
Trevithick Dredger Engine- the flat end
by John

The 6″ vertical boiler has had its first brazing session, and has been put aside while I wait for the boiler inspector to give the “go ahead” so I can proceed to the next brazing session. I am told that the first braze is the most difficult. The next braze is bigger, but the components are all on or near to the surface, and it is consequently more straightforward.
So, while waiting, I pulled out the Trevithick Dredger Engine, and decided to make the flat end plate and flange. These are machined from LG2 bronze disks 13mm and 8.5mm thick.

204mm diameter.

An aluminium sacrificial plate was made and held in the milling vise. The bronze disks were CNC drilled.

The disk which will become the flange is tapped.
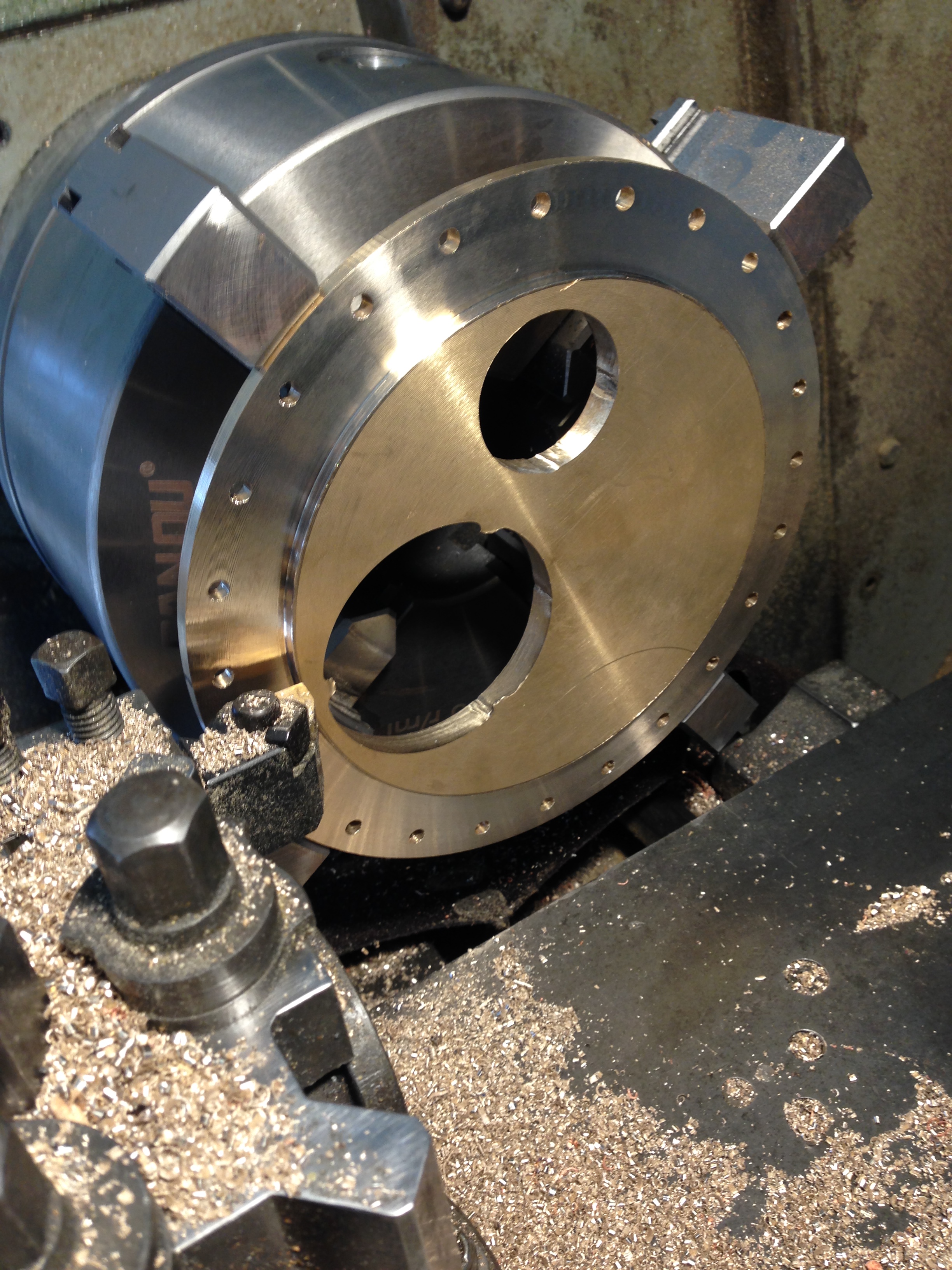
The holes in the end plate were CNC’d on the mill, which died during the procedure. The Z axis went crazy. Fortunately I managed to hit the panic button and the end plate was not destroyed. Currently Stuart & I are trying to determine the cause of the robot madness, but that looks like being a lengthy process. The rebate being completed on the lathe in the pic would have been an easy CNC mill process, but the workpiece was quite thin to be held in the lathe chuck.

Showing how the end plate was held in the lathe chuck, with double rare earth magnets holding the plate away from the chuck jaws permitting the tin workpiece to be turned. A bit tricky, but went well.

The flange on the left will eventually be brazed to the boiler shell. The end plate on the right will be bolted to the flange.

The end plate and the flange mated together

The big tube 65mm diameter will become the firebox, the smaller one 38mm dia will be the firetube exhausting to the chimney.

None of the tubes are yet cut to length, but starting to take form.

G’day John;
What sort of clamps are you using ?
Second picture down, where you’re CNC drilling, – look like some sort of camlock ?
Ian
LikeLike
Hi Ian, I do not know what they are called, but I believe that they are used in aircraft manufacture. Very quick to adjust, and can be set for repetition by tightening the lock nut. Yes, a cam mechanism. Bought a box full of them from Ebay US when postage was affordable. John.
LikeLike
Thanks John, I’ll see what I can find.
LikeLike