Royal Geelong Show 2019
The “Show” was held over the last 4 days. I will not bang on again about my republican leanings. See posts from previous years if that persuasion is of any interest. The weather was ordinary. Quite a few showers and blustery wind. But we were mostly warm in the Vintage Machinery shed where our Model Machinery cage is located. Fairly good visitor numbers, but not much real interest in our model engine offerings.
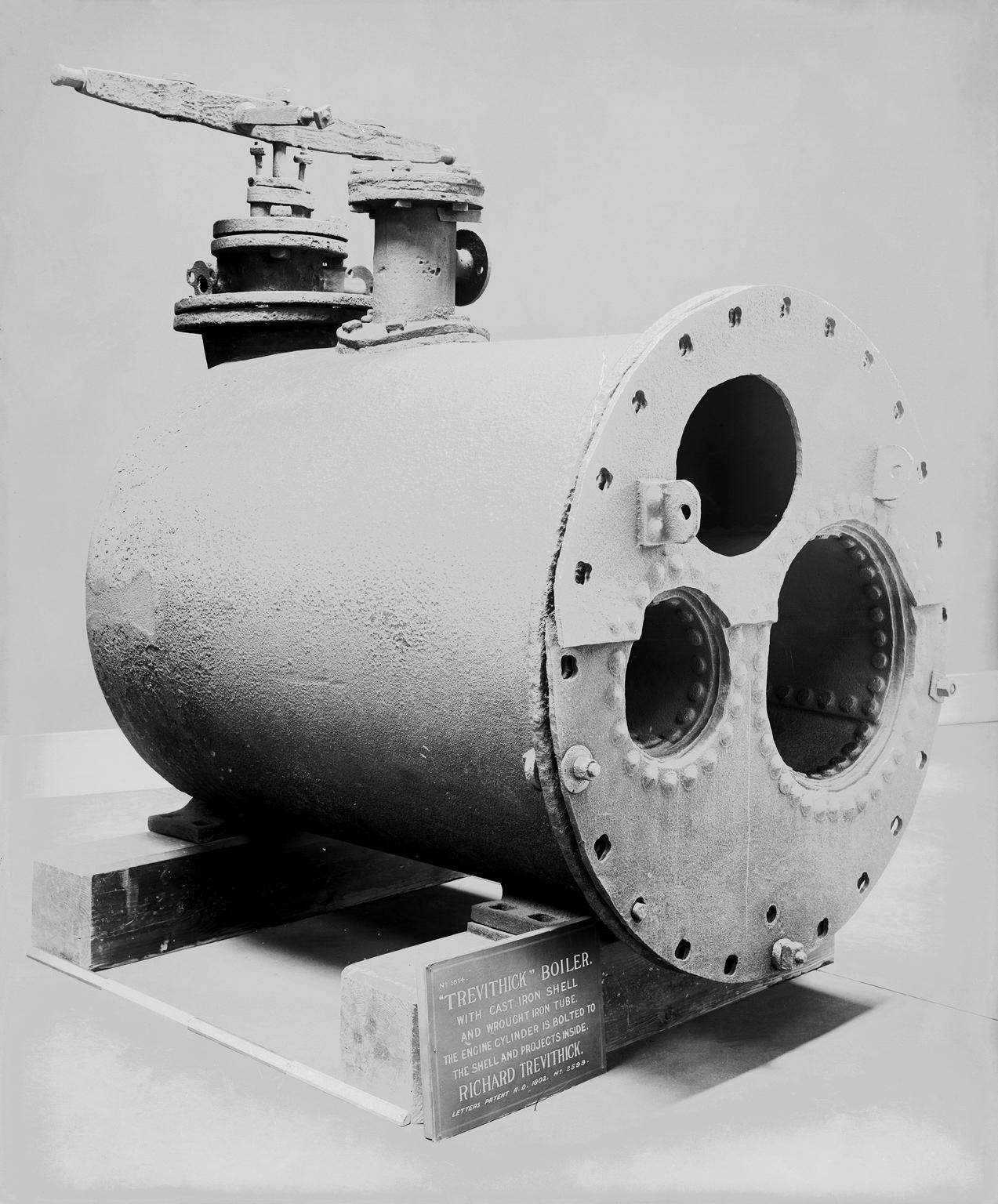
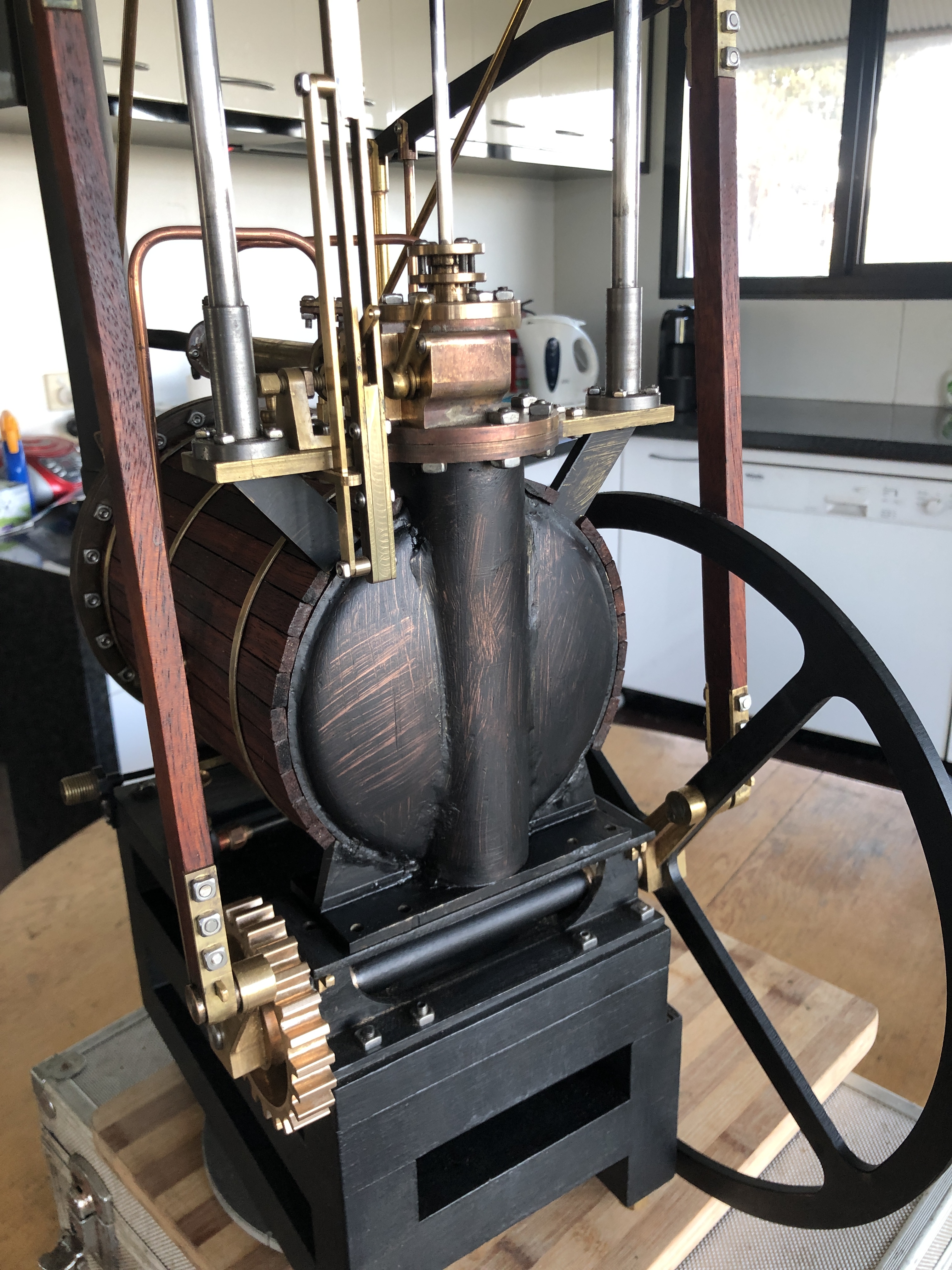
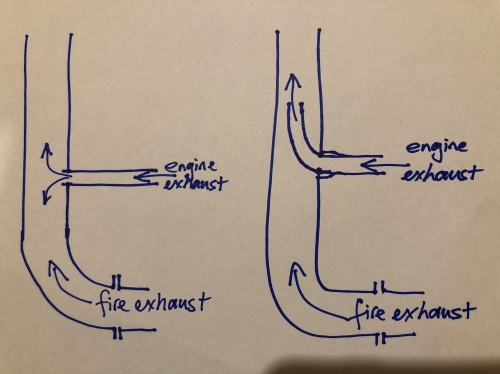
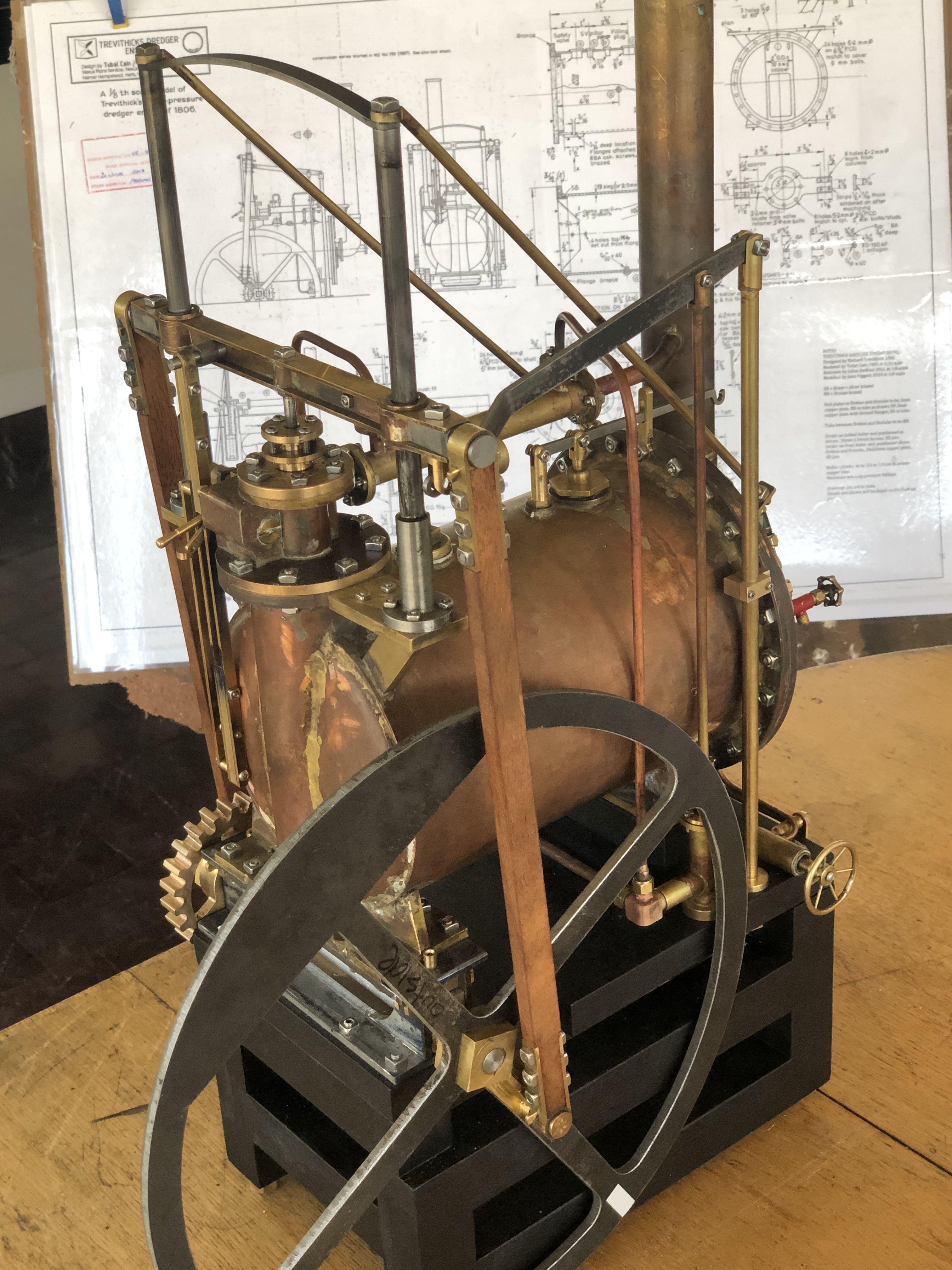
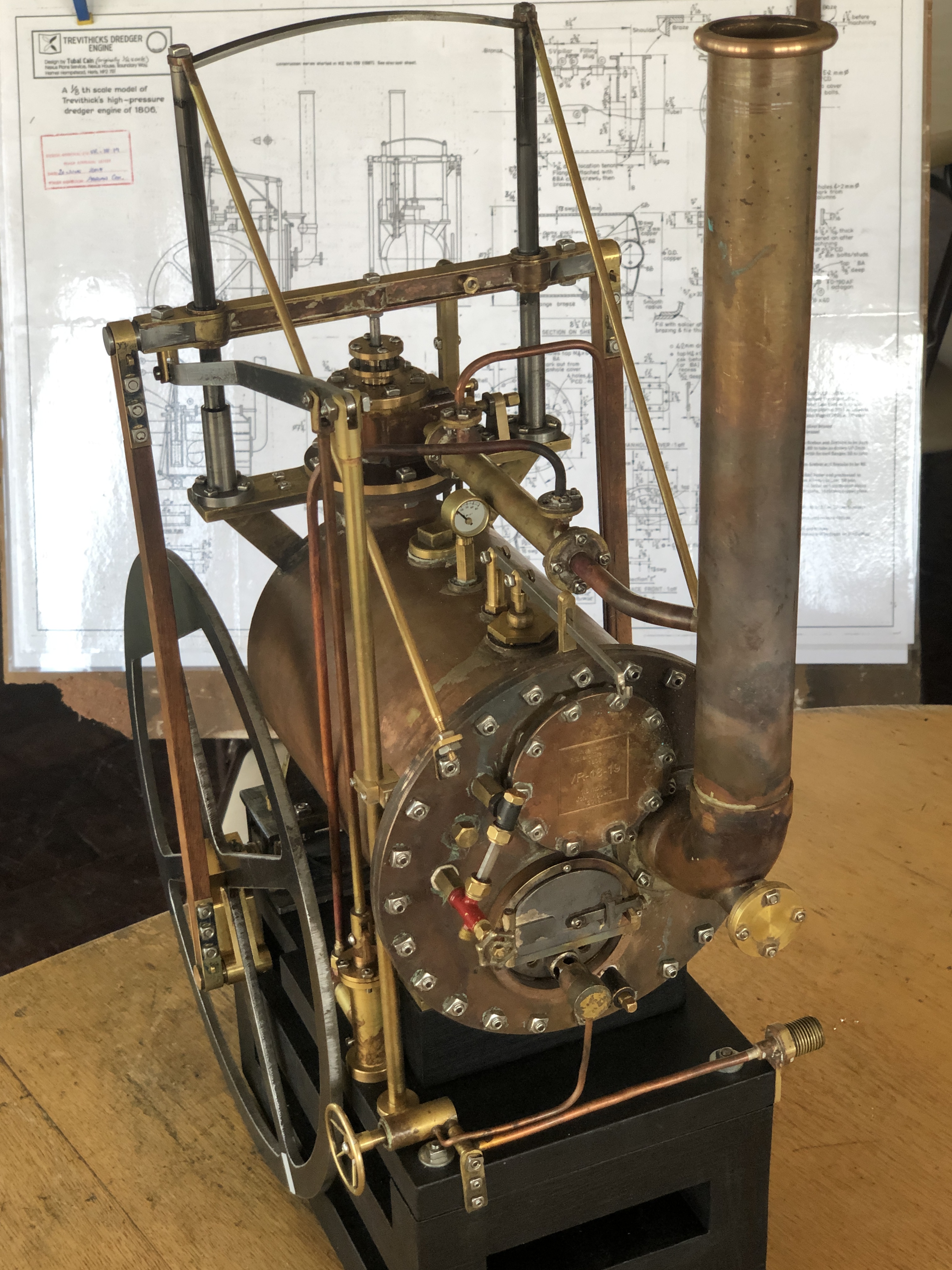
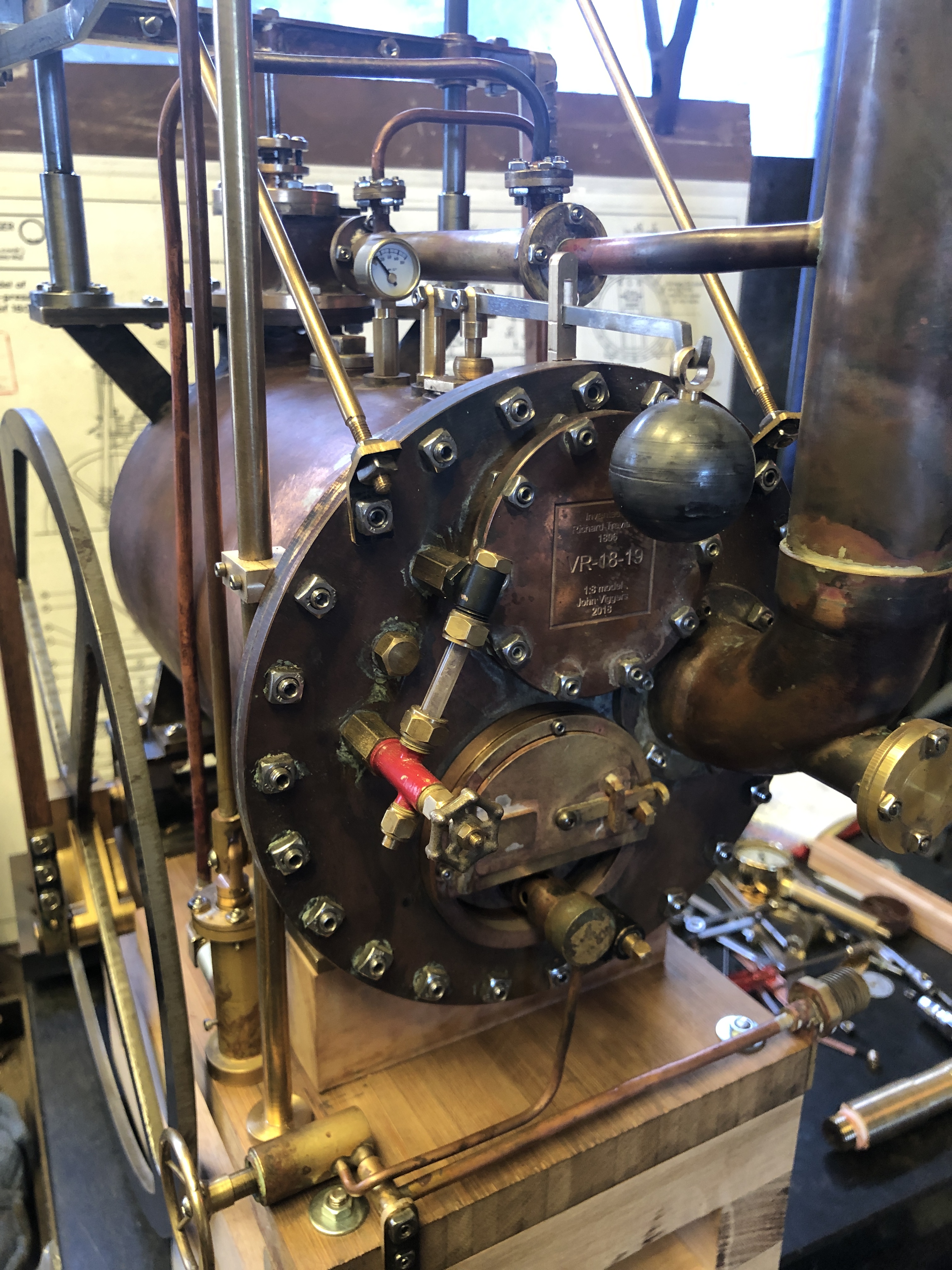
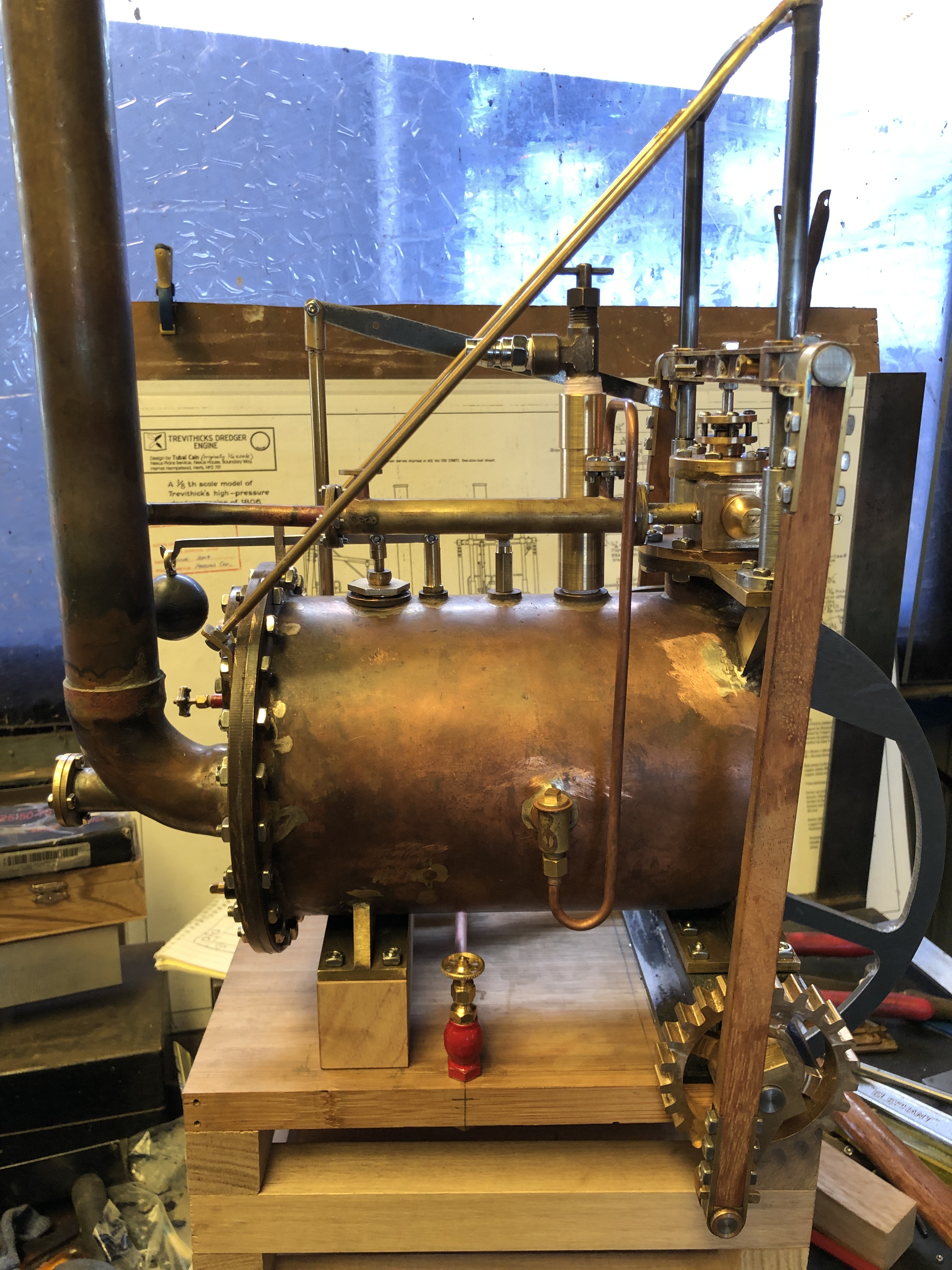
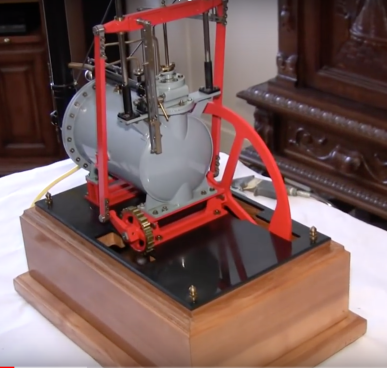
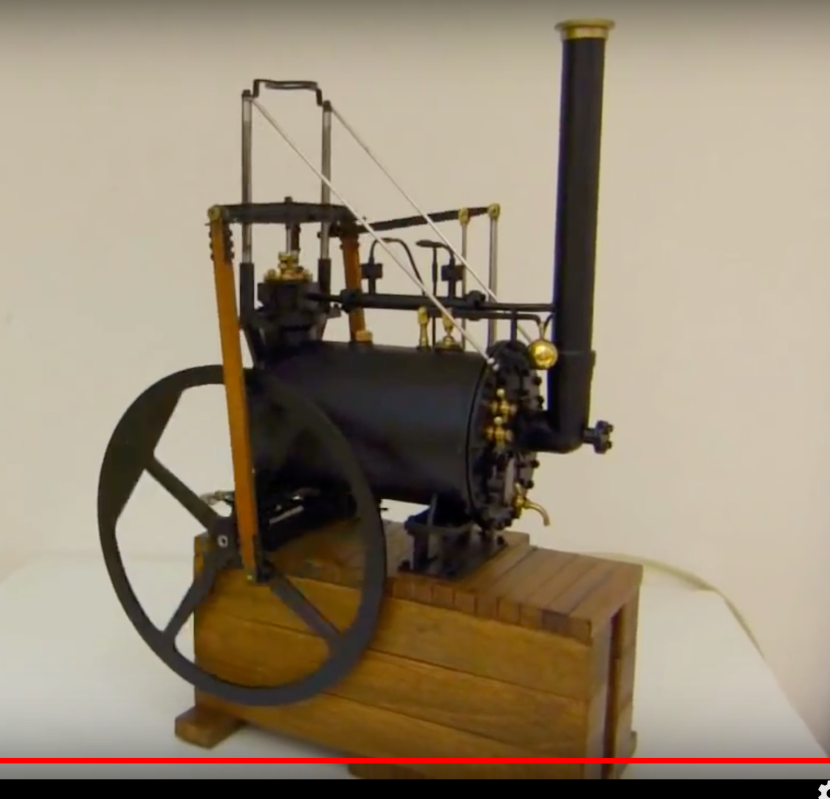
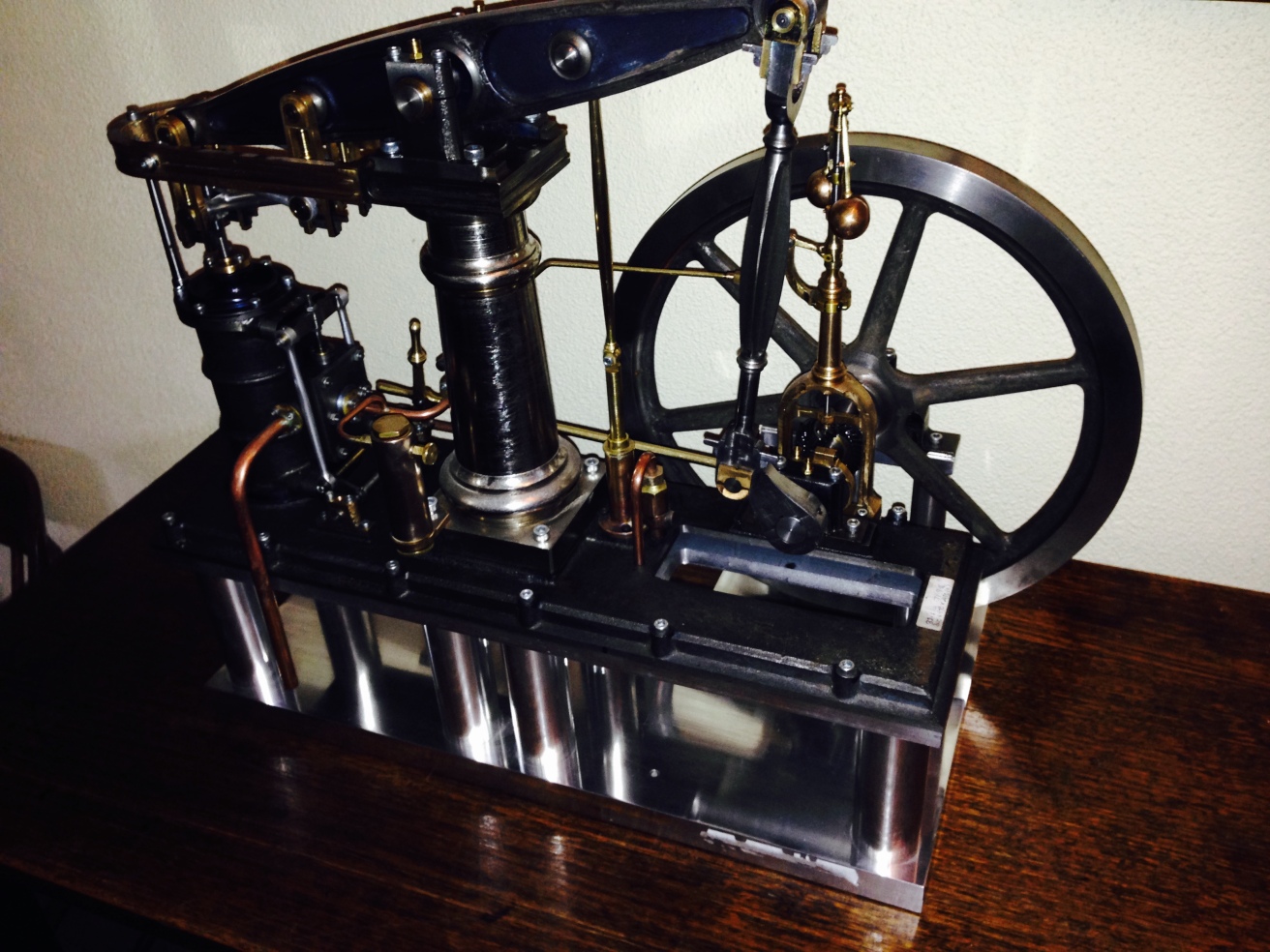
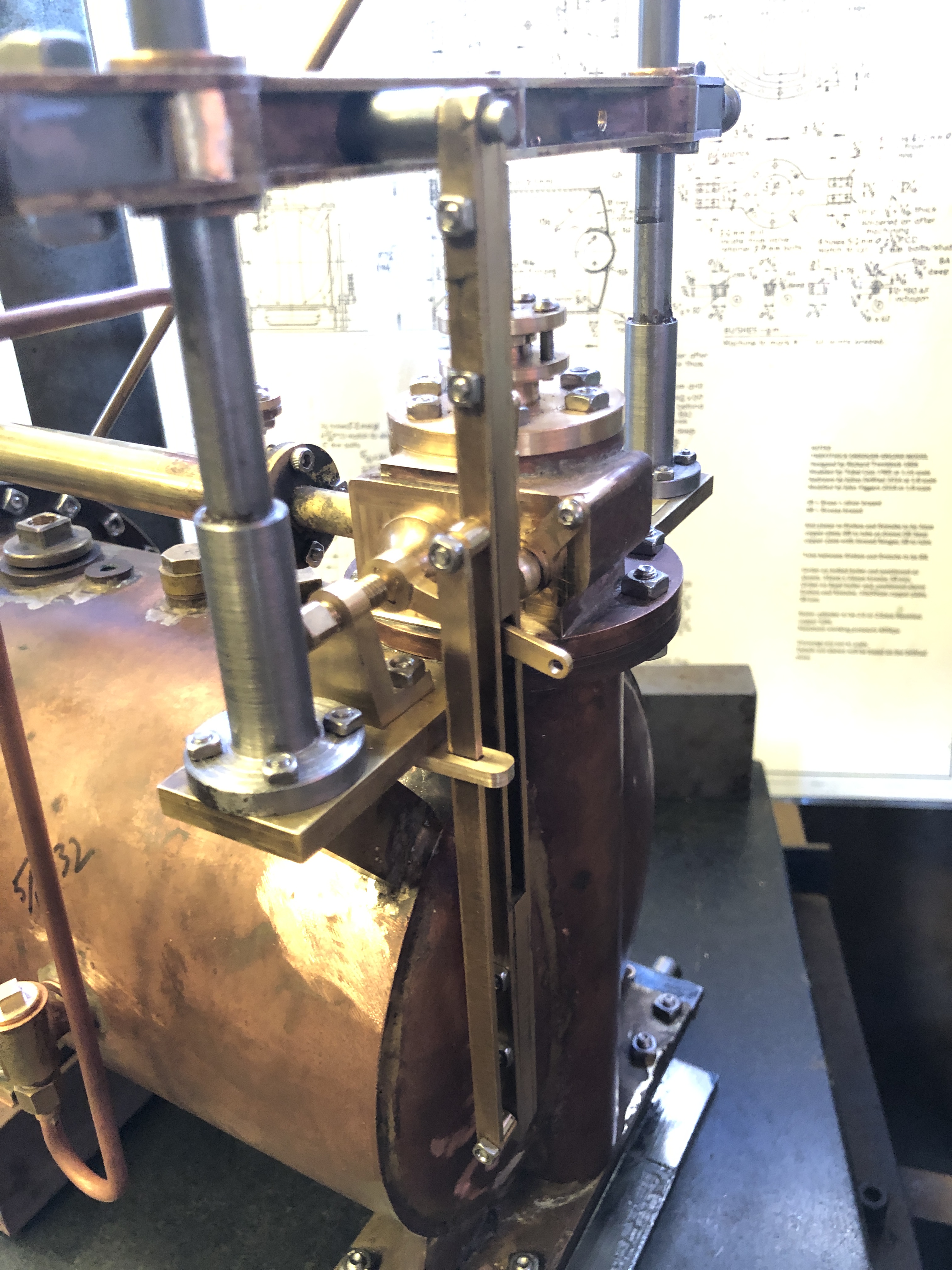
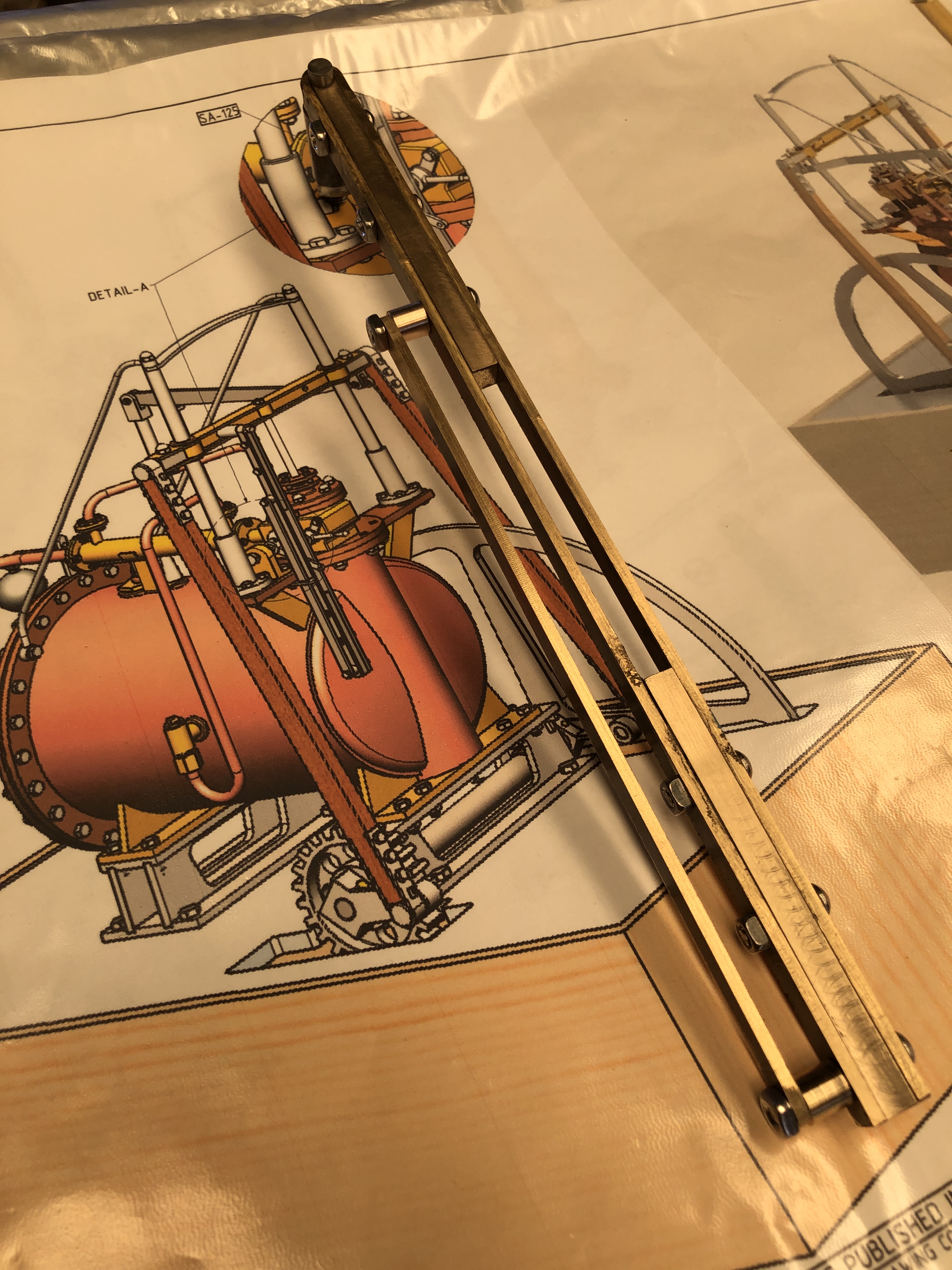
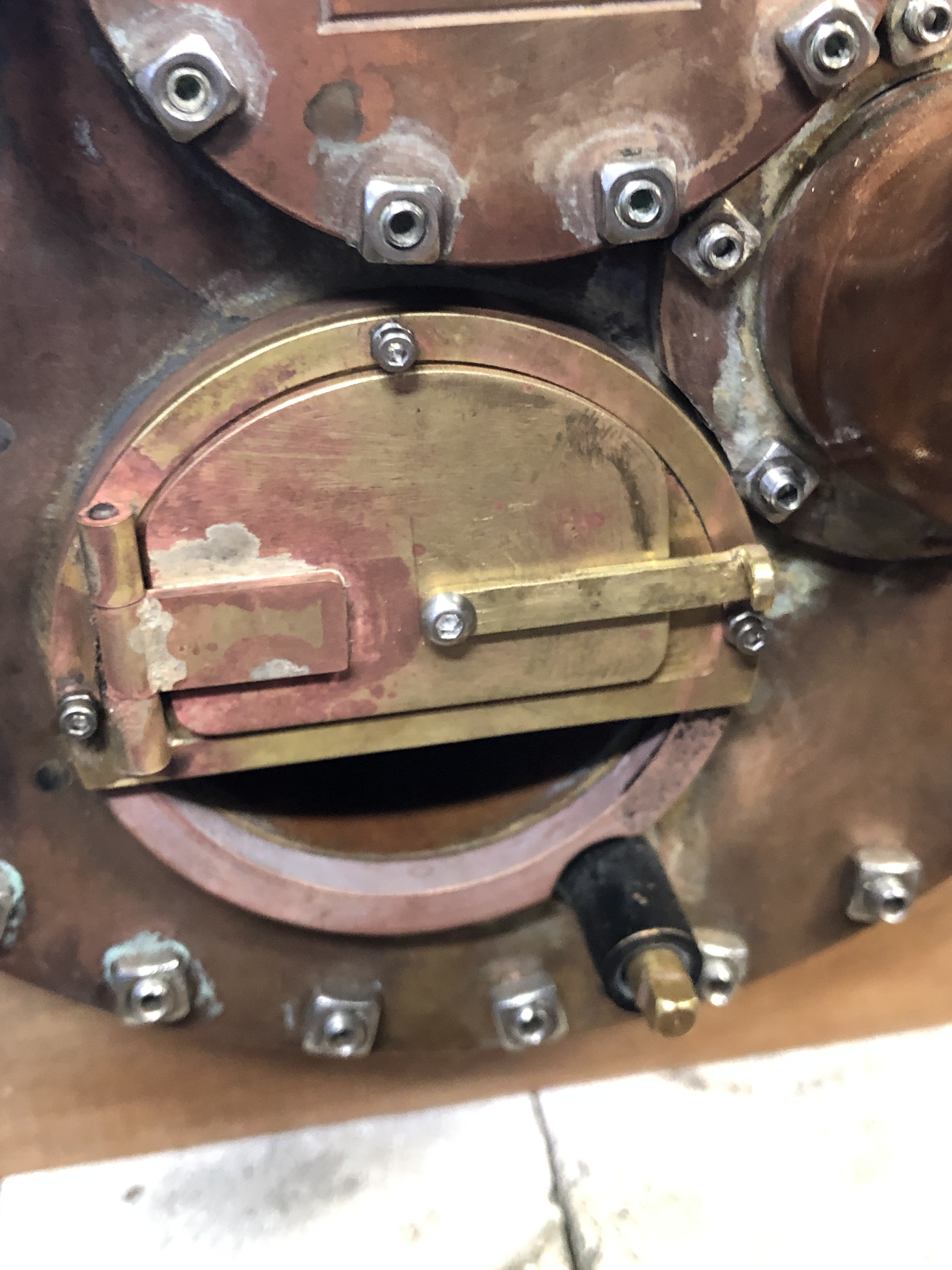
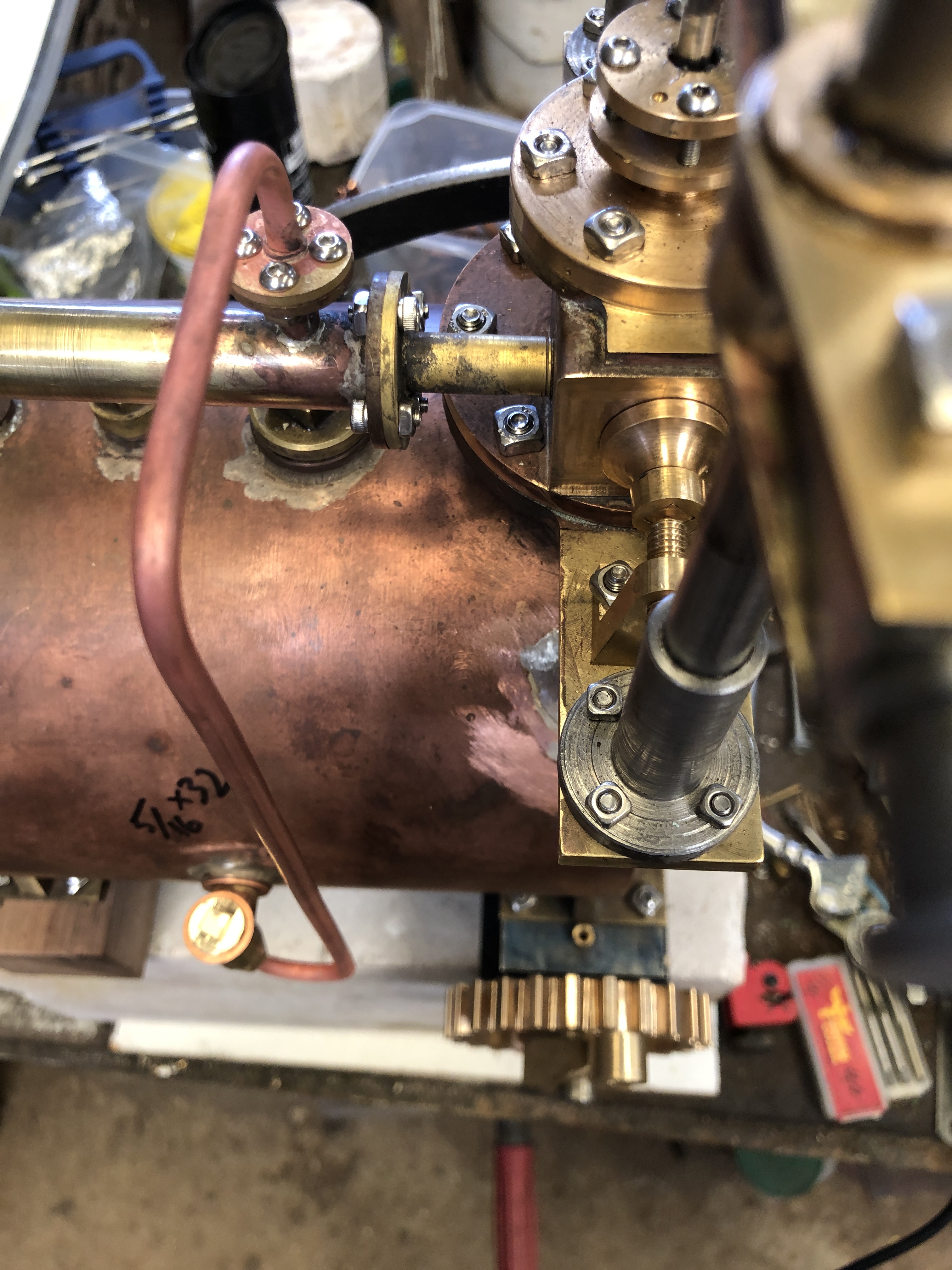
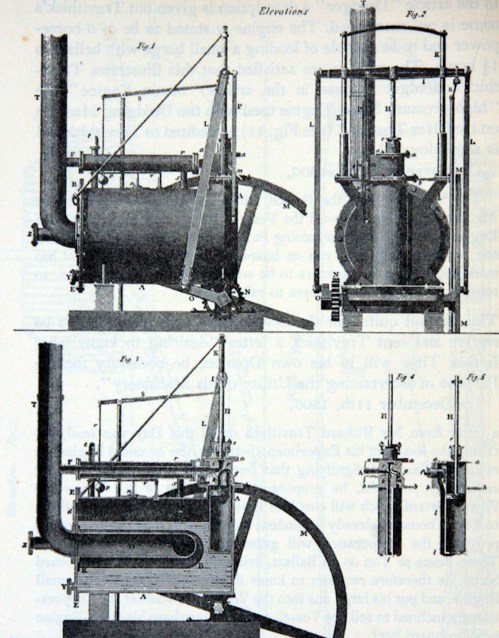
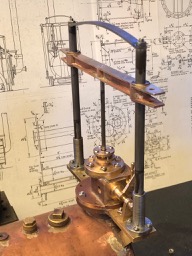
I exhibited my beam engine and Trevithick dredger engines, both running on piped steam. The vertical boiler and feed pump was on static display, of no interest to anyone. My Stirling engine got the most attention from kids, who are attracted by the swirling spiral colours, and not much interest in the intriguing method of running. I am convinced that models must be moving, colourful, and have some relation to what people and kids see on television if they are to have any traction with the public.
But, the model and full size engine exhibitors enjoyed the displays, and an occasional visitor engaged in conversation. Here are some pics and videos of some of the shed displays. There dog shows, bird breeding, monster trucks, horse riding events, cattle and sheep judging, and side show rides but these were not recorded by me. I did visit the Amateur Astronomy display, and will visit the workshop of one of the exhibitors soon.


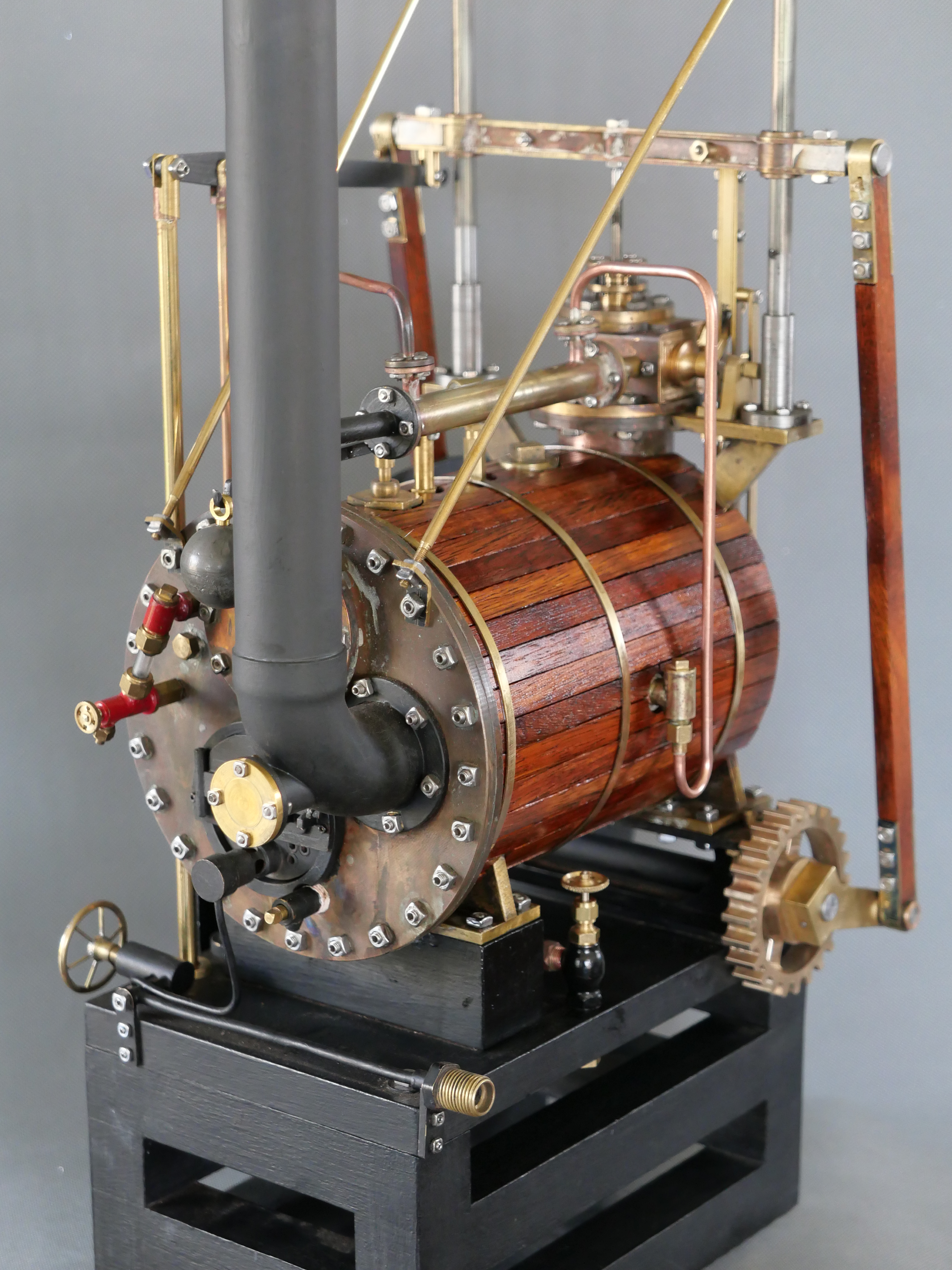
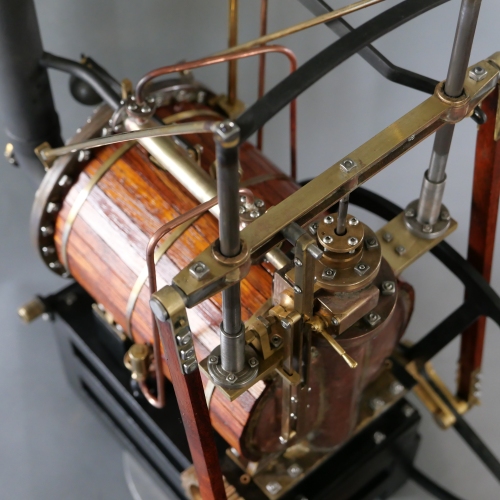
I had applied wooden lagging to the beam engine cylinder

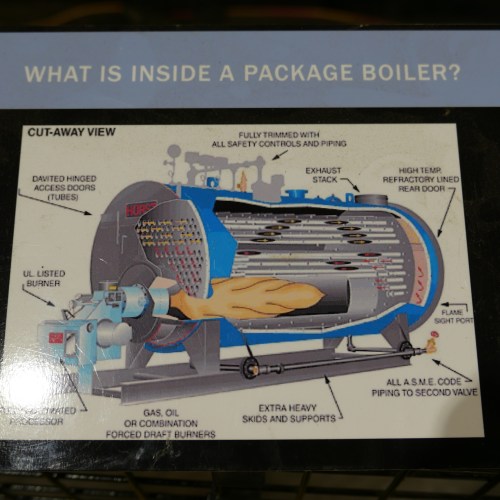
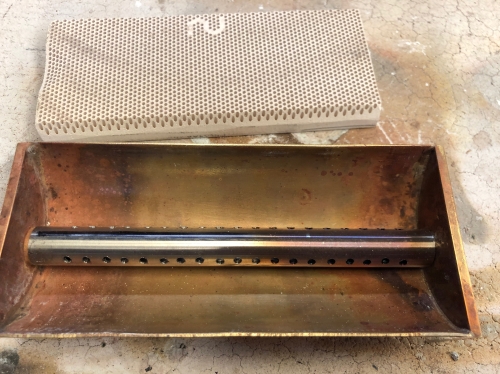
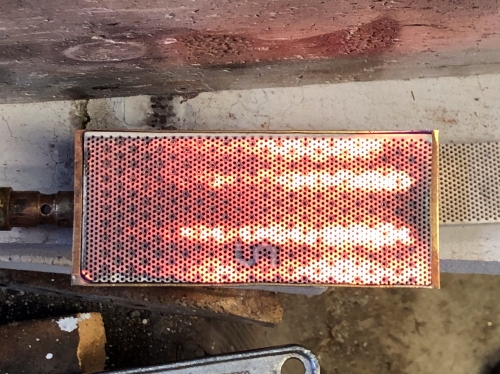
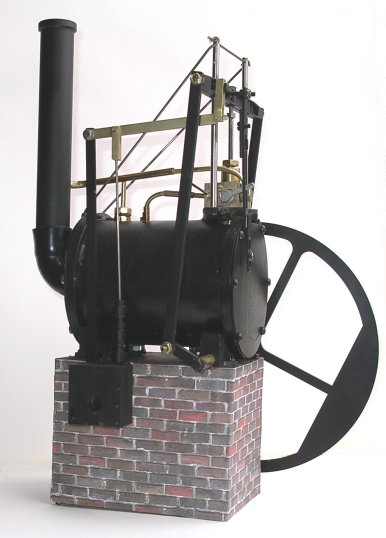
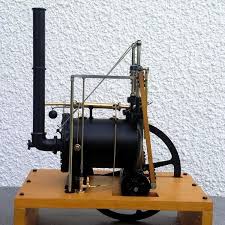
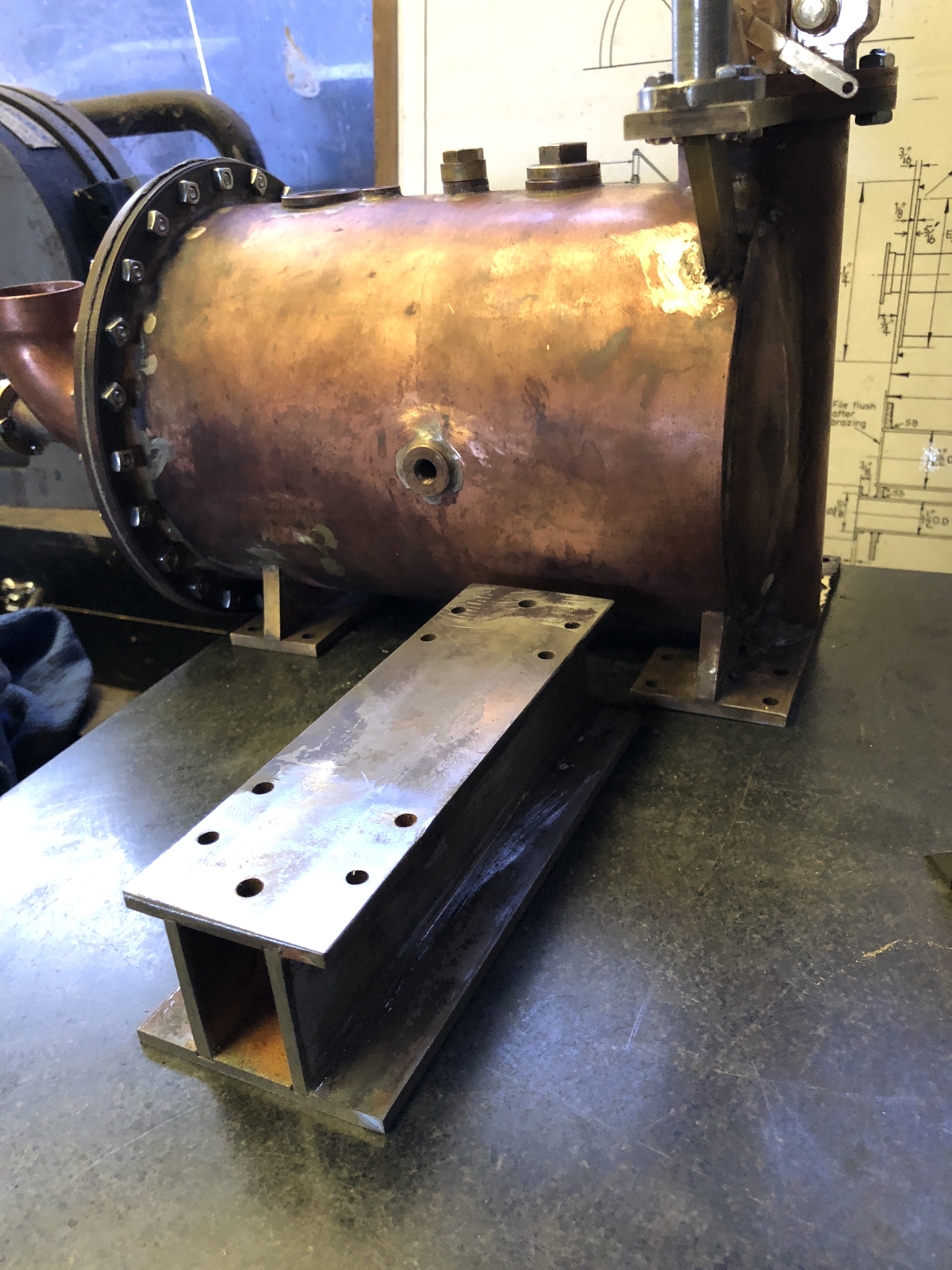
Steam for the engines is provided from this Package Boiler at 25psi. Enough to turn them over. Capable of much higher pressures.
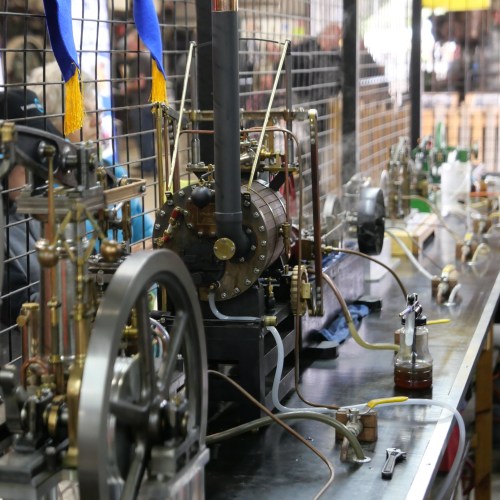
Cage Bench North includes the Trevithick dredger model, the beam engine and the Stirling engine.

Cage Bench South. Swen Pettig’s prize winning flame gulper, and 1″ Minnie under construction.

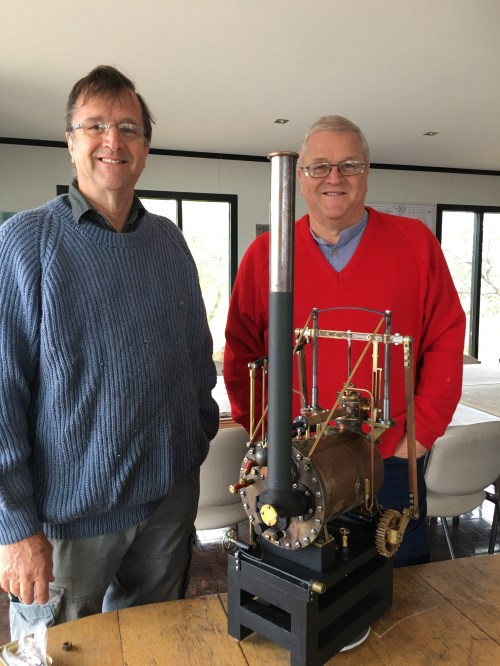
Stuart and Swen ?discussing engine repairs.

Model Engineering first prize!

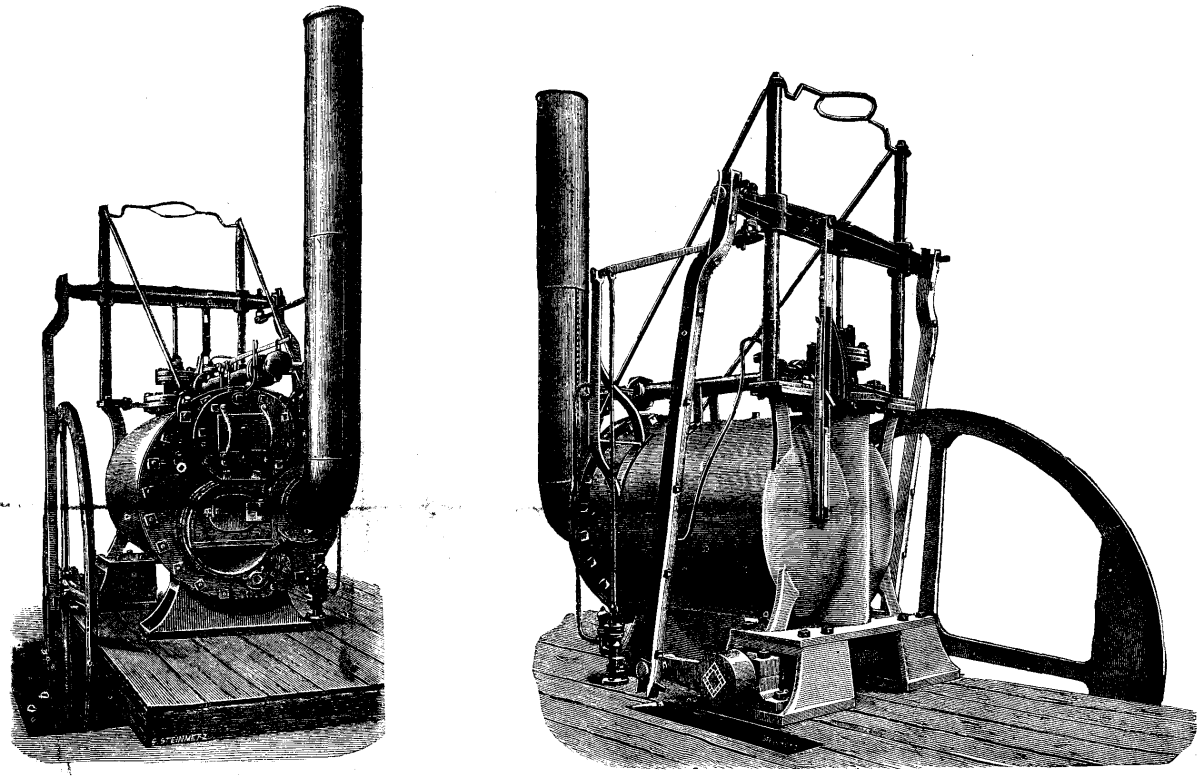
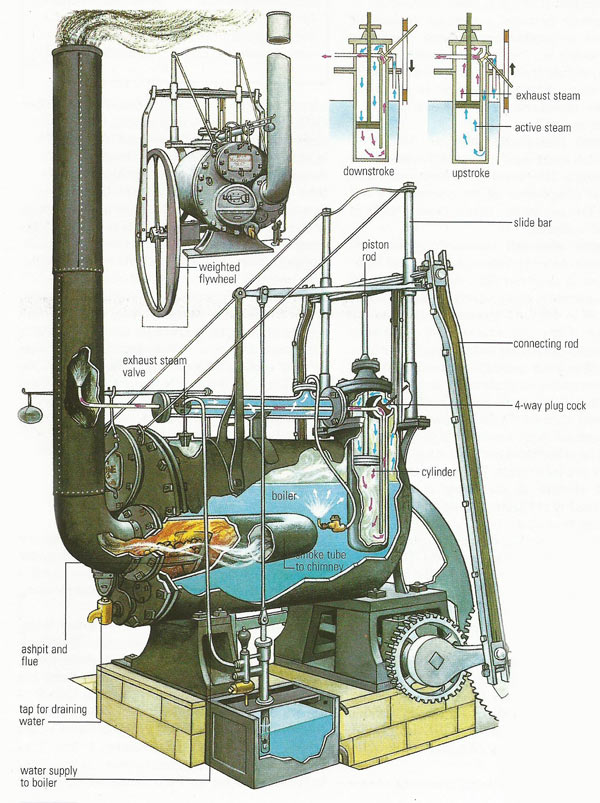
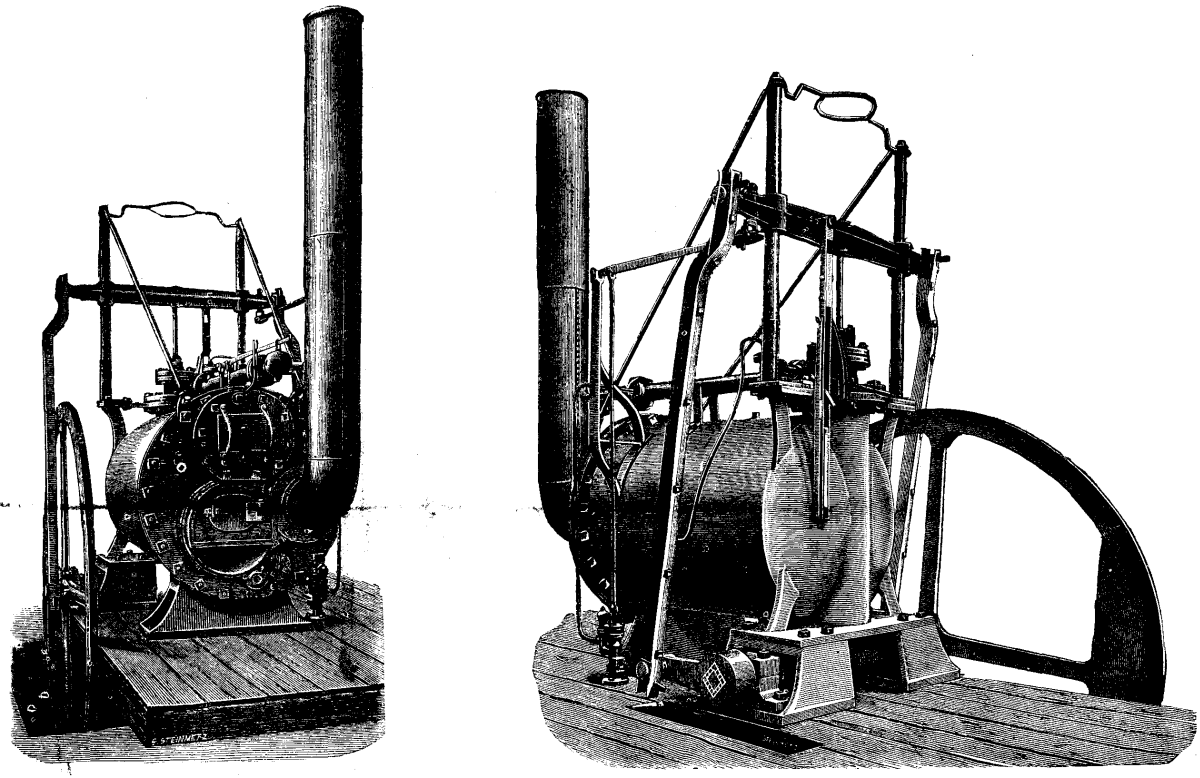
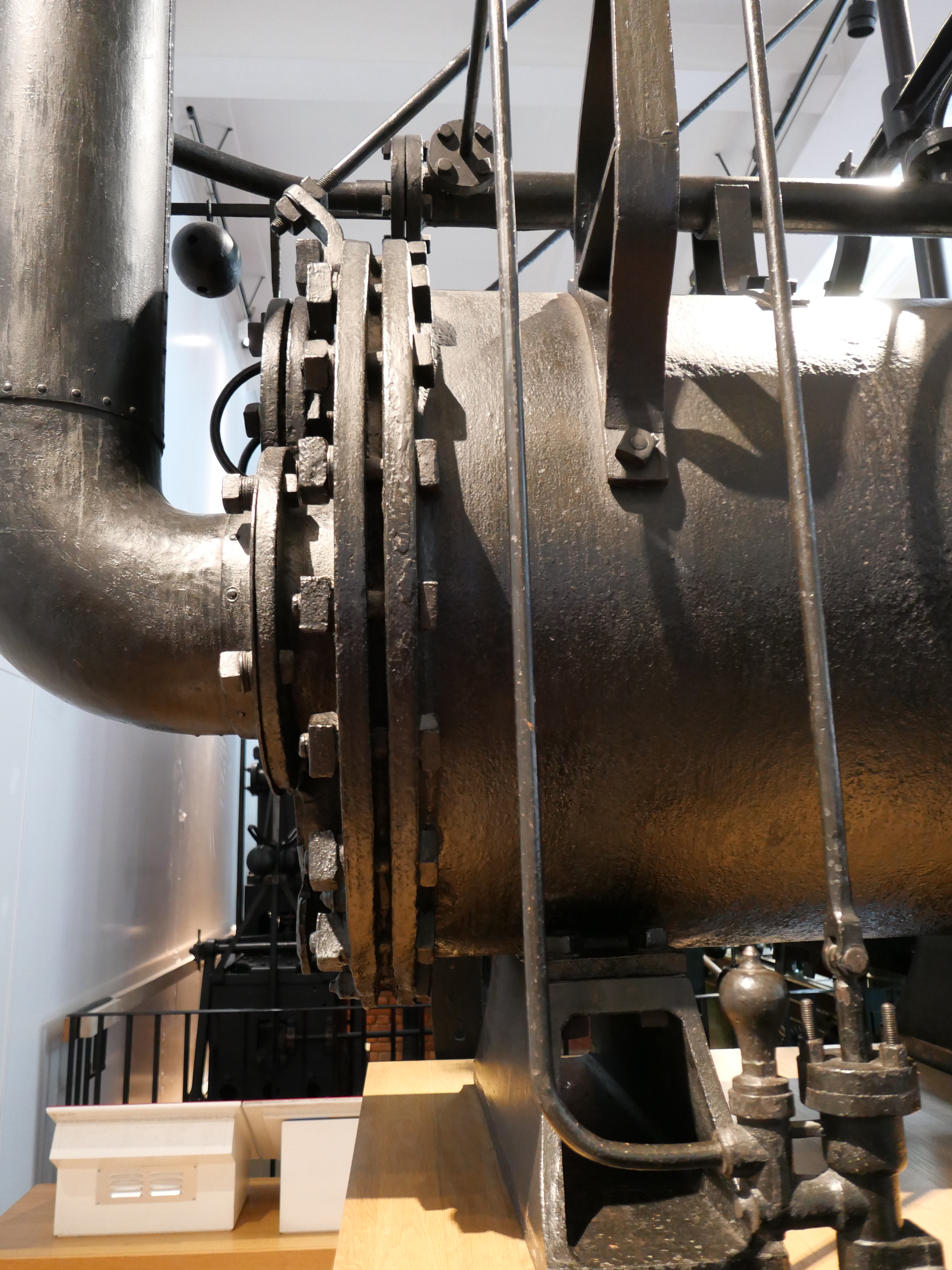
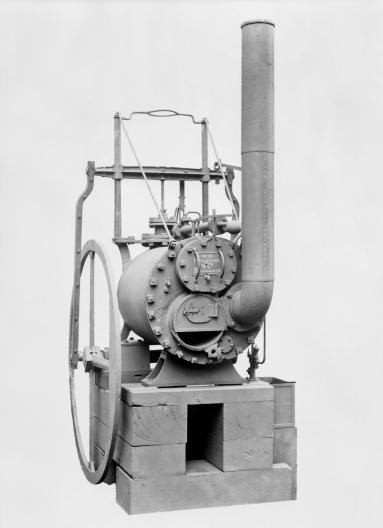
And the full size triple expansion engine. The Vintage Machinery boiler is being upgraded, so there was insufficient steam to run the triple.












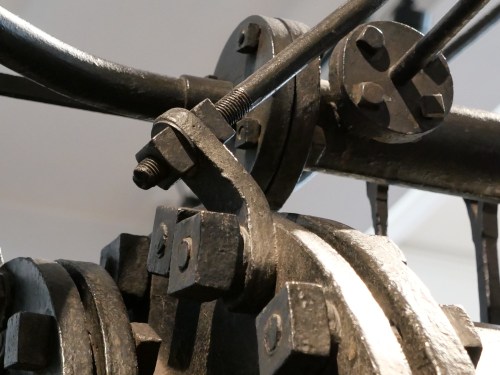

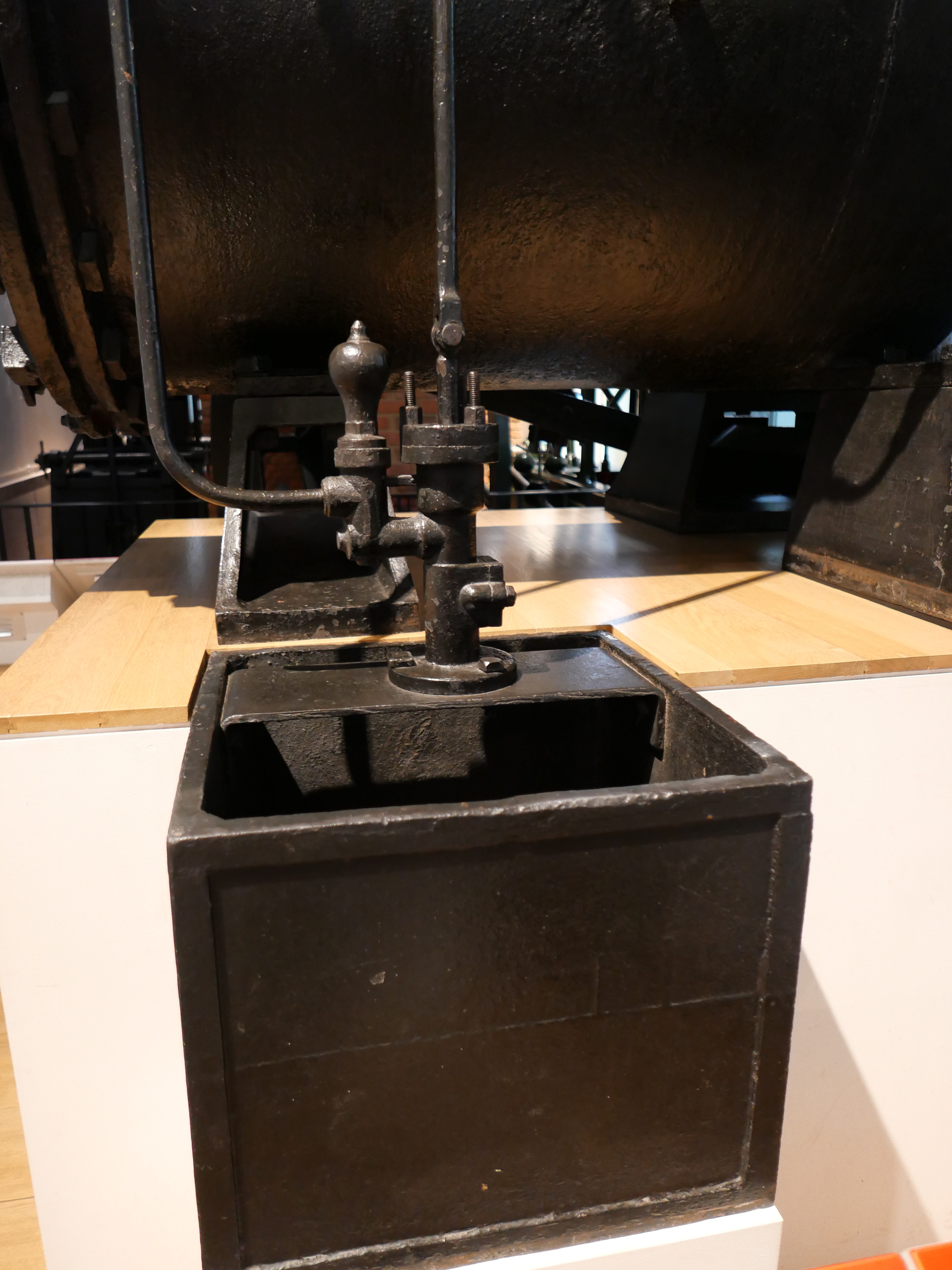



























































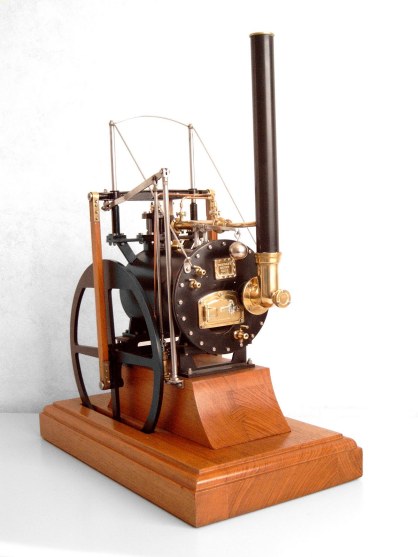
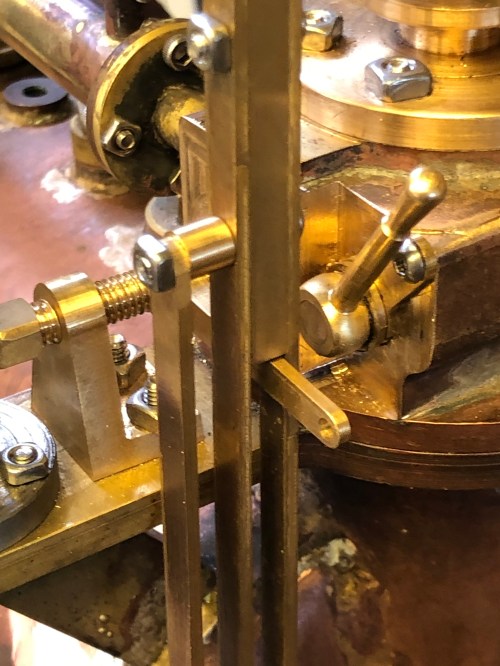









































































 So I spent the day inserting a lot of square nuts on stainless steel studs, and bolting on some valves. Looks quite interesting? The stainless nuts came from China and were inexpensive. A pity to paint them black.
So I spent the day inserting a lot of square nuts on stainless steel studs, and bolting on some valves. Looks quite interesting? The stainless nuts came from China and were inexpensive. A pity to paint them black.