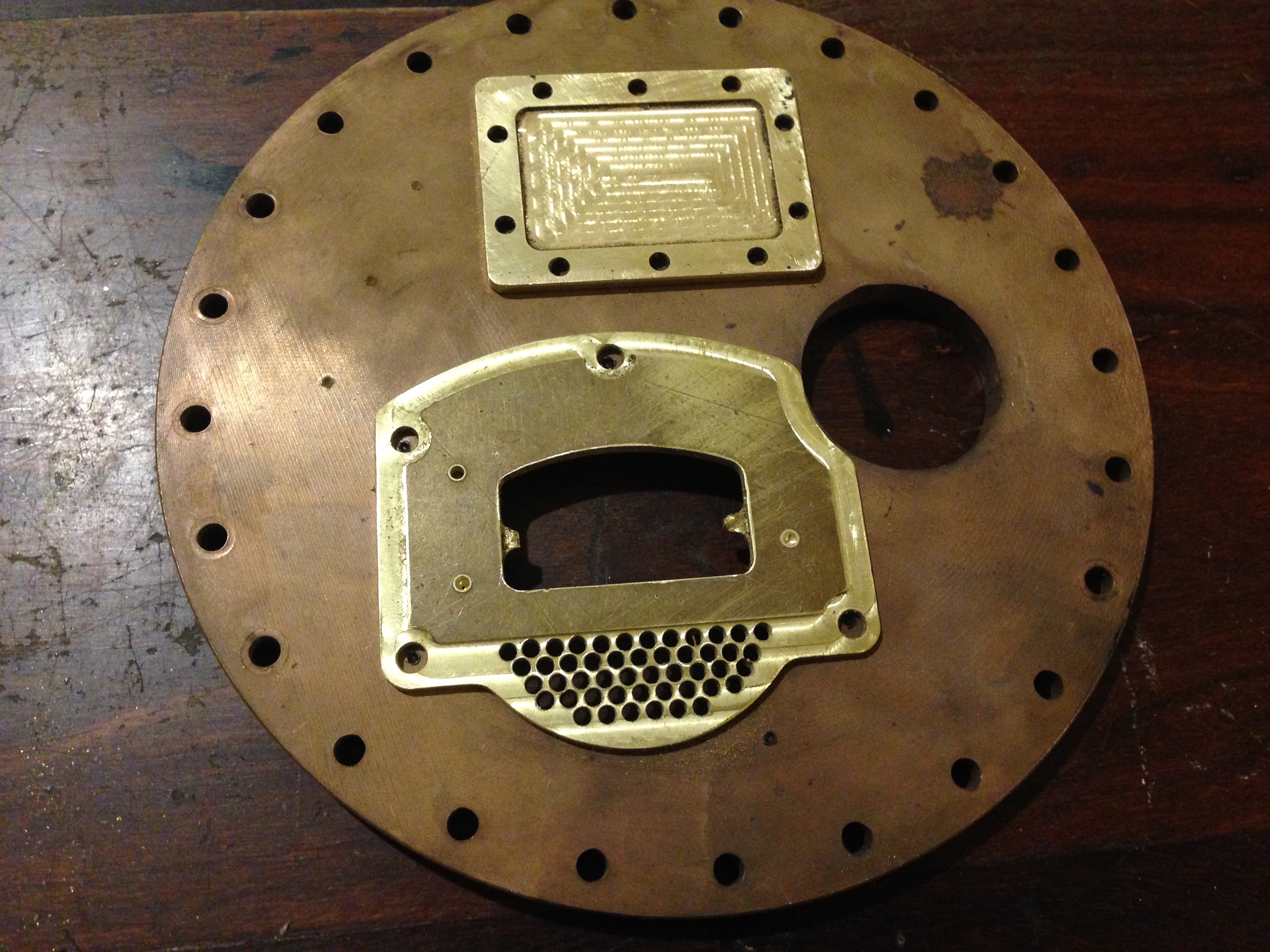
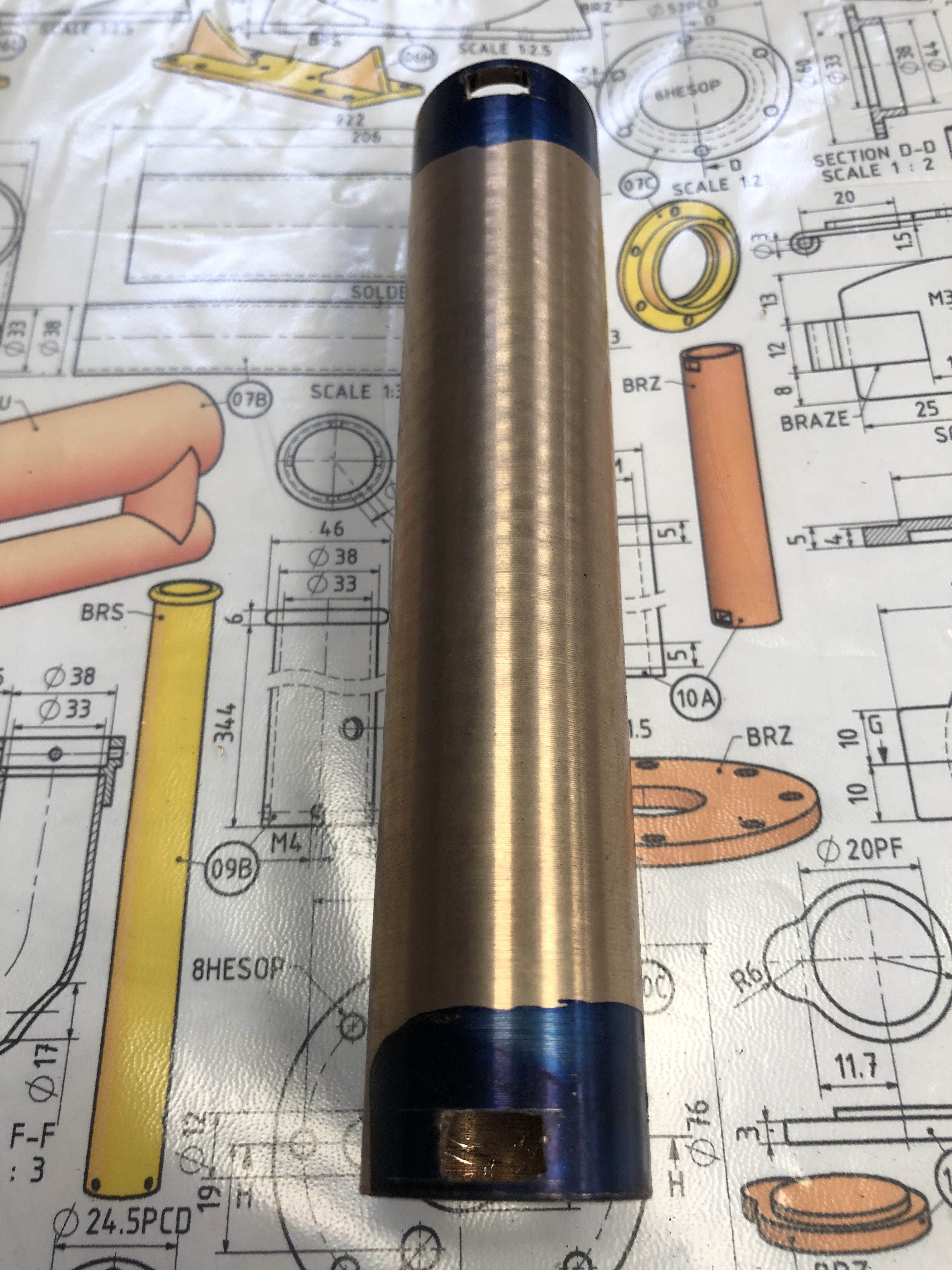
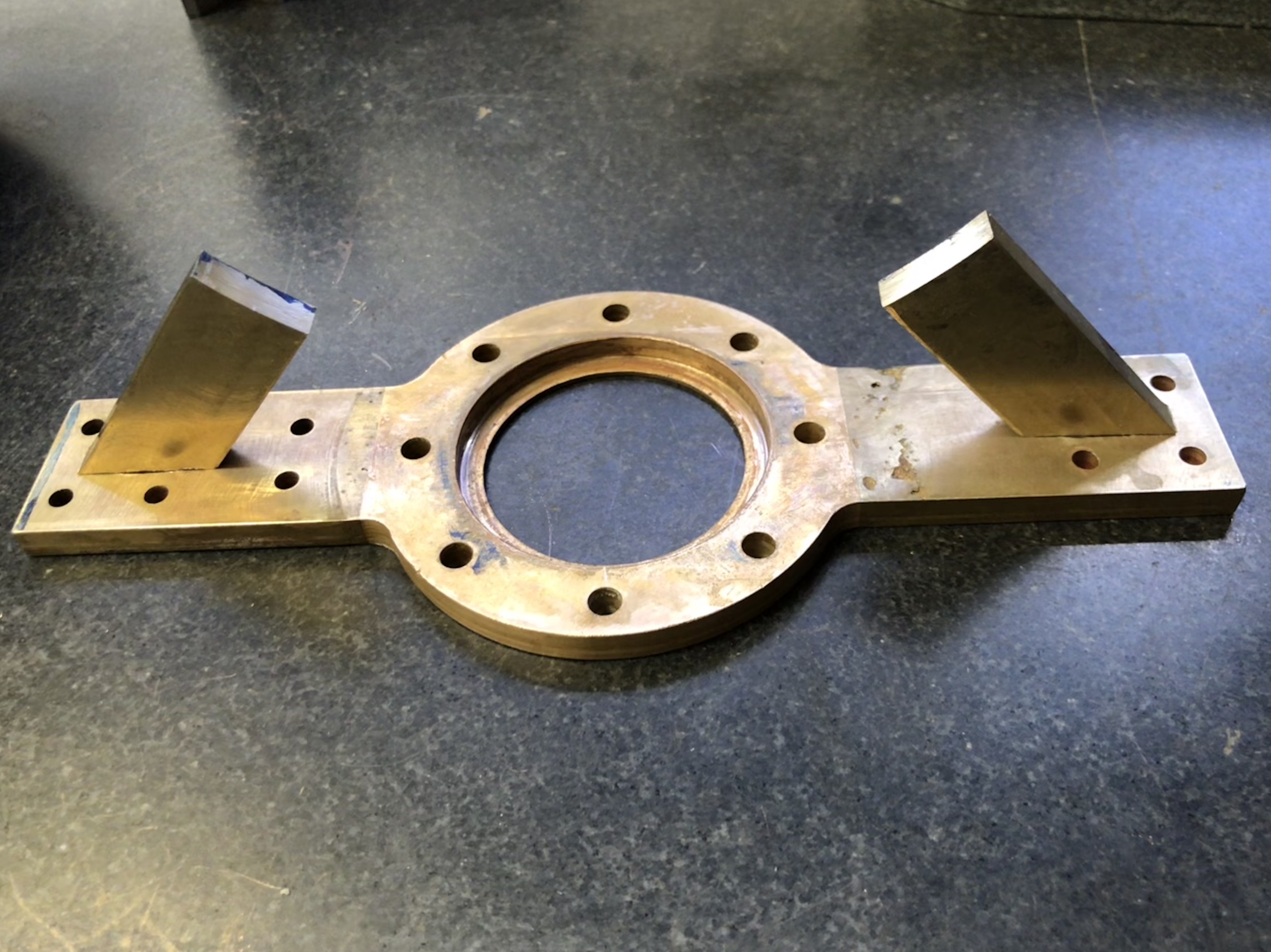
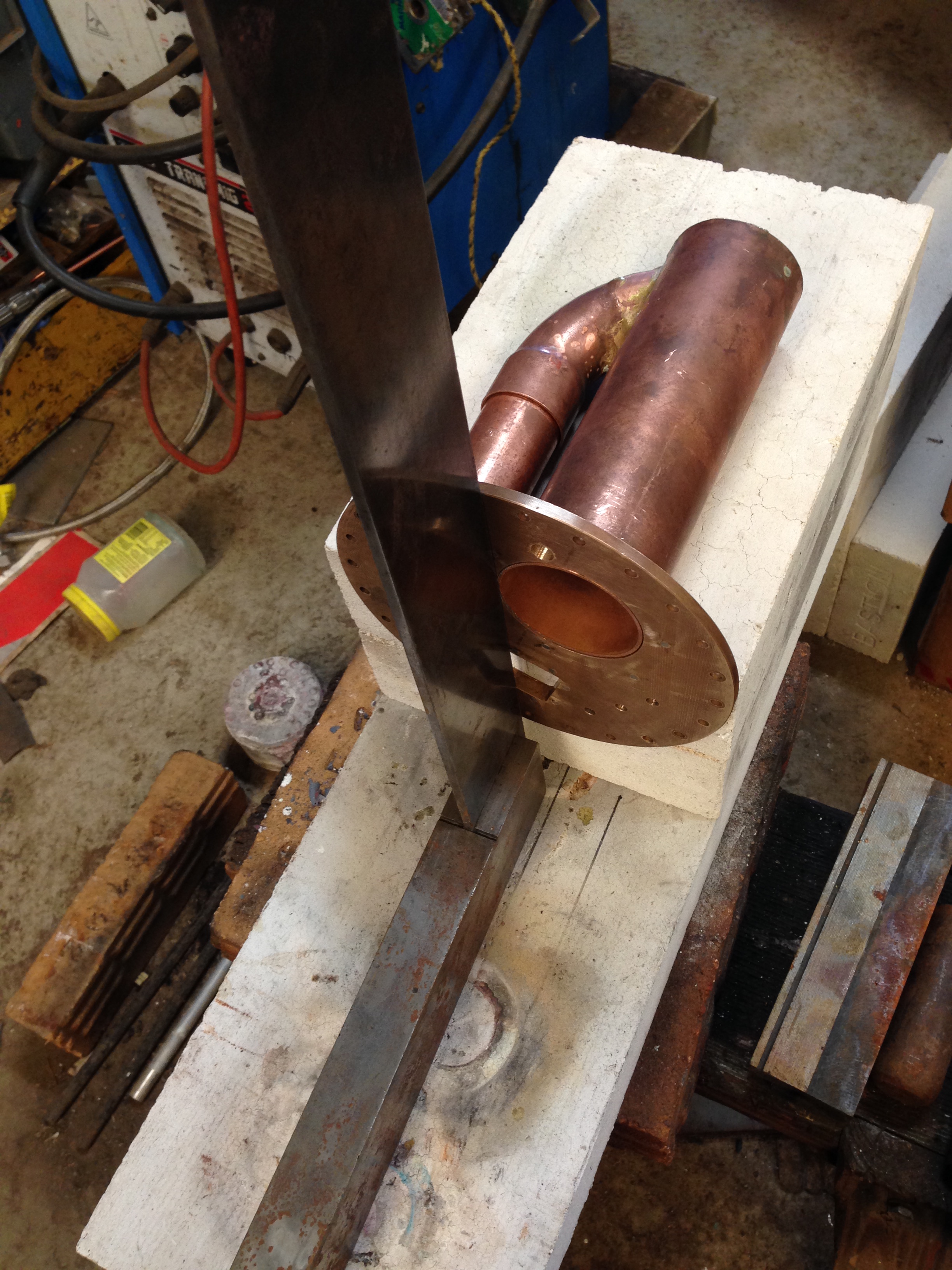
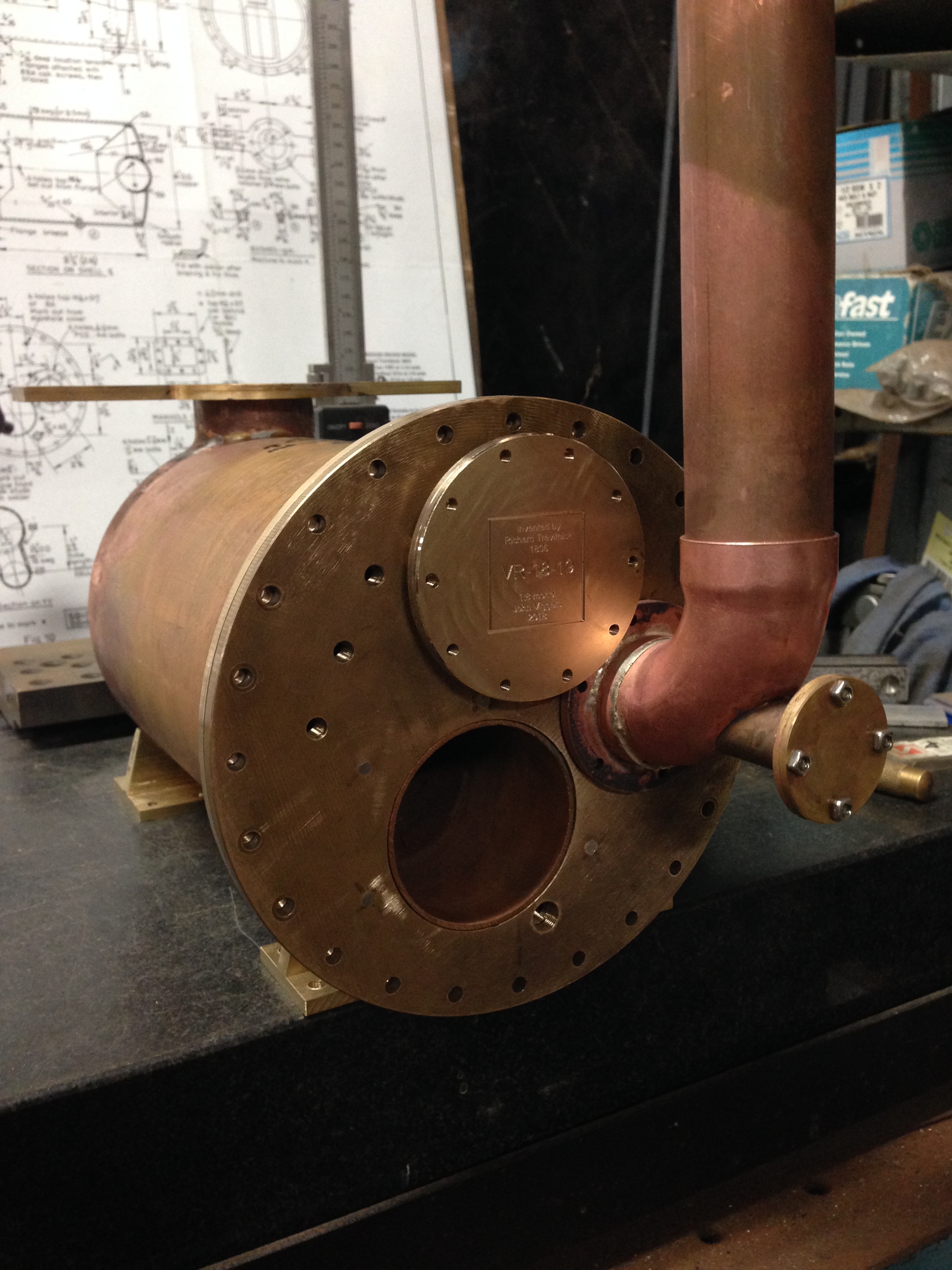
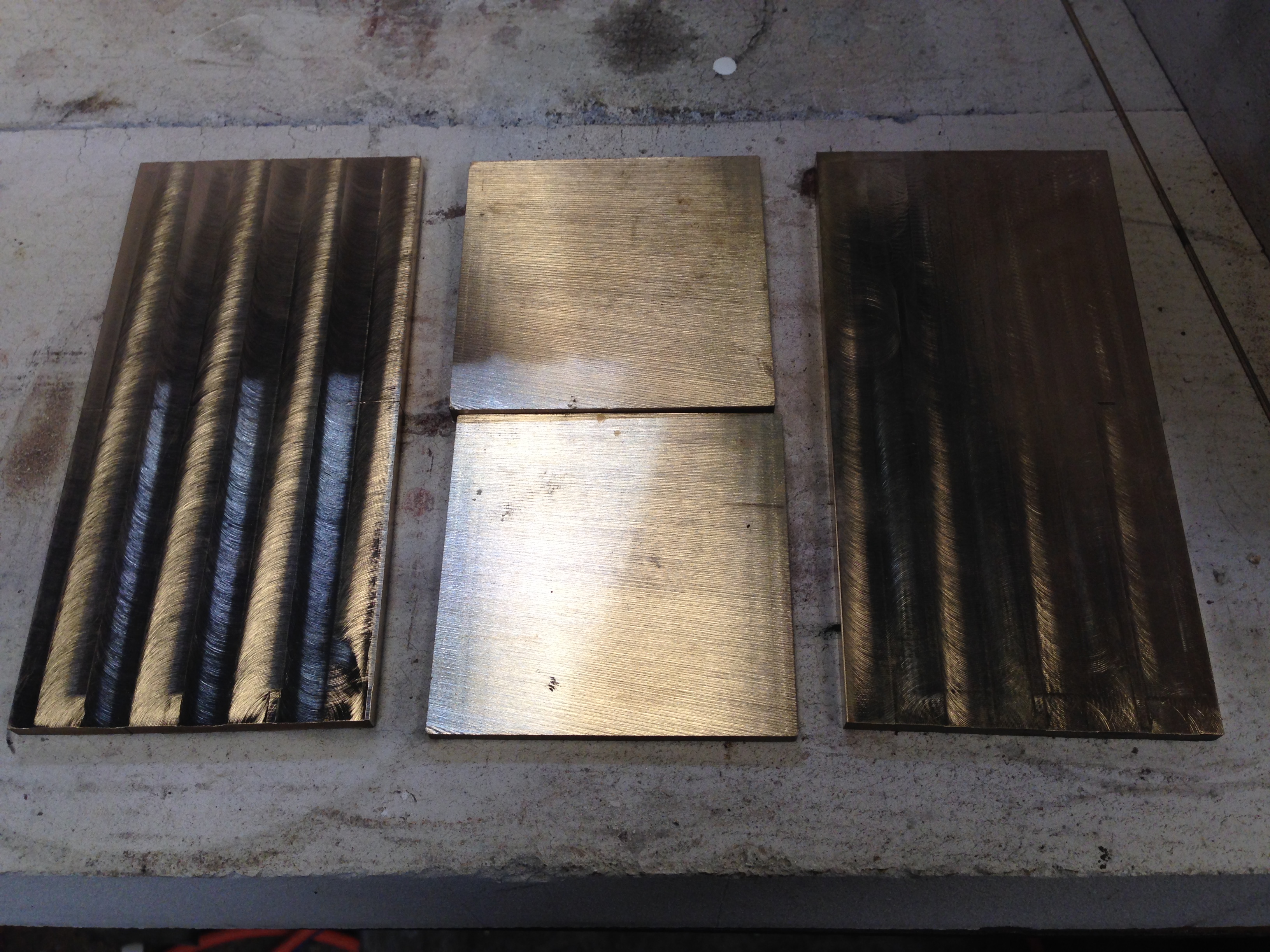
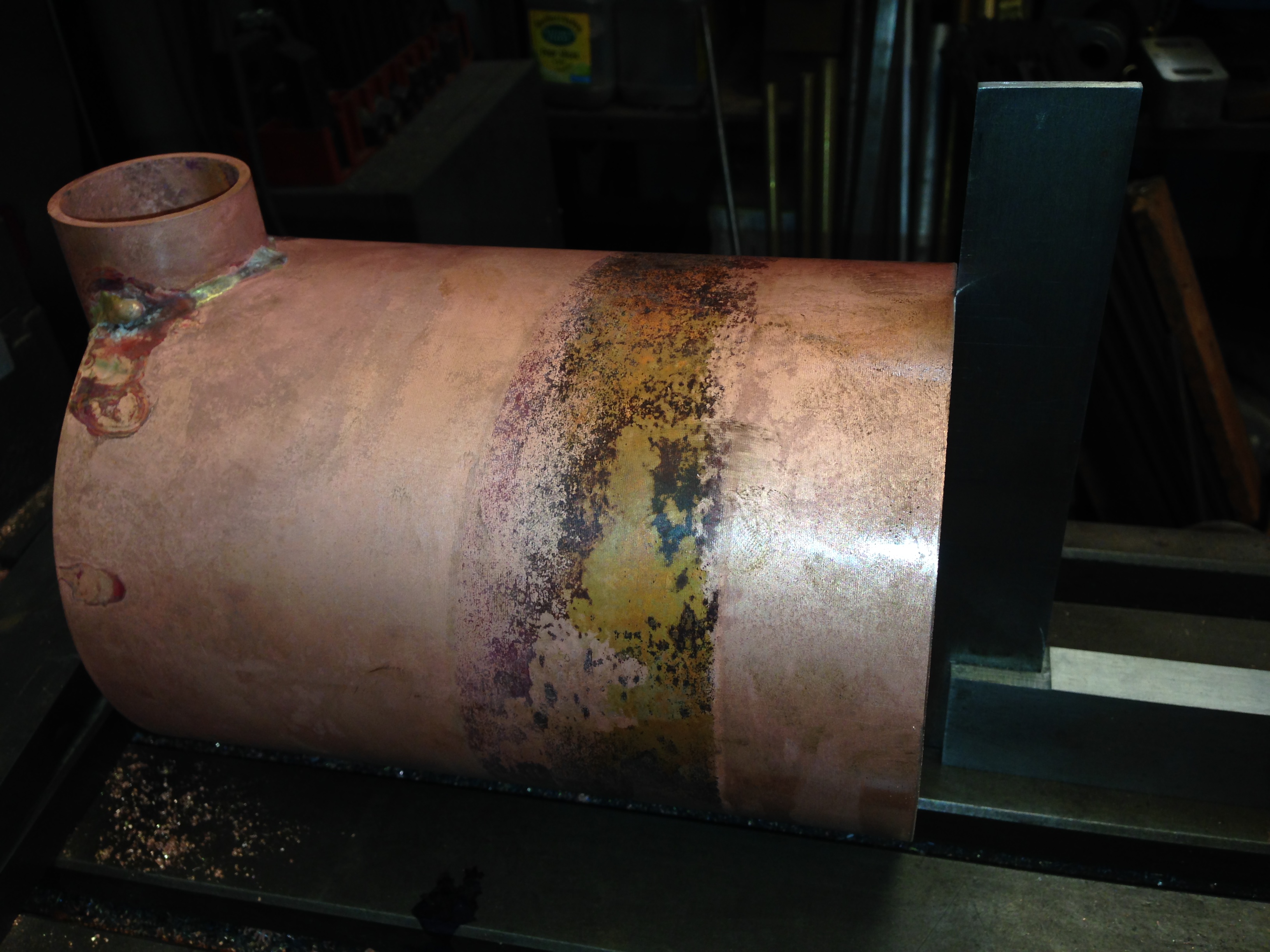
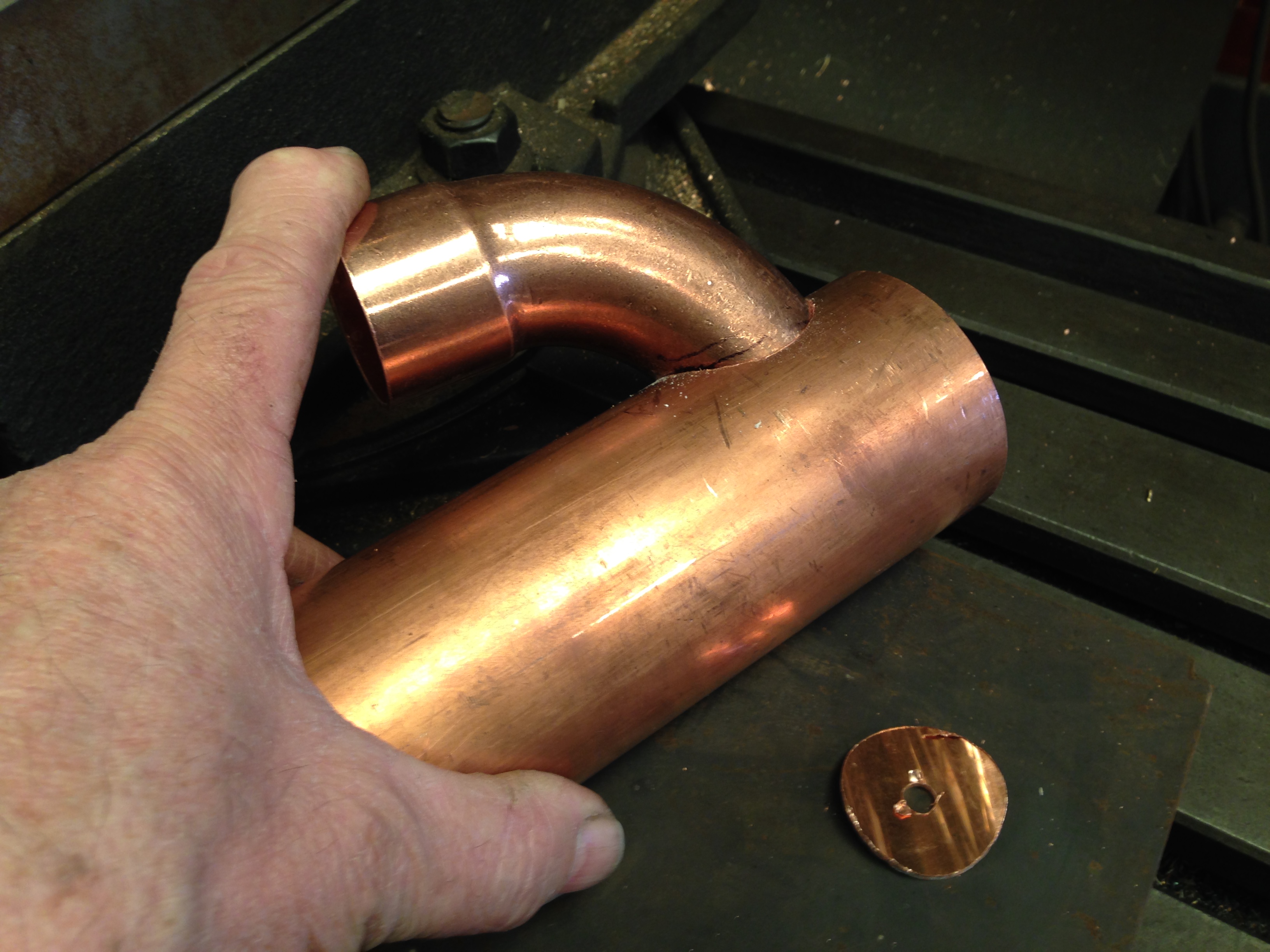
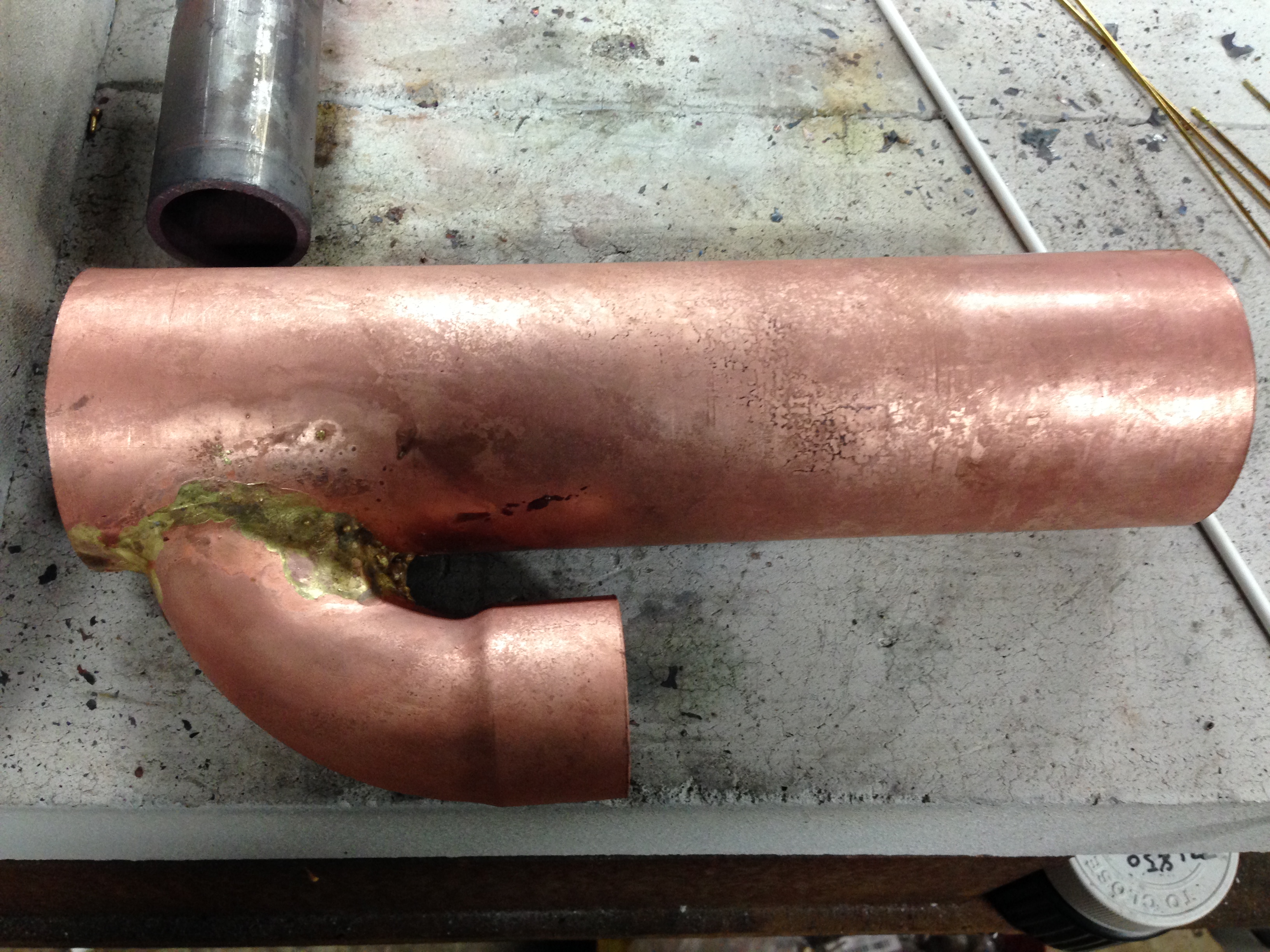
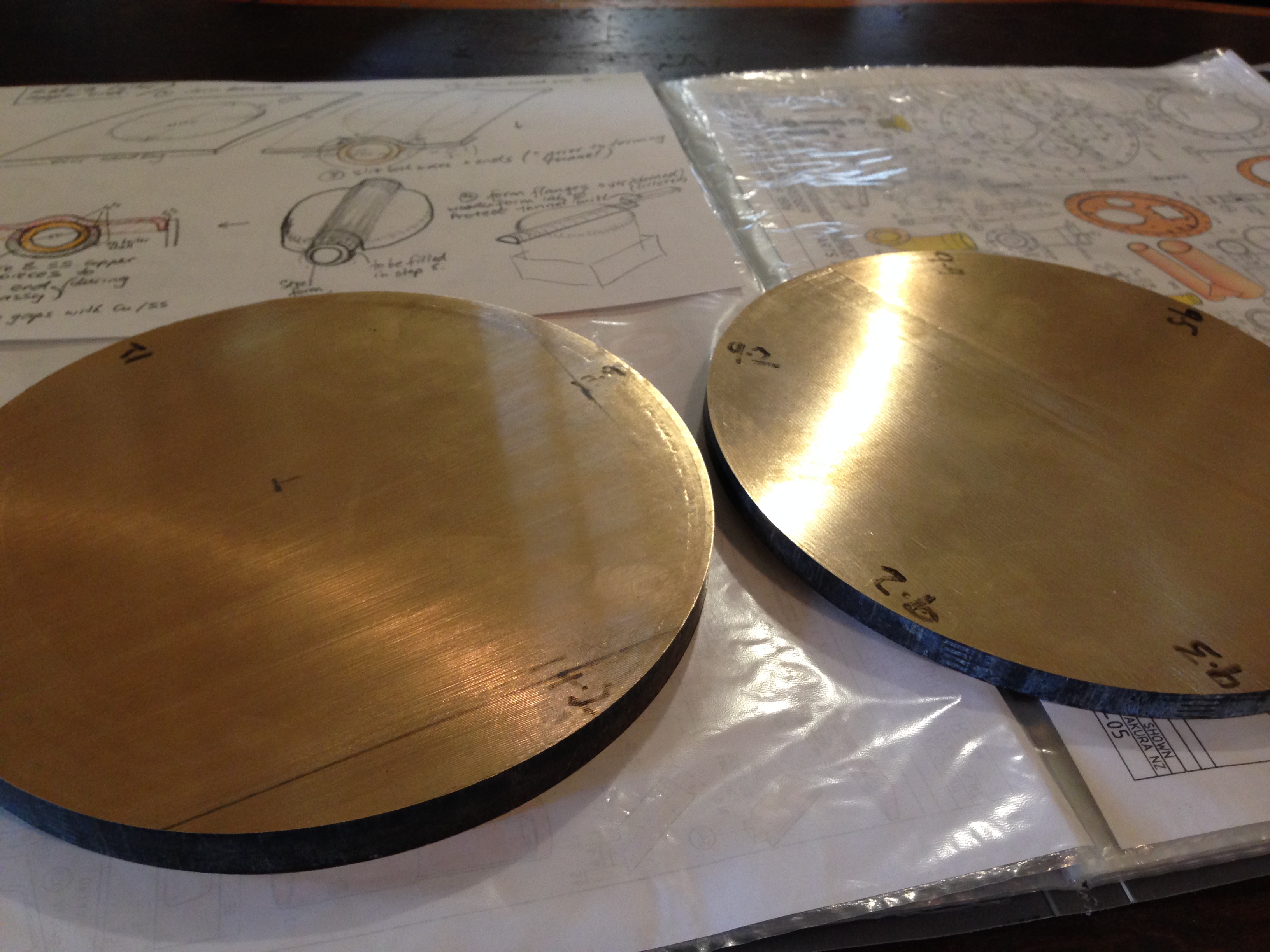
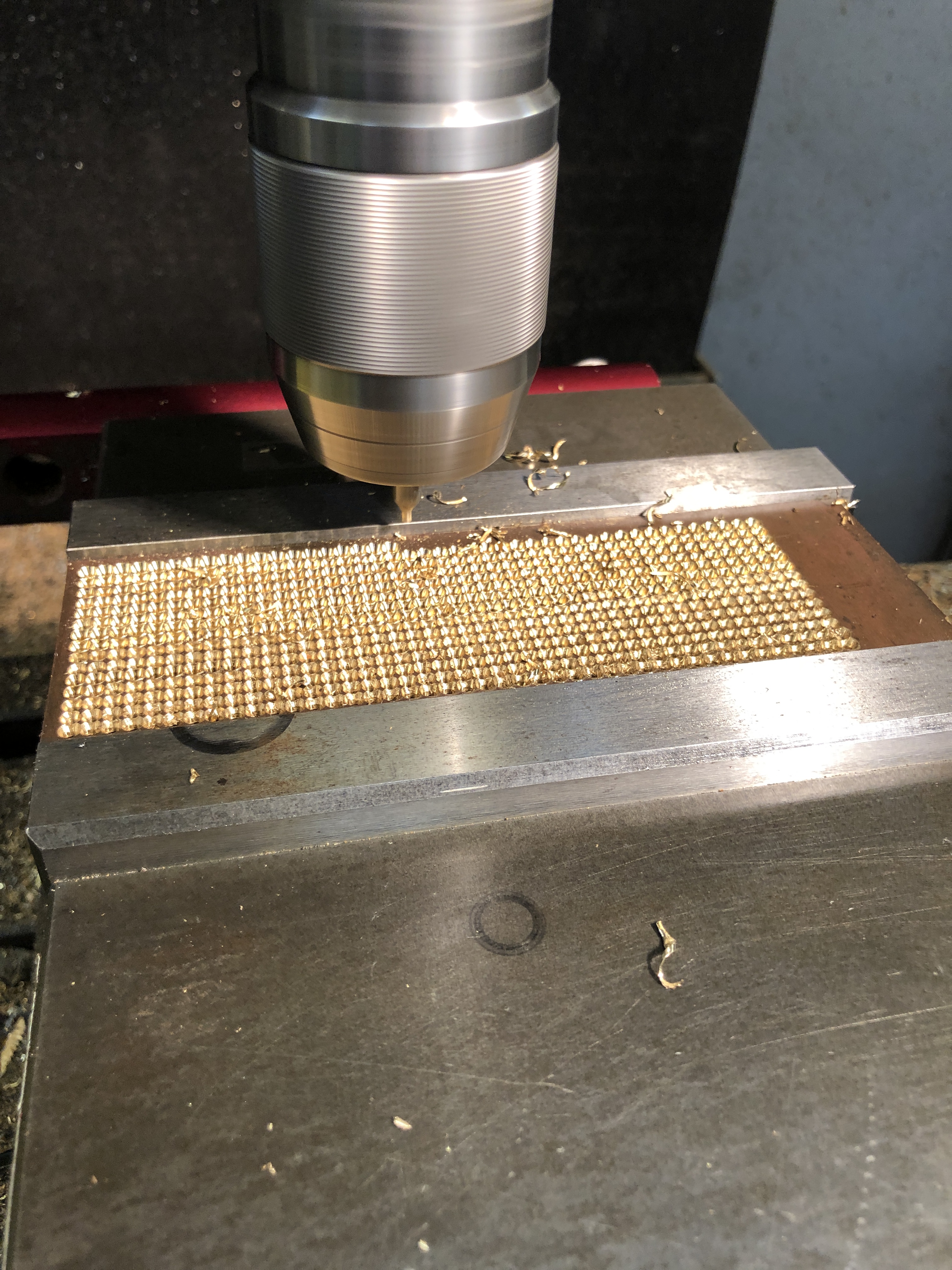
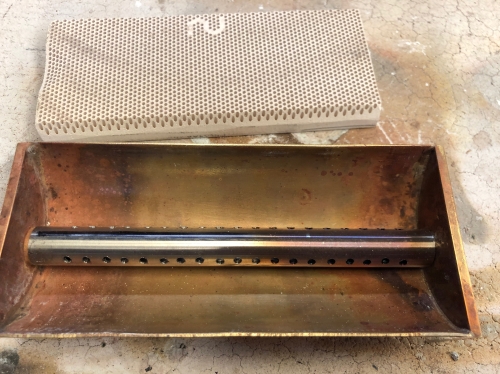
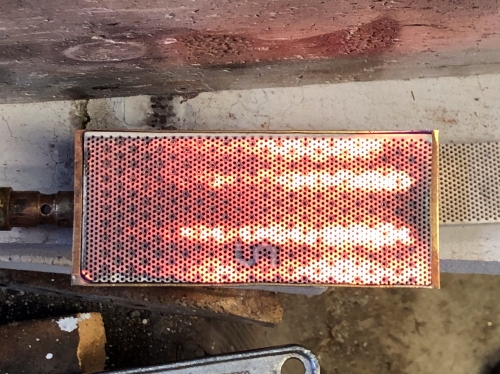
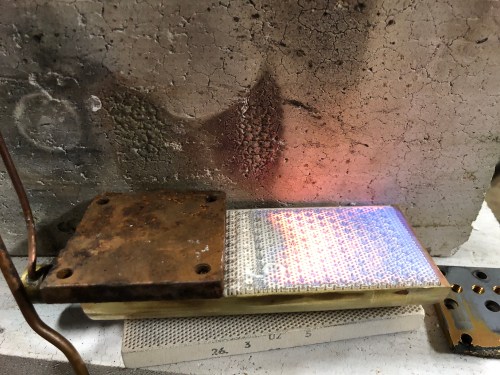
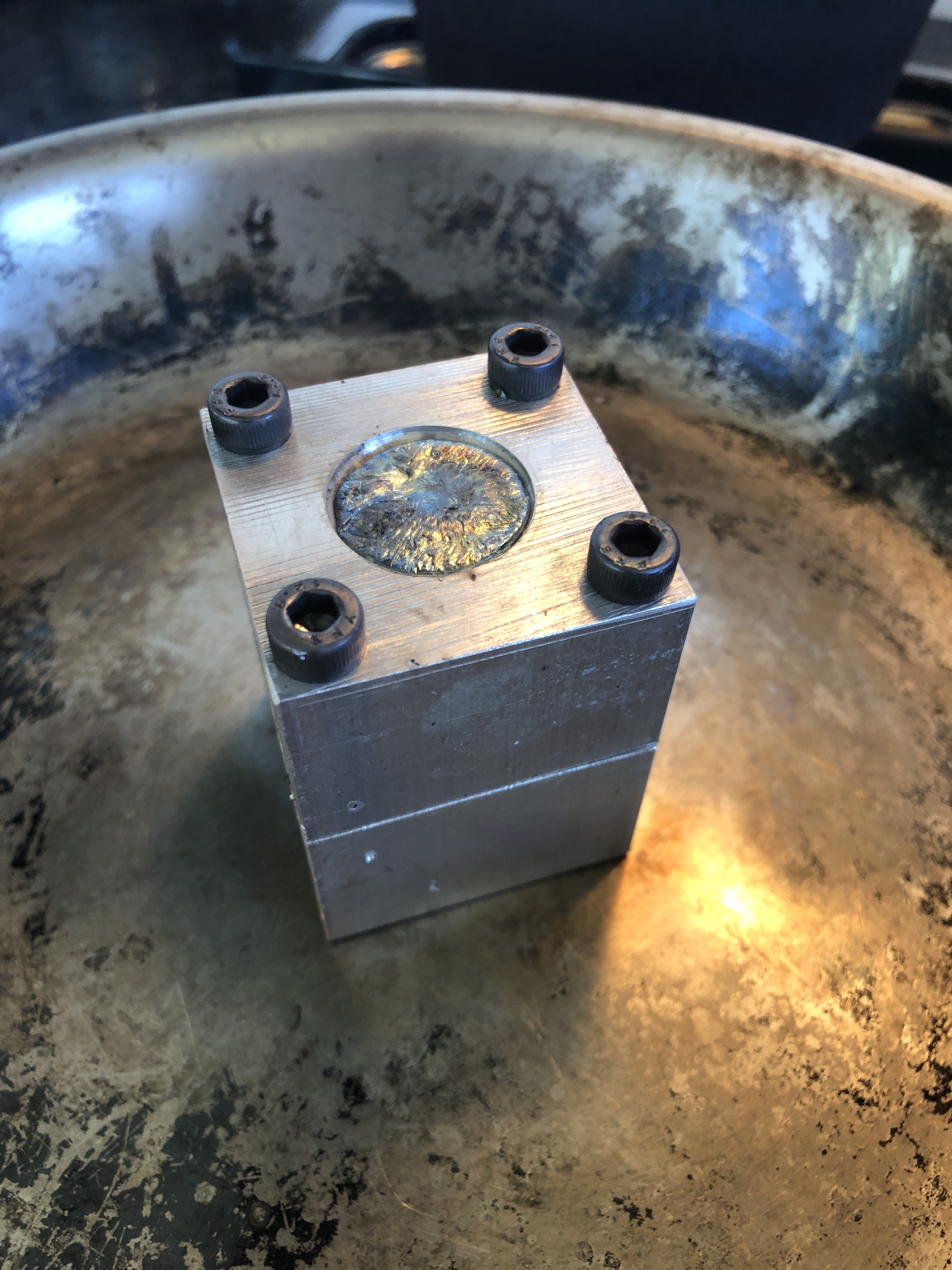
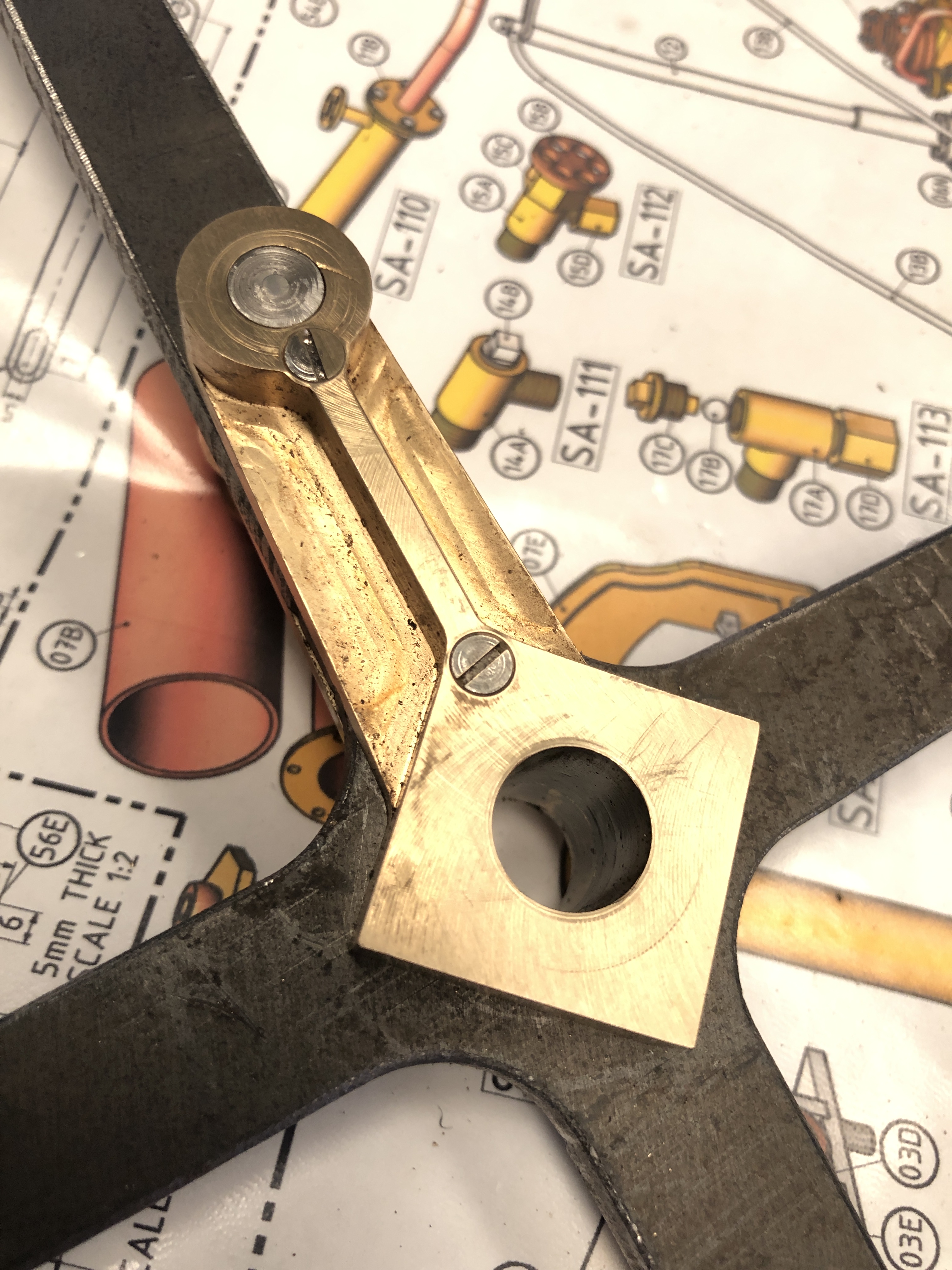
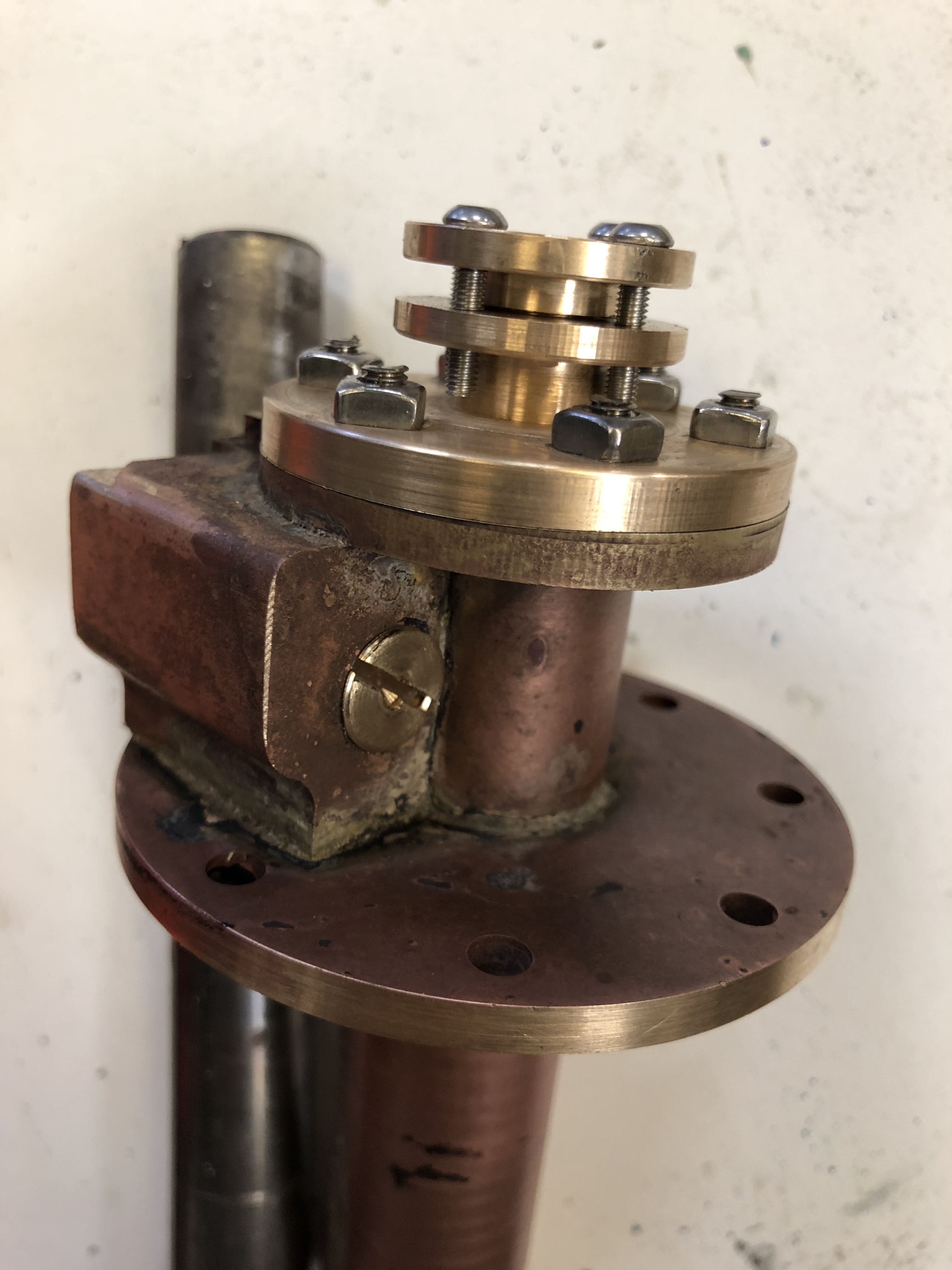
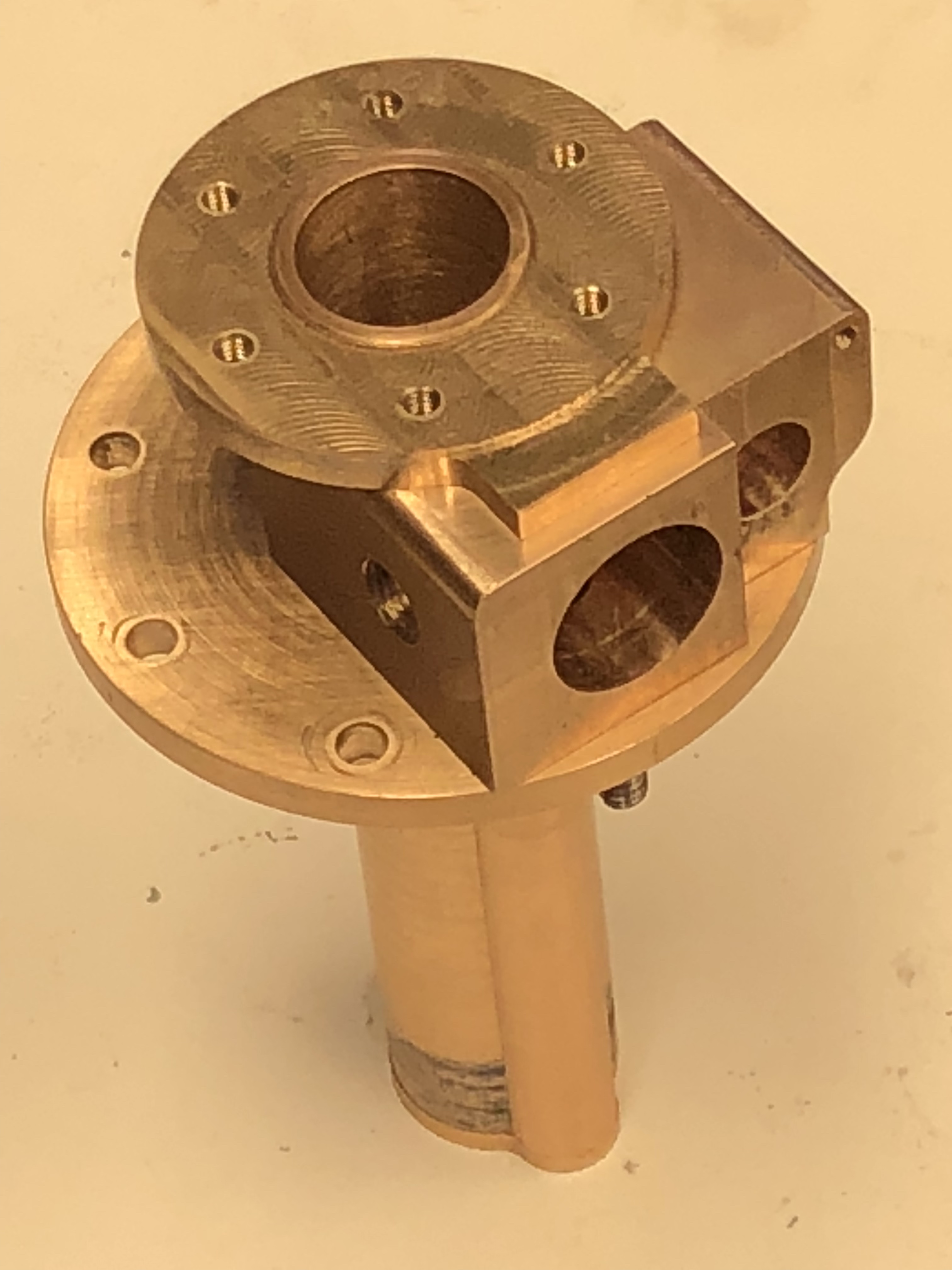
Here are the results of my first efforts.
OK, looking promising, but what about thin copper? Will that just melt away? By the way, my heat source is oxy-acetylene. I tried MAP gas with air, but got nowhere near enough heat. Oxy-acetylene burns at 3500ºc and copper melts at 1083ºc so it is not difficult to end up with an ugly, expensive blob of copper and bronze.
I tried both 1.6 and 2.4mm bronze filler rod diameters, and for this scale job I preferred the 1.6mm. The joins were significantly lumpier with the 2.4mm.
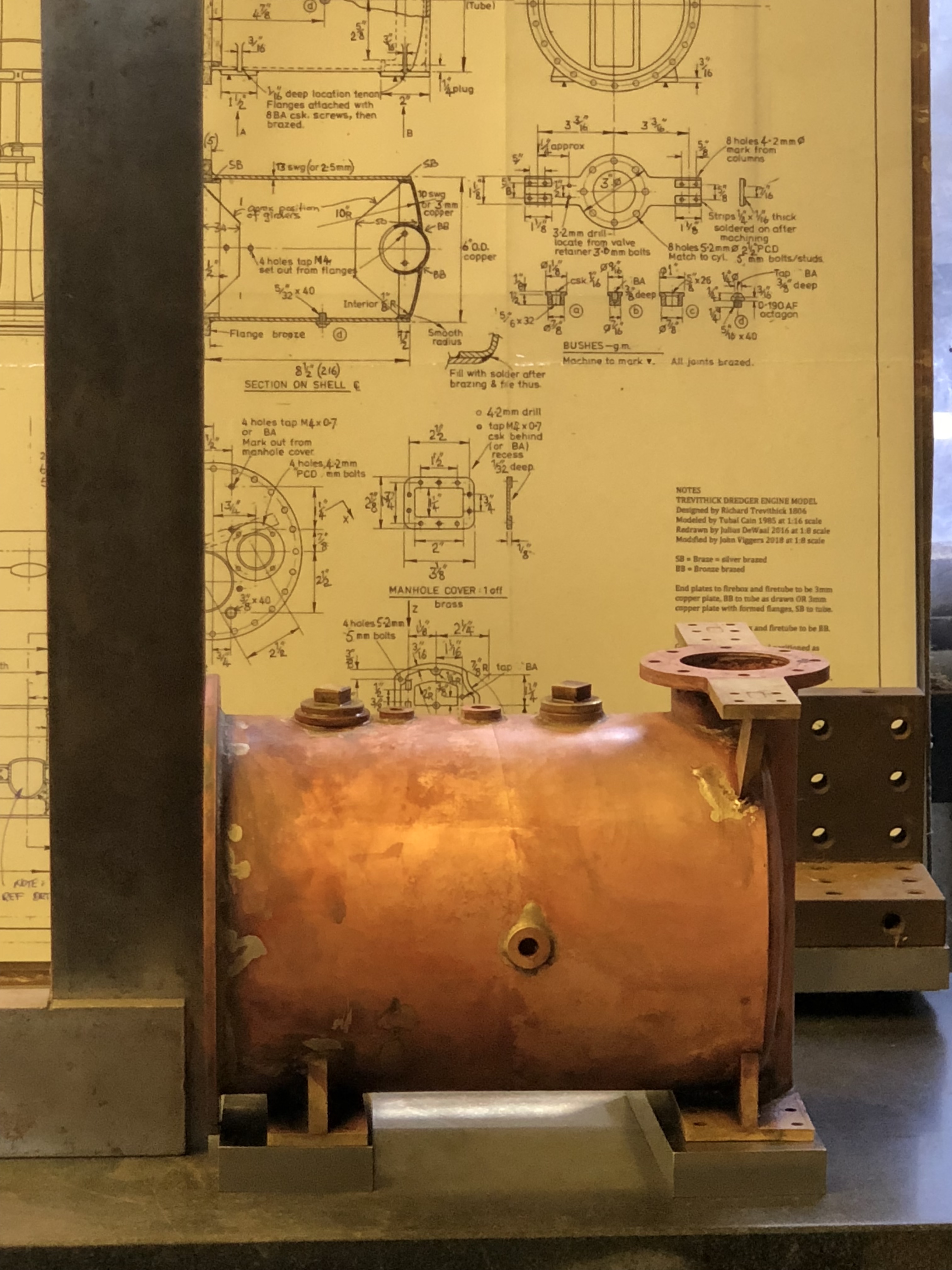
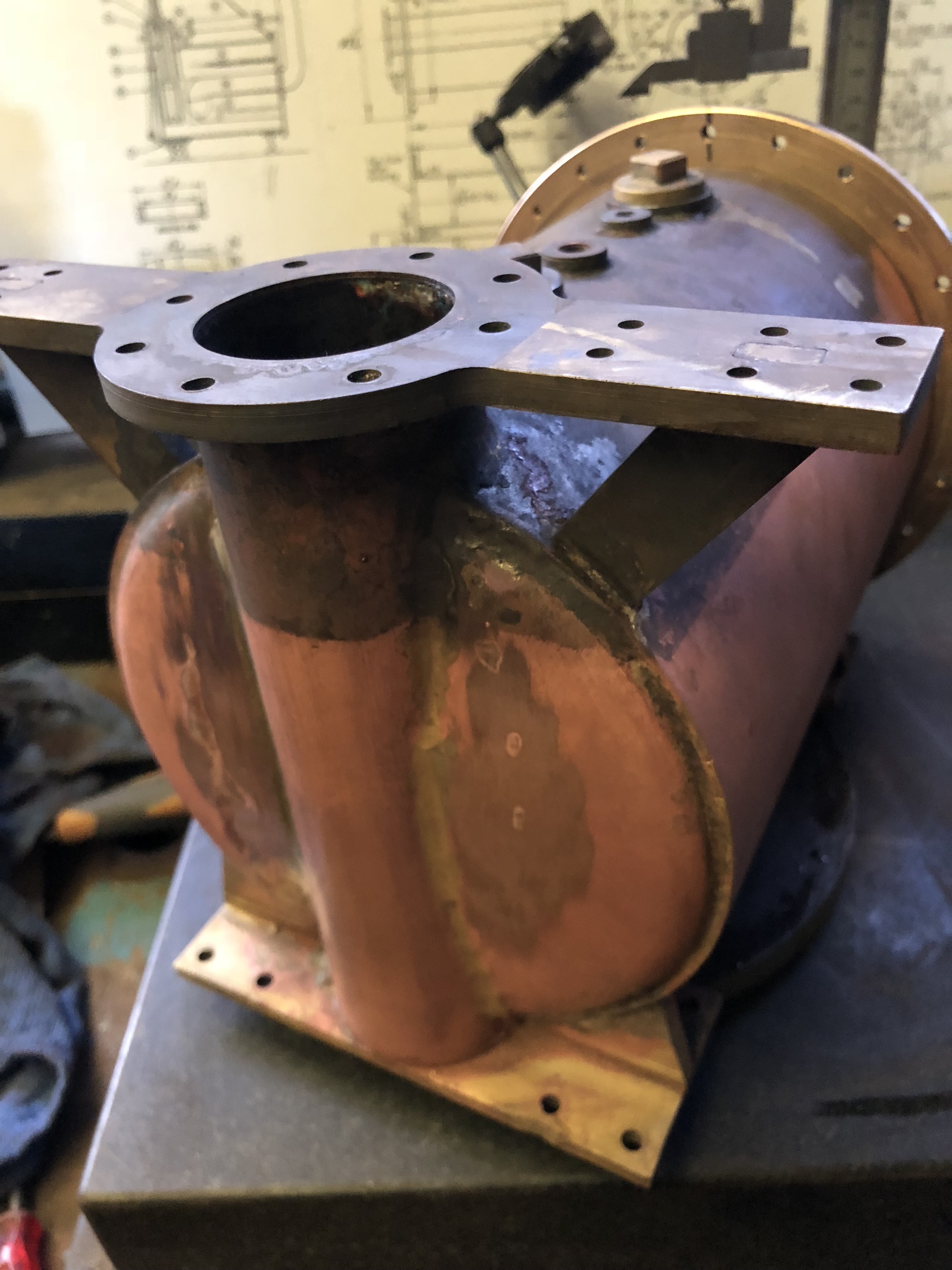
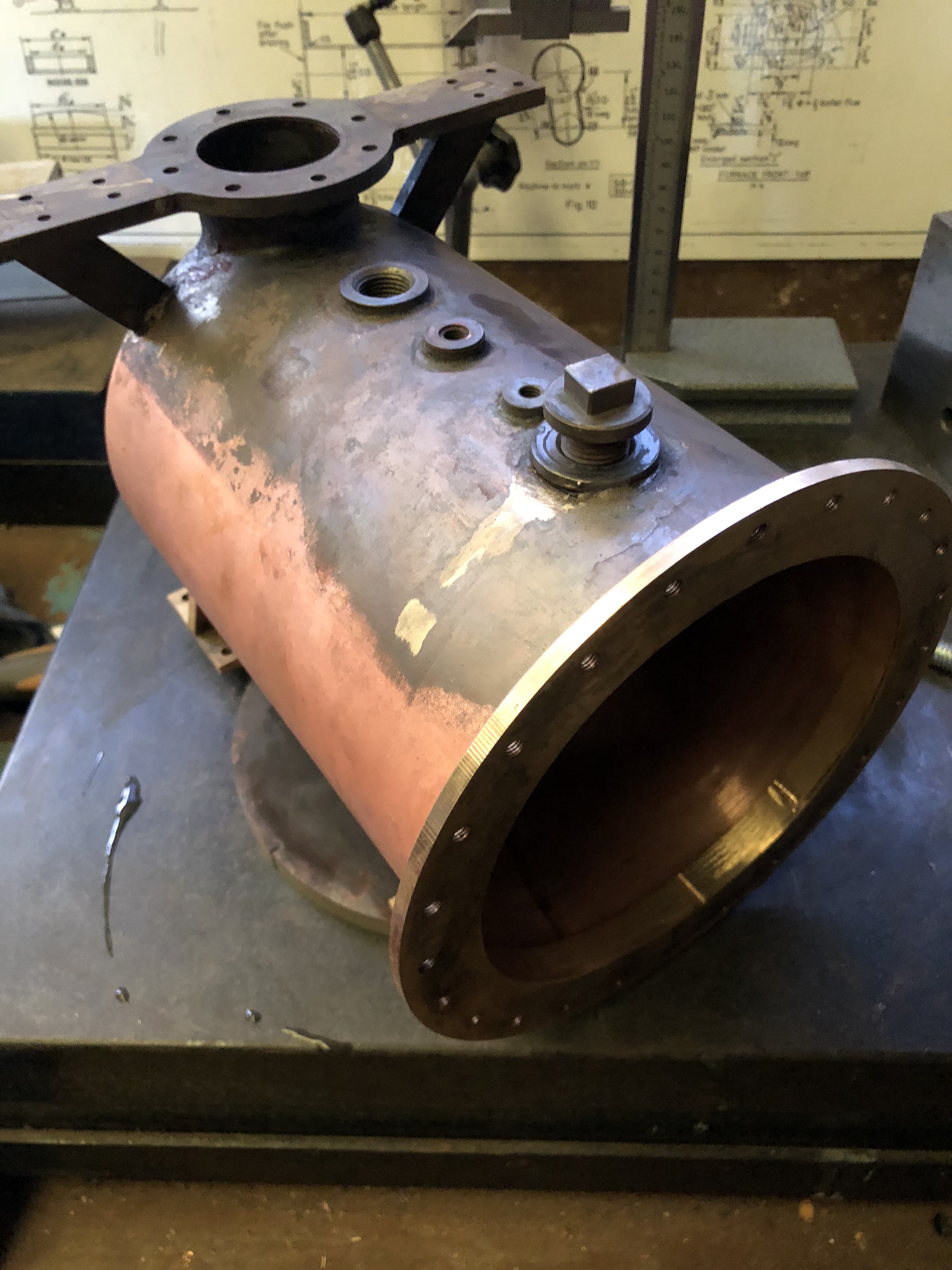
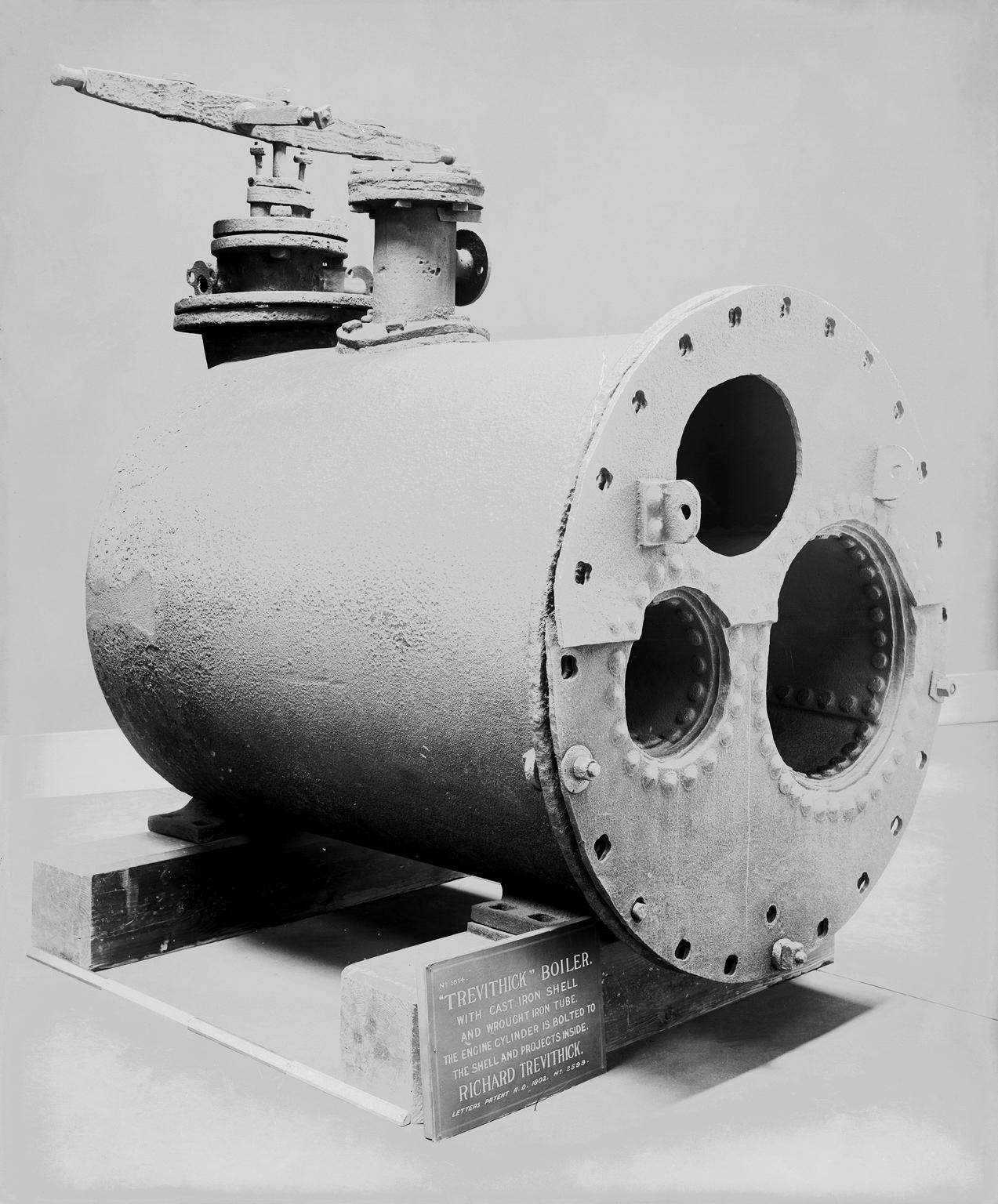
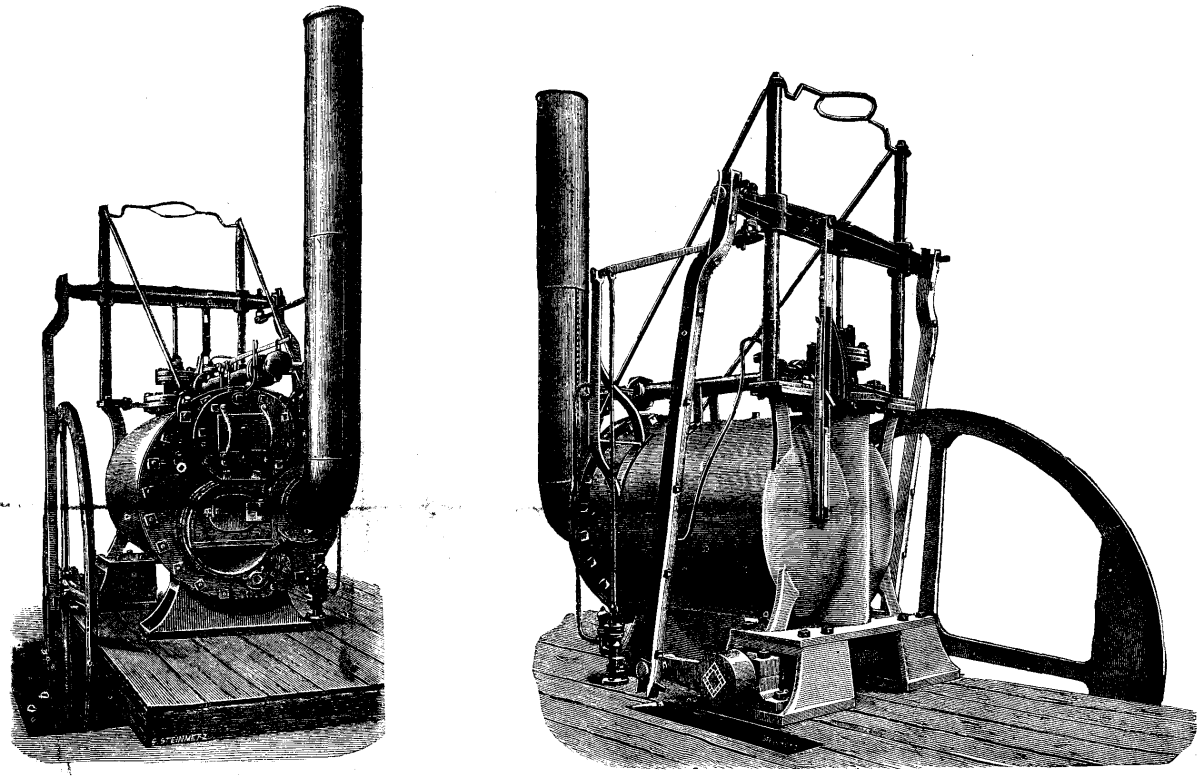
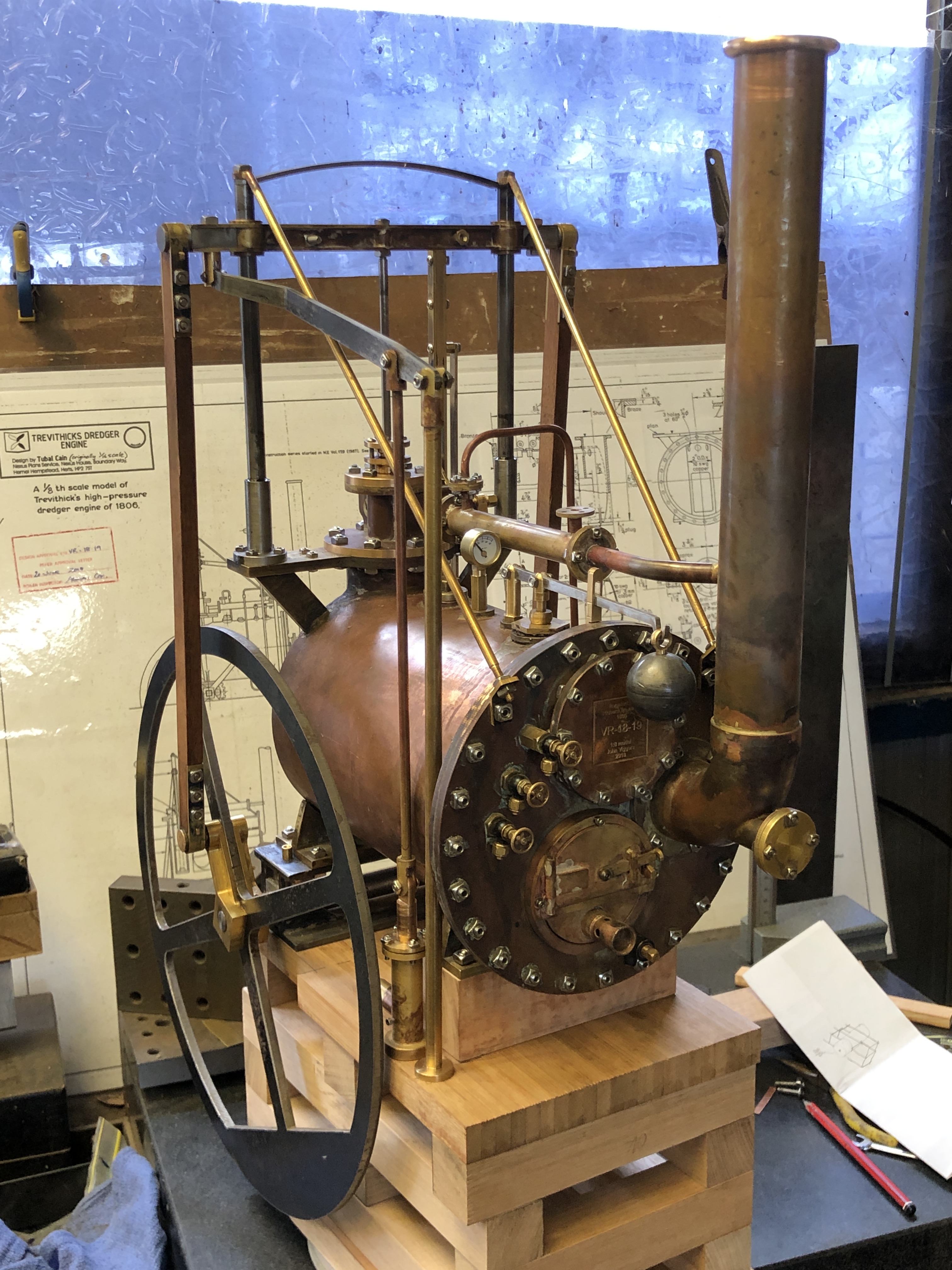
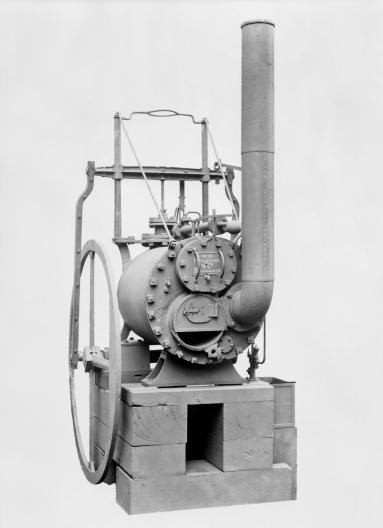
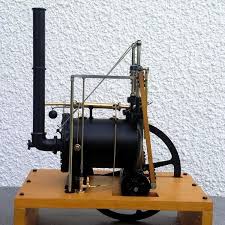
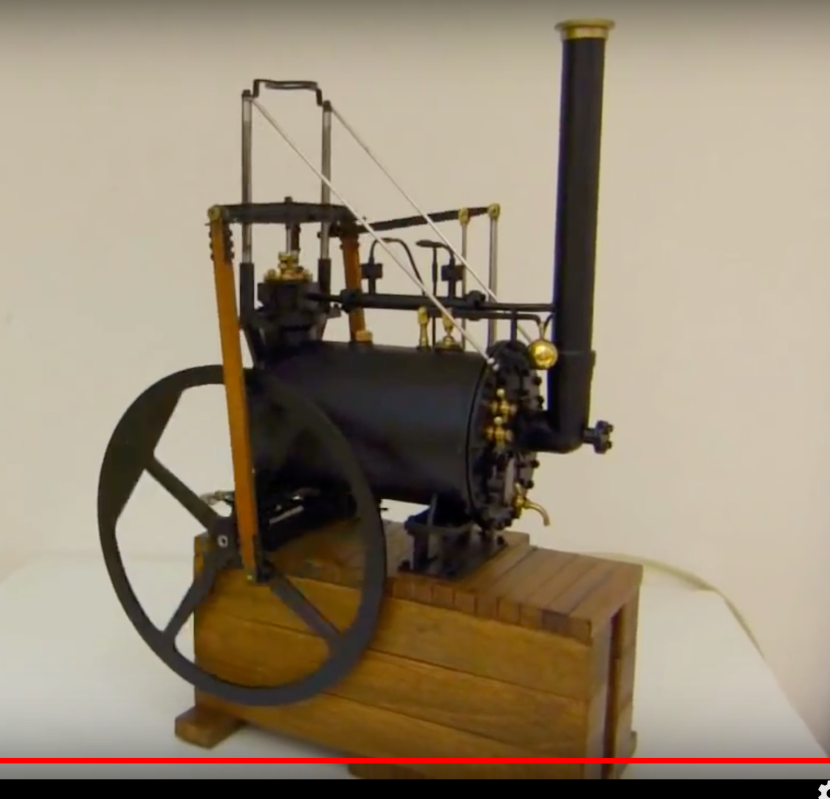
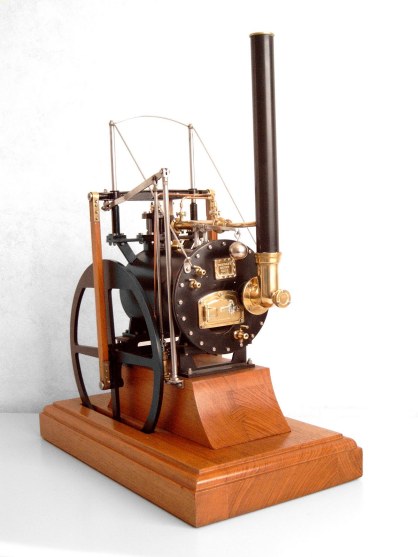
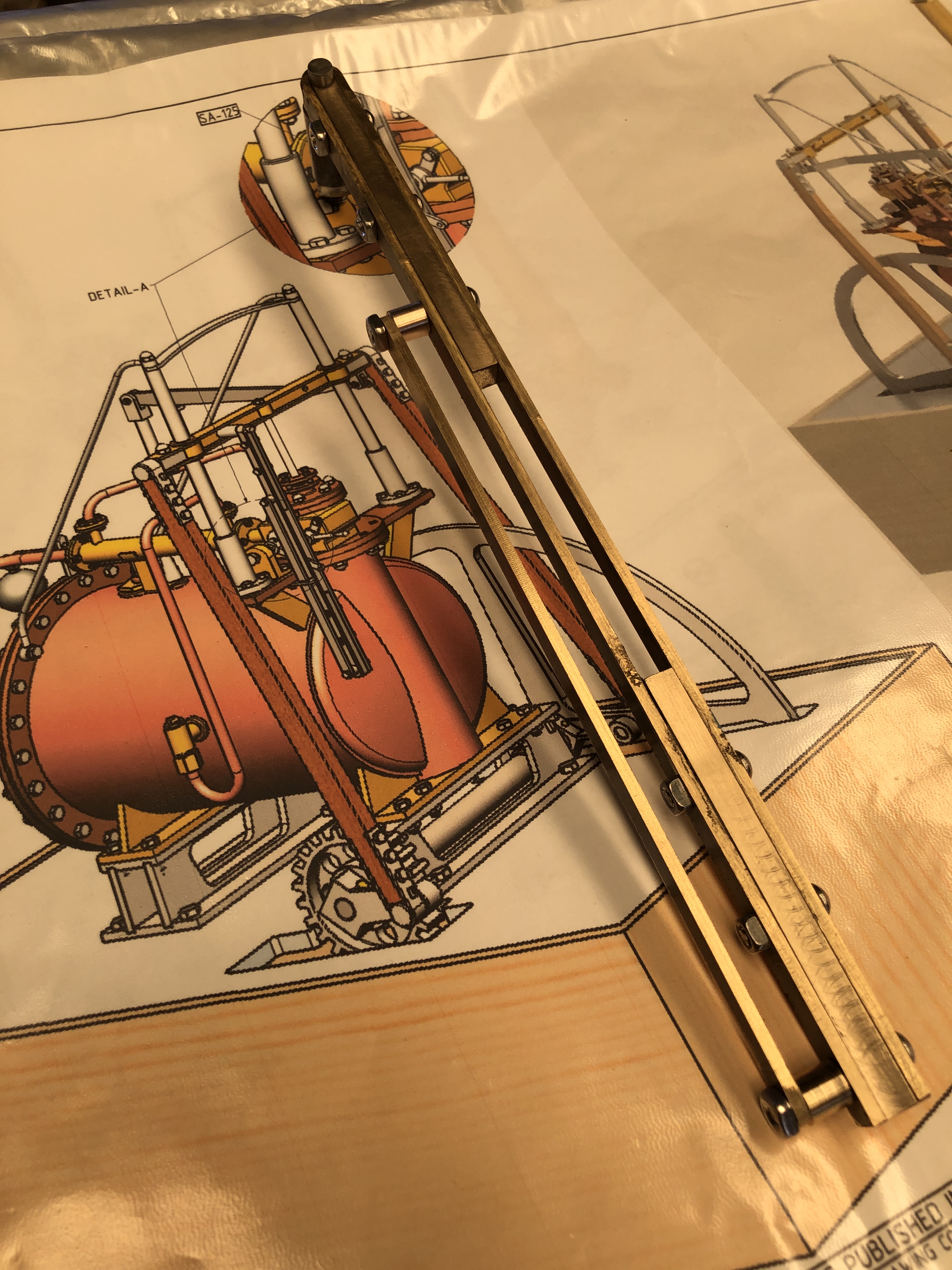
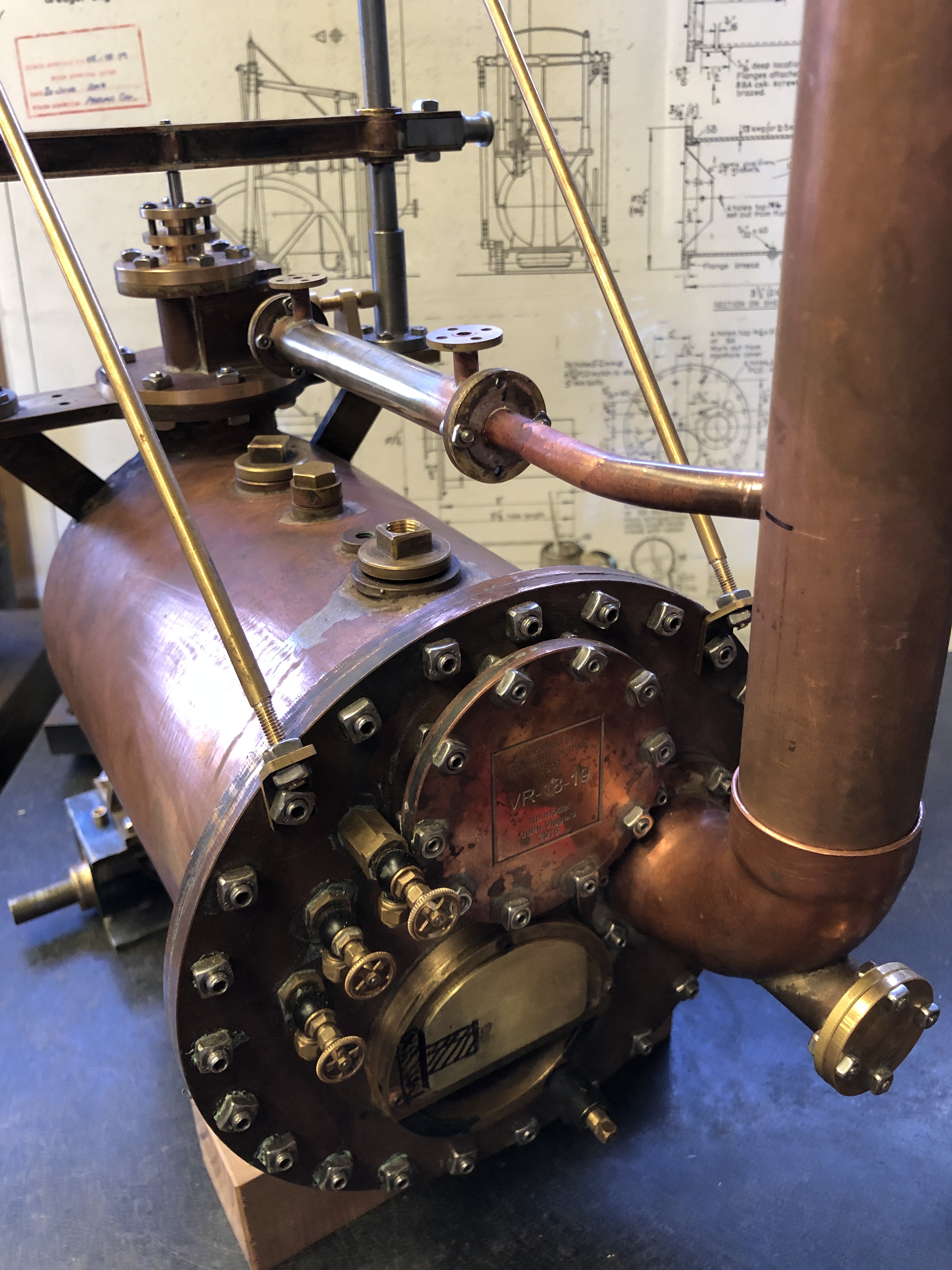
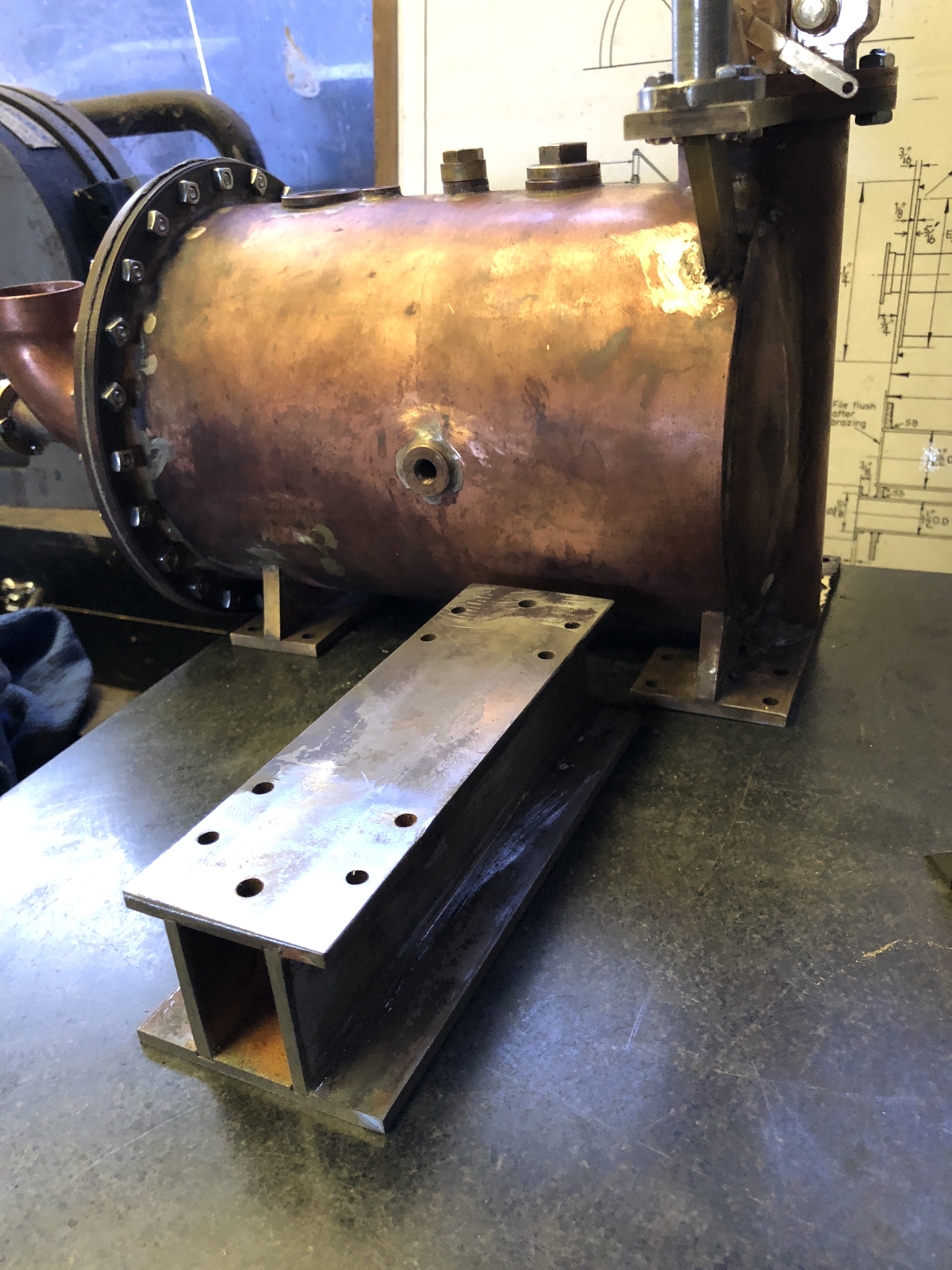
So, with a bit more practice I think that I might be able to bronze braze where necessary on the vertical boiler and the Trevithic dredger engine.
P.S. Those readers who know about brazing will get a laugh. I did the brazing without dark glasses! None of the tutorials mentioned that dark glasses allow you to see what is happening in the molten puddle. I found out about dark glasses at my model engineering club club meeting last night. John.


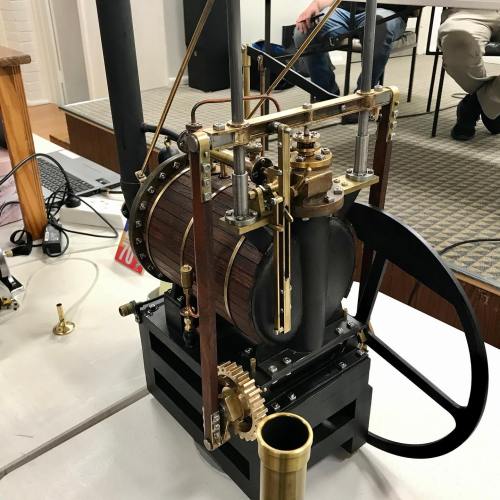









































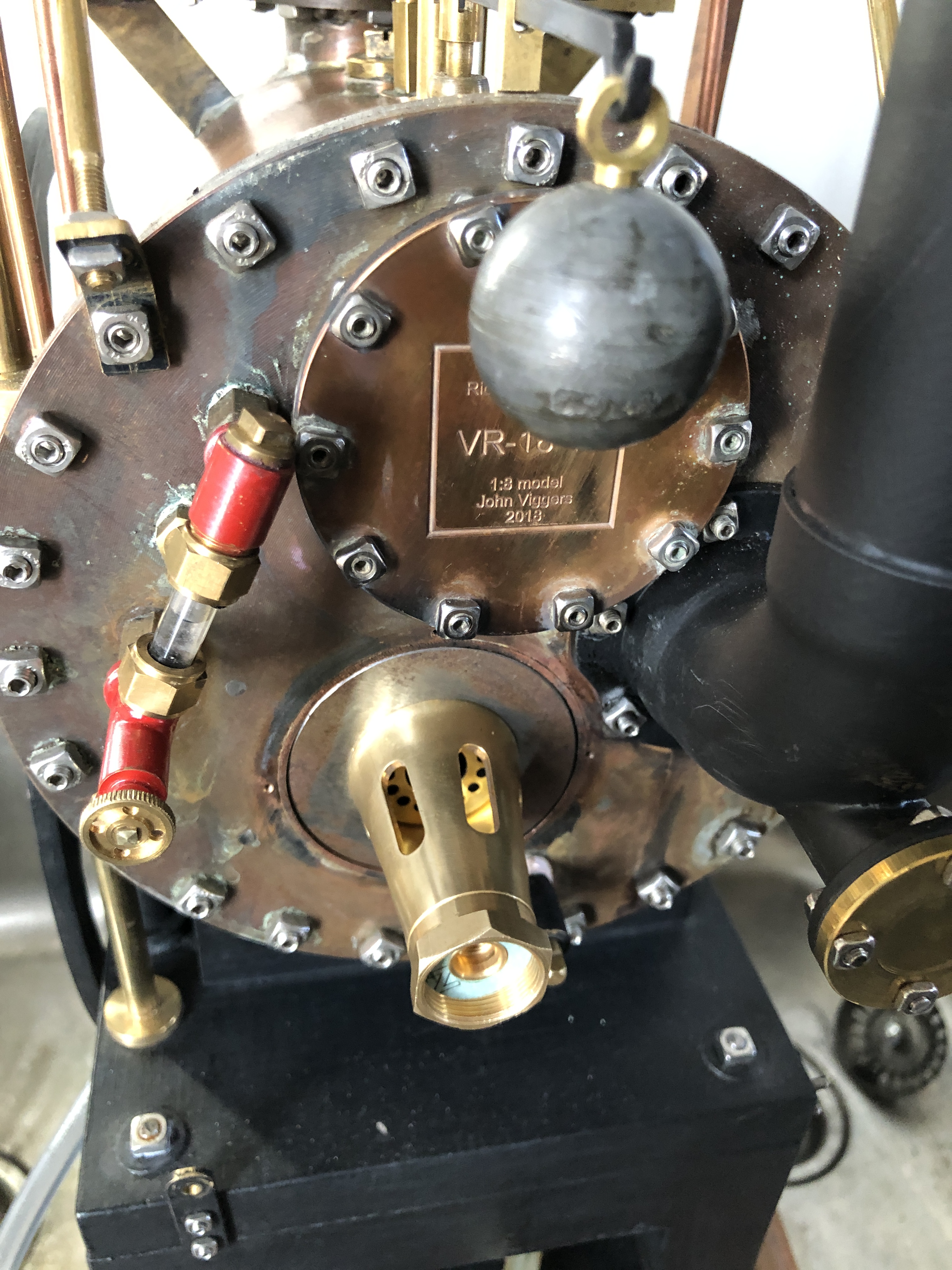








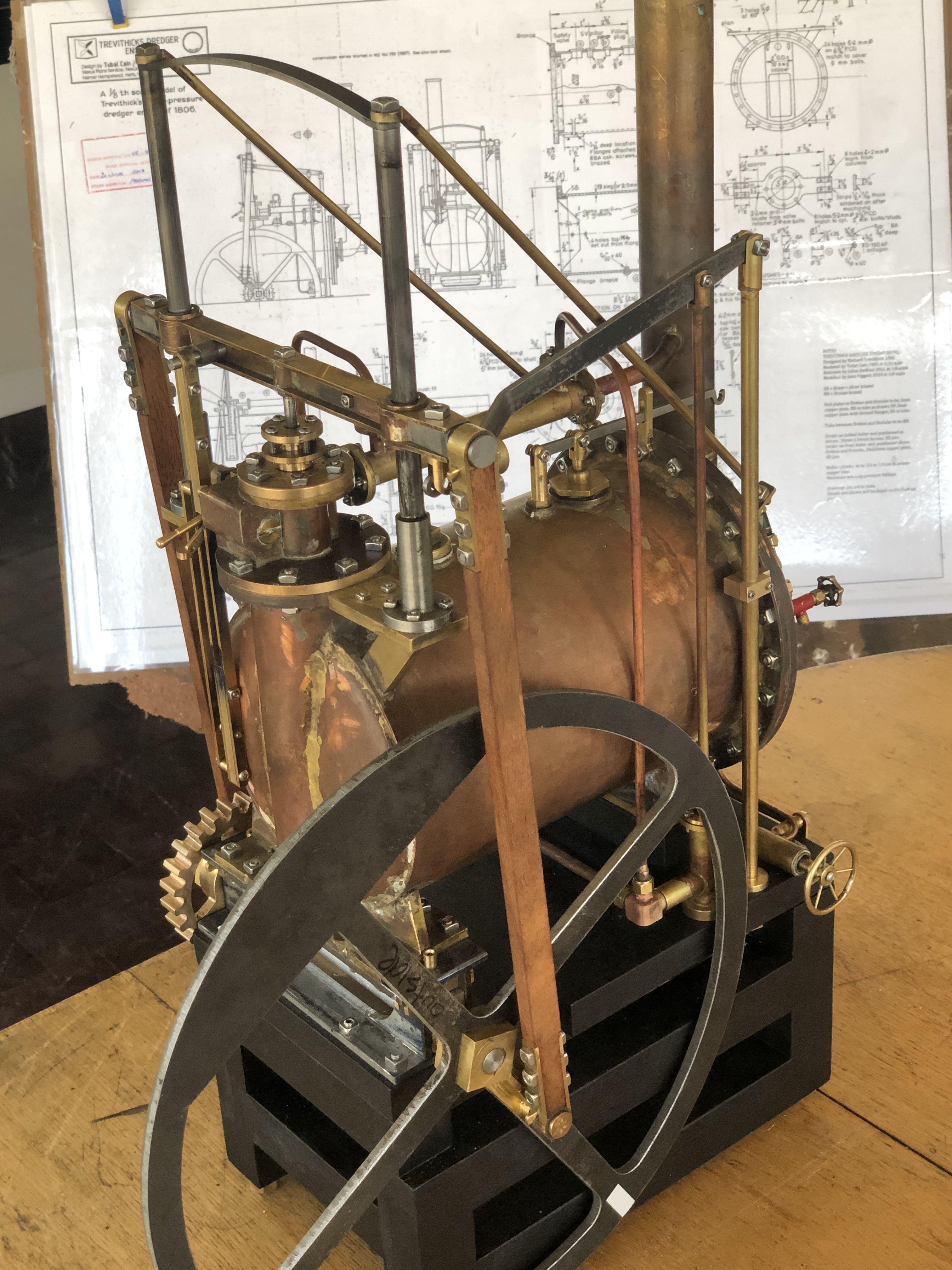
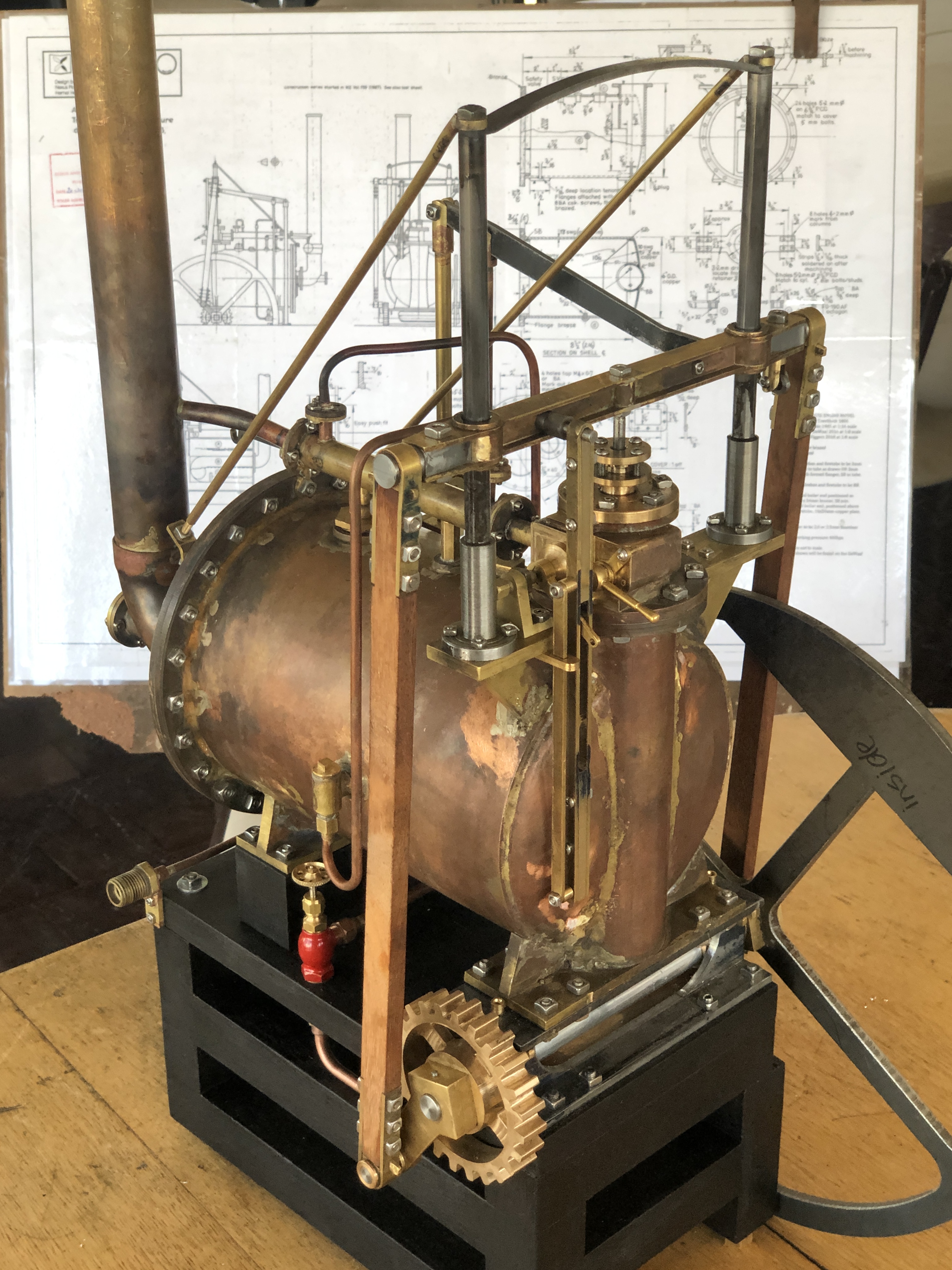
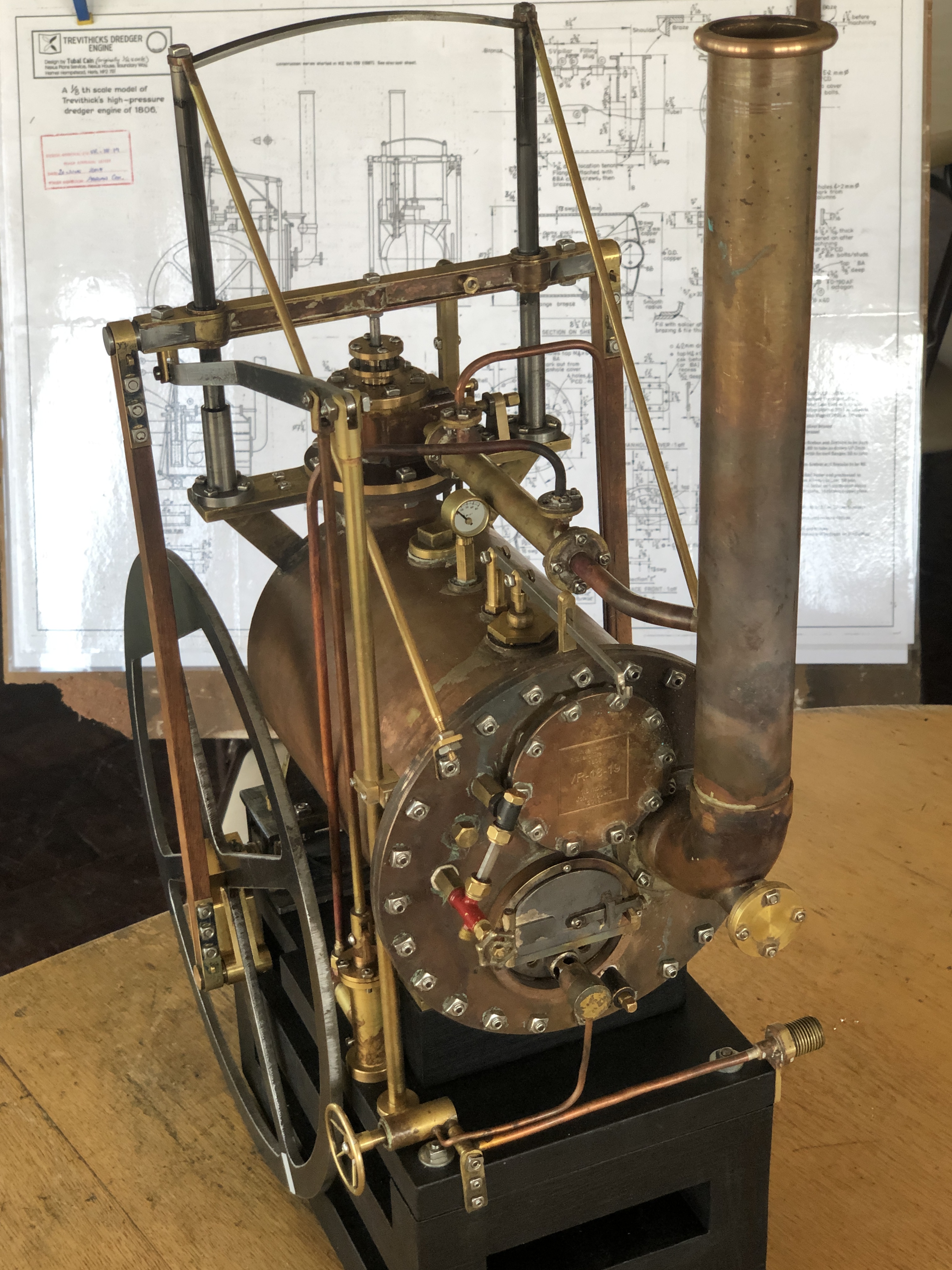















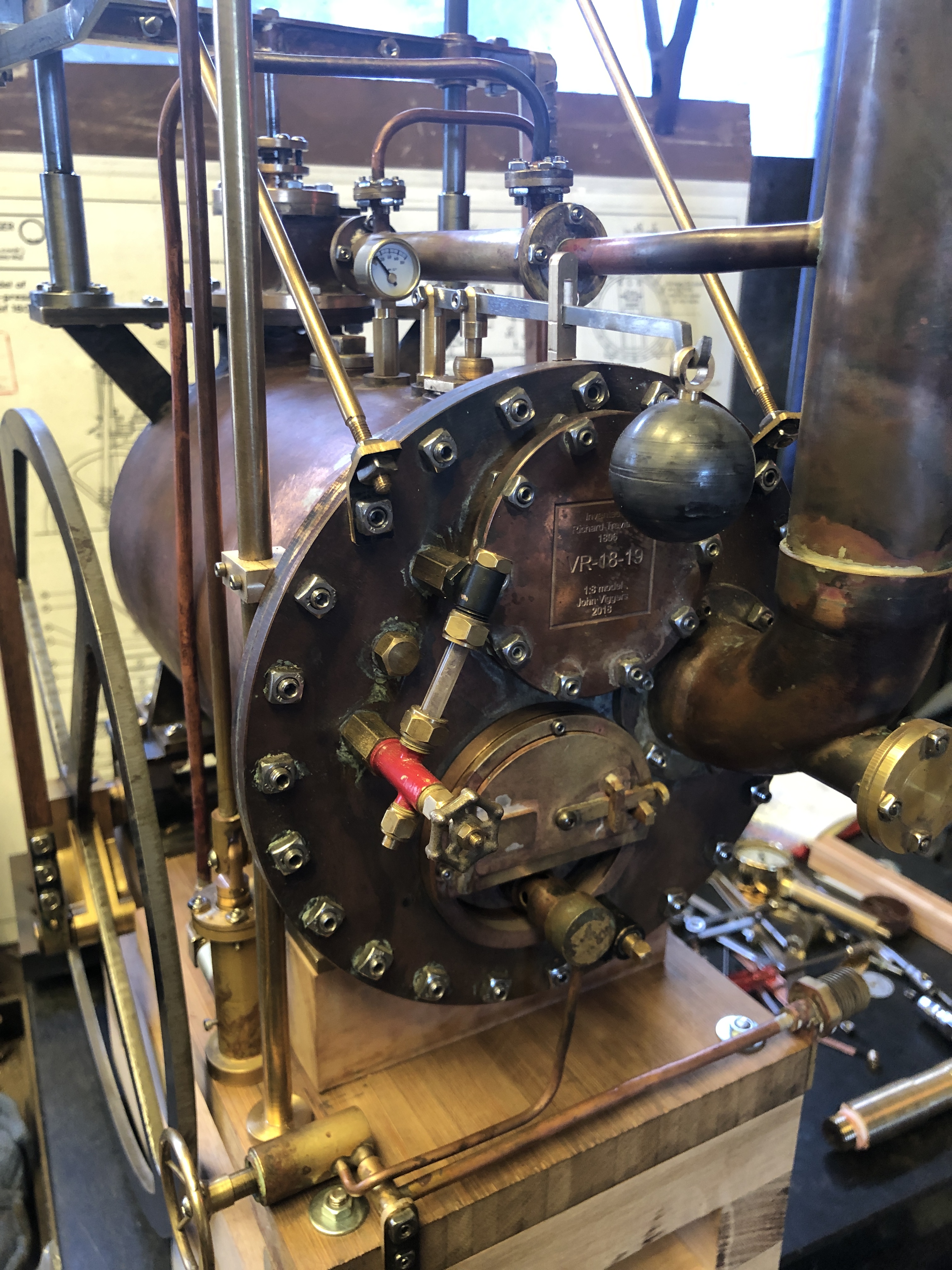


















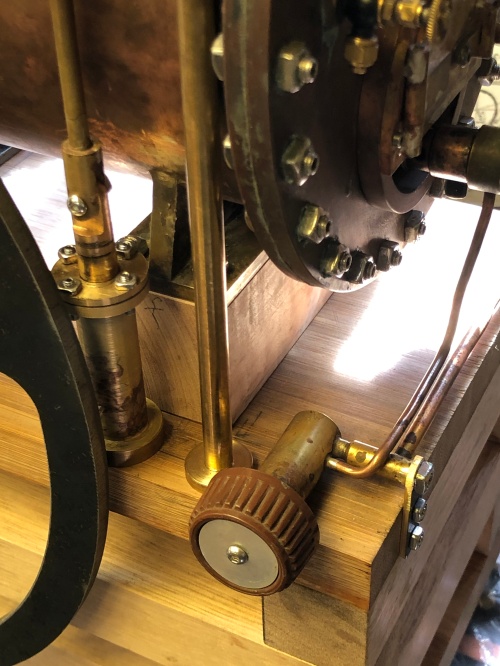


























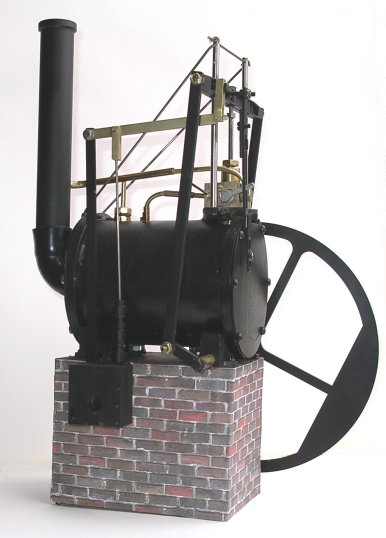
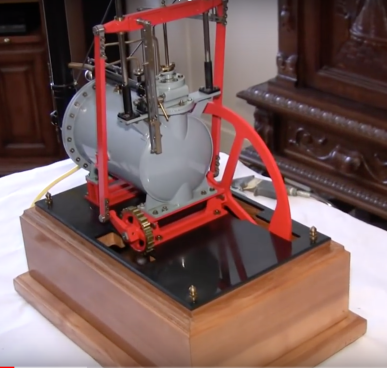




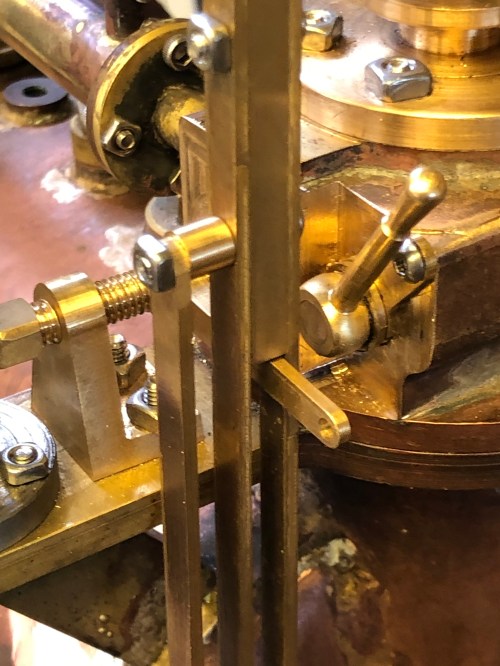



















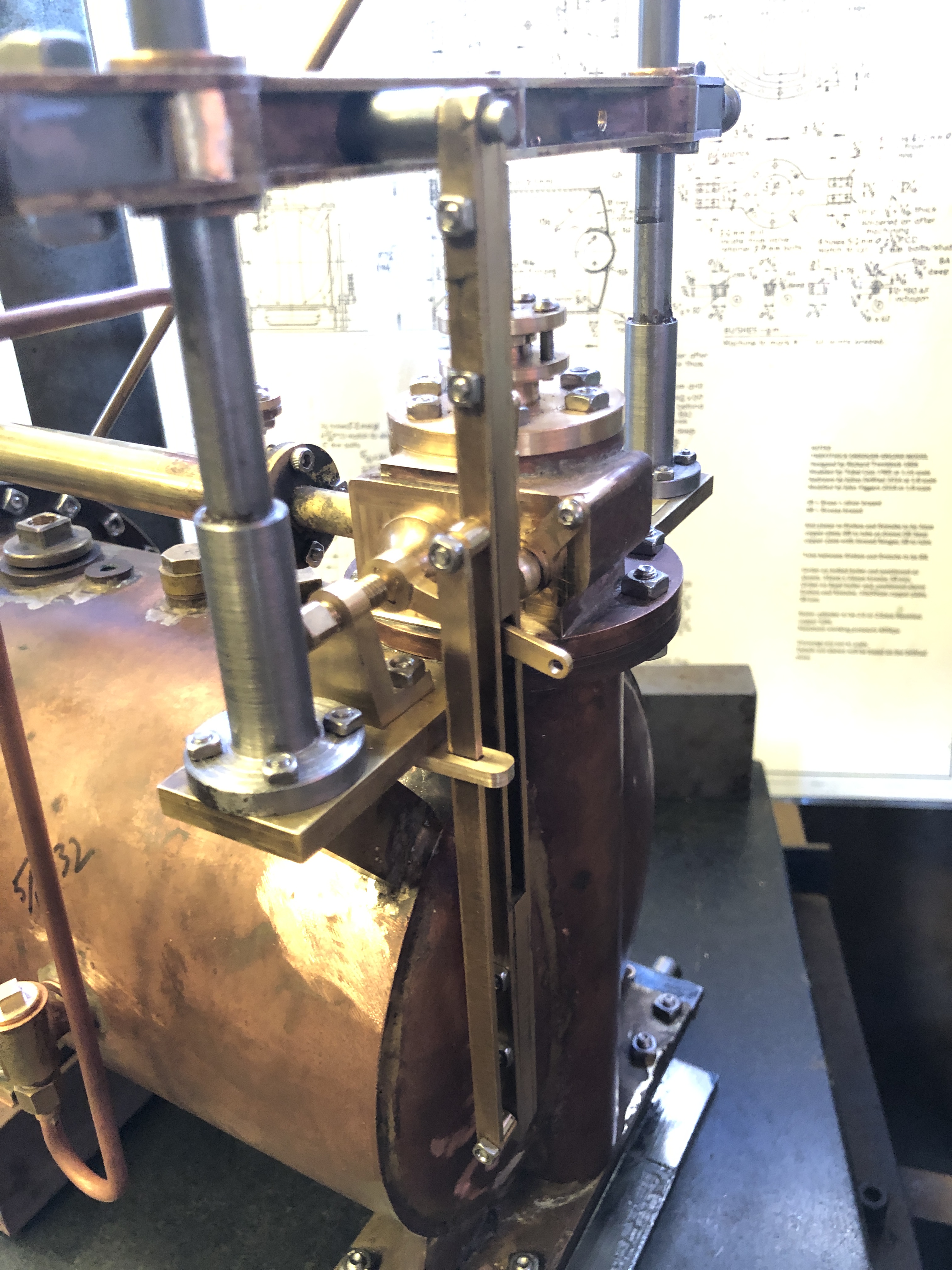
















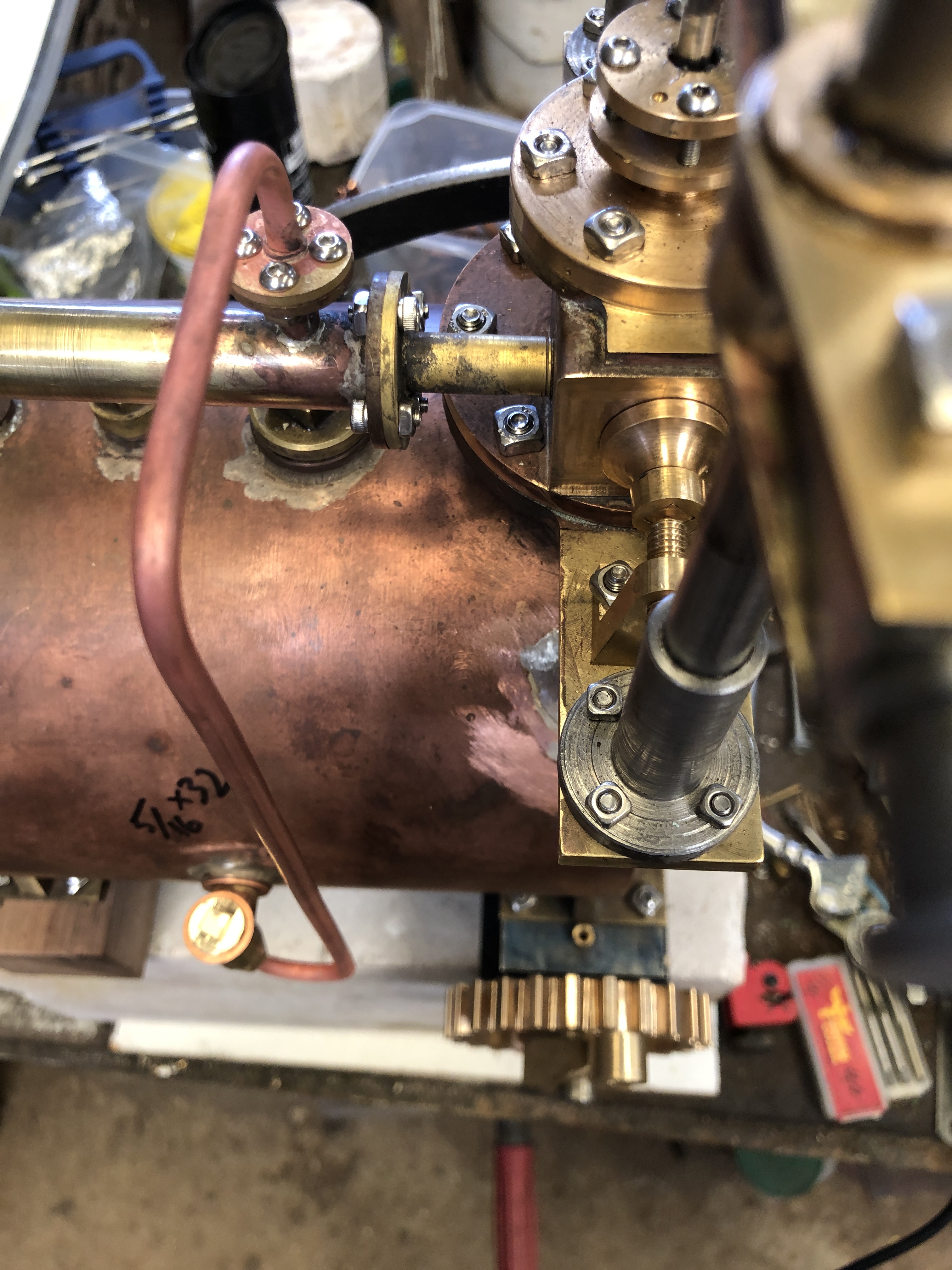







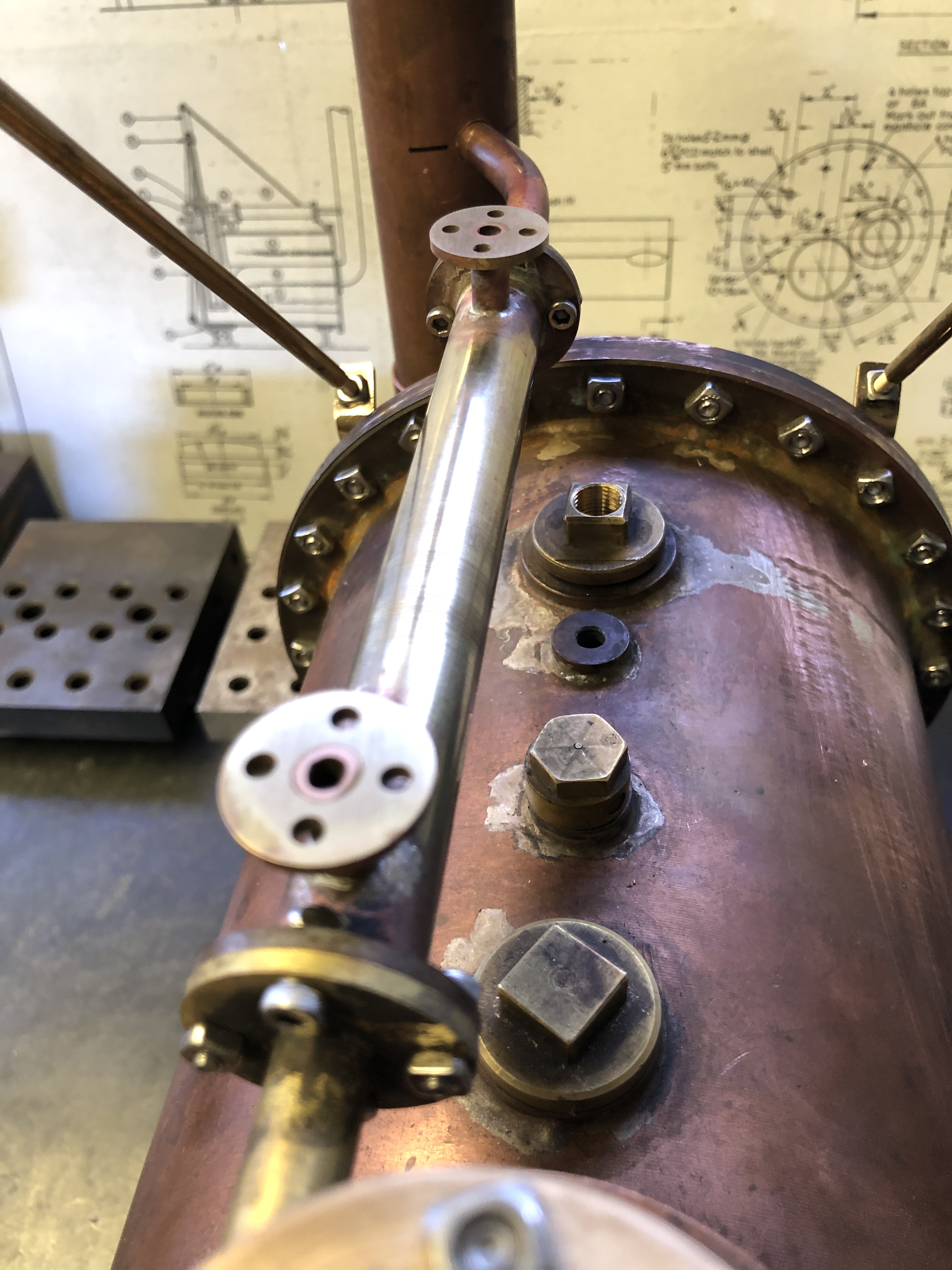






















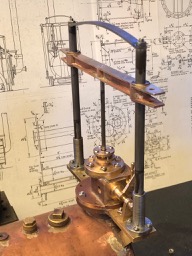






















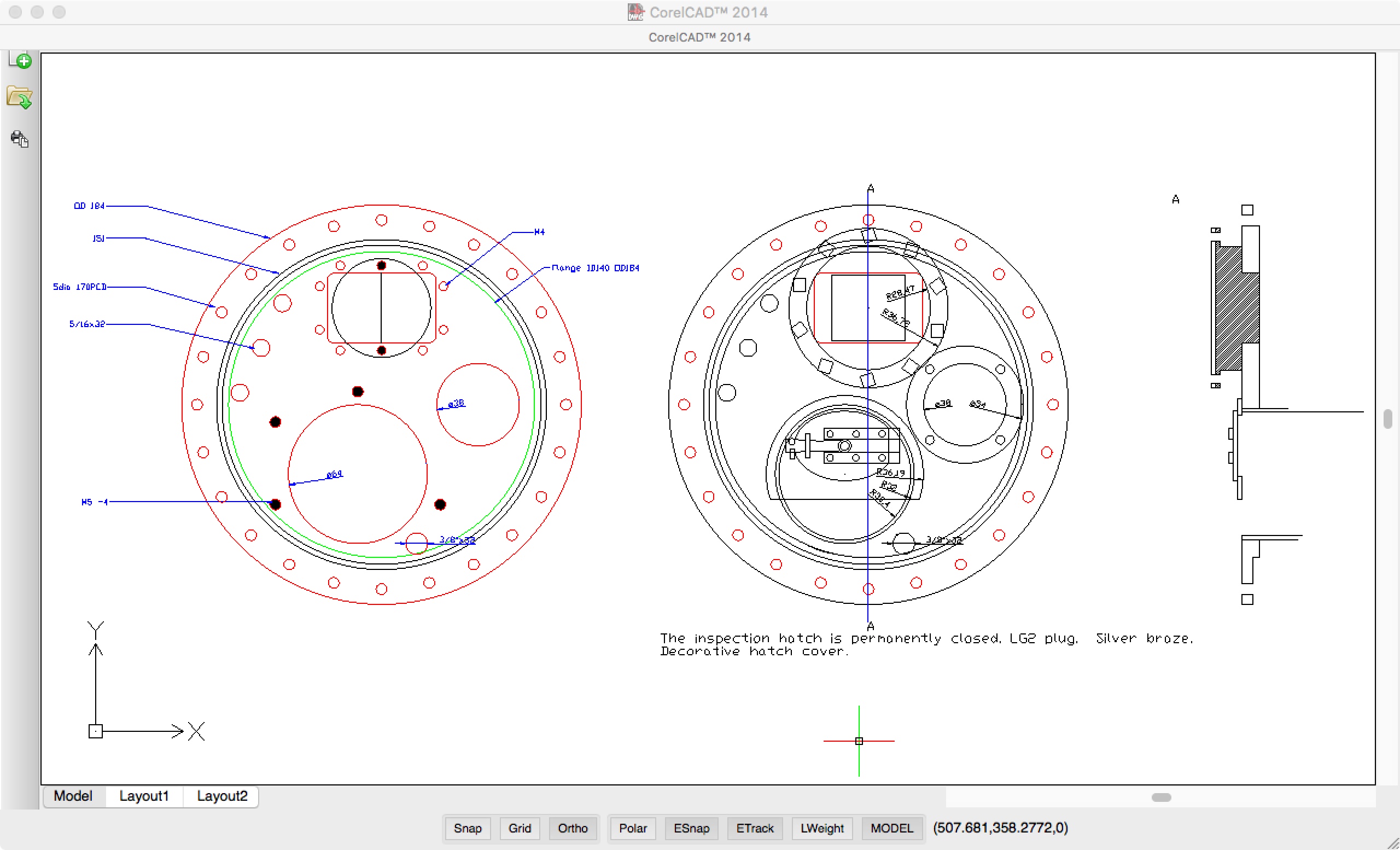
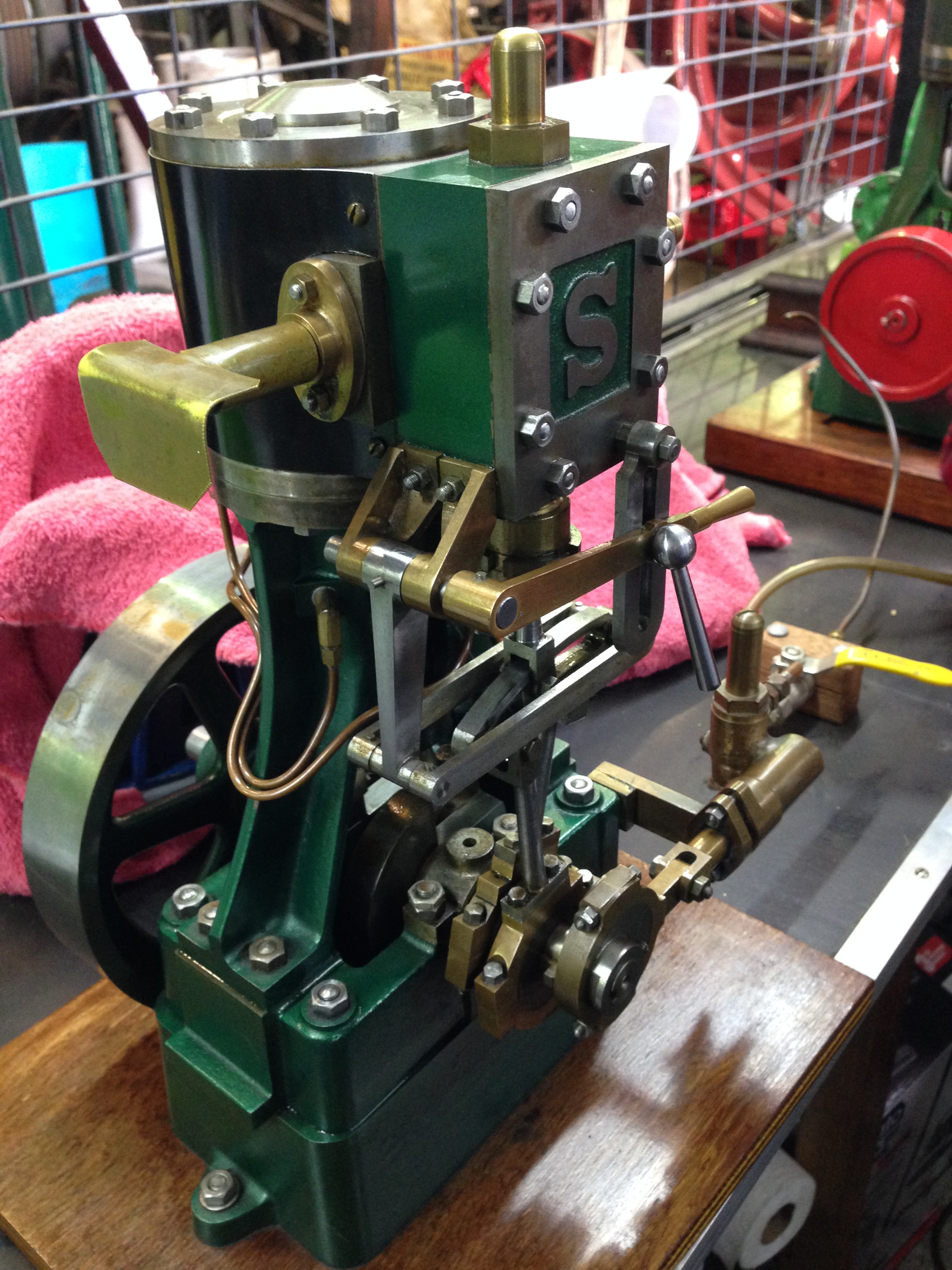
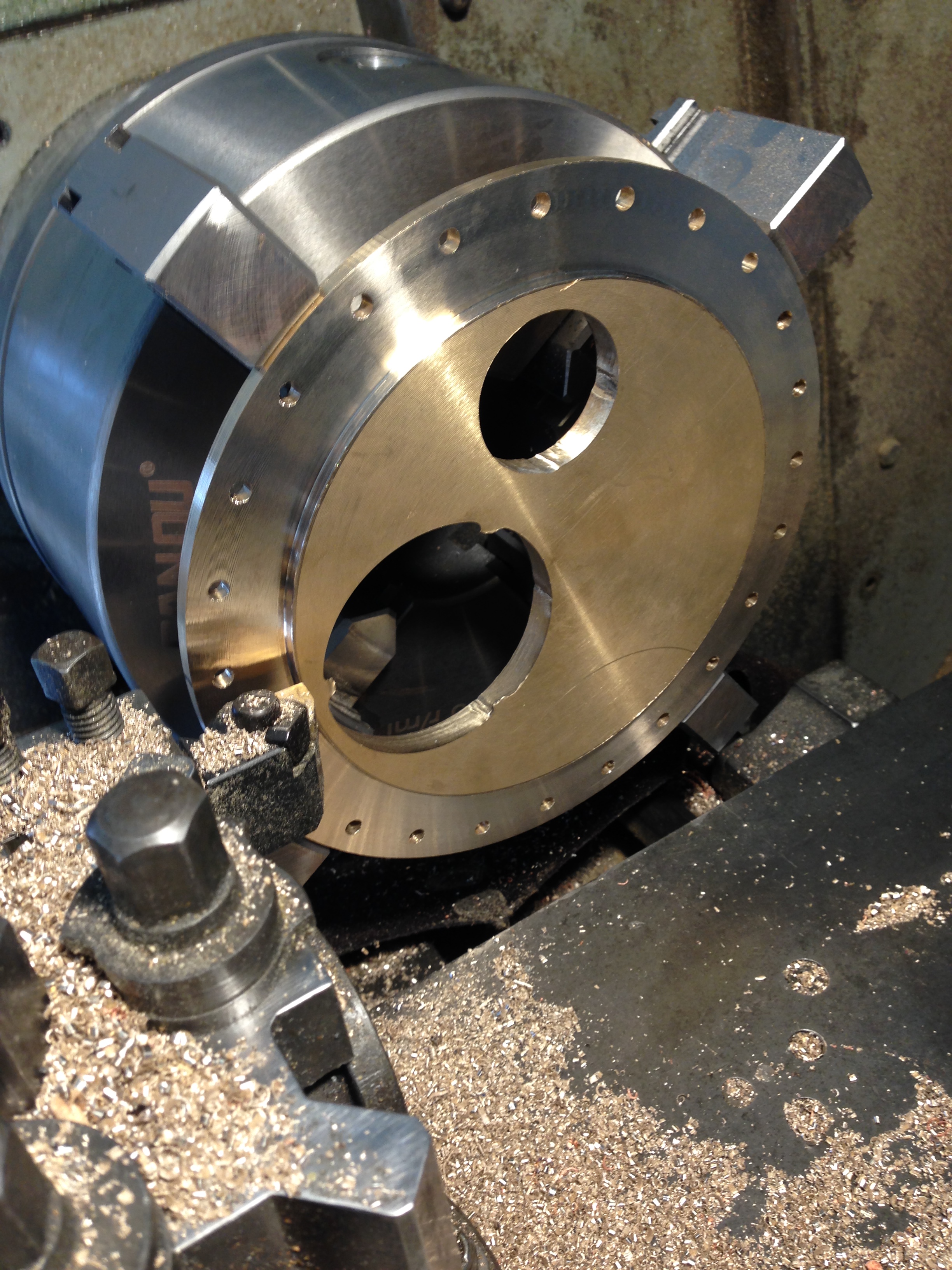
 So I spent the day inserting a lot of square nuts on stainless steel studs, and bolting on some valves. Looks quite interesting? The stainless nuts came from China and were inexpensive. A pity to paint them black.
So I spent the day inserting a lot of square nuts on stainless steel studs, and bolting on some valves. Looks quite interesting? The stainless nuts came from China and were inexpensive. A pity to paint them black.